热轧带钢层流冷却温度优化控制策略研究
- 格式:pdf
- 大小:309.70 KB
- 文档页数:5
合金钢热轧薄宽钢带的冷却方式优化策略在热轧冷却过程中,合金钢热轧薄宽钢带的冷却方式对于产品质量和性能有着关键性的影响。
为了获得理想的冷却效果,需要设计适合的冷却策略。
本文将探讨合金钢热轧薄宽钢带冷却方式的优化策略。
首先,我们需要了解合金钢热轧薄宽钢带的特性。
合金钢具有良好的强度和韧性,但也存在一定的变形硬化倾向,因此在冷却过程中需要合理控制冷却速度,以避免产生过多的残余应力和不均匀的组织结构。
针对合金钢热轧薄宽钢带的冷却过程,有以下几种常用的冷却方式:1. 自然冷却自然冷却是指将热轧薄宽钢带暴露在自然空气中,通过传导和对流来进行冷却。
这种方式简单易行,但冷却速度较慢,容易产生屈曲和变形,不适用于合金钢等强度较高的材料。
2. 水雾冷却水雾冷却是通过喷洒水雾来降低热轧薄宽钢带的温度。
水雾冷却具有快速冷却的优势,可以有效控制钢带的温度和冷却速度,避免过度变形。
然而,水雾冷却也存在一定的局限性,如需要大量的冷却水和较高的成本投入。
3. 压缩空气冷却压缩空气冷却是通过气流对热轧薄宽钢带进行冷却。
这种方式具有均匀冷却、节能环保的优点,对于合金钢等高强度材料有良好的冷却效果。
但相比水雾冷却,压缩空气冷却的冷却速度较慢。
4. 液雾冷却液雾冷却是将液体雾化成微小的水珠,并喷洒到热轧薄宽钢带表面进行冷却。
液雾冷却具有快速均匀的冷却速度,可以有效控制钢带的温度和变形。
然而,这种方式也需要较高的设备投入和维护成本。
针对合金钢热轧薄宽钢带的冷却方式优化策略,我们可以考虑以下几点:1. 综合考虑冷却效果和成本因素,选择合适的冷却方式。
对于要求速度较快的产品,可以采用水雾冷却或液雾冷却;对于要求均匀冷却的产品,可以选择压缩空气冷却。
在具体应用中,可以根据产品特性和工艺要求,选择最佳的冷却方式。
2. 优化冷却参数和工艺。
通过调整冷却水量、喷雾压力、喷雾角度等参数,可以改变冷却方式的效果,实现最佳的冷却效果。
在工艺上,可以考虑采用多段冷却和交替冷却的方式,以进一步提高冷却效果和产品质量。
热轧带钢超快速冷却过程的温度控制策略彭文;马更生;张殿华【摘要】Aimed at the temperature control of the ultra-fast cooling process in hot strip rolling and by developing the combined strategy of feed-forward,feed-back and self-adaption based on the establish-ment of the air cooling and water cooling temperature drop model,the precision of middle temperature and coil temperature control was improved.The cooling system had been applied in a hot strip pro-duction line.The results show that the precision of temperature control reaches a high level and the mechanical properties of the strip are improved effectively.%针对热轧带钢超快速冷却过程温度控制,通过建立带钢冷却过程中的空冷、水冷温降模型,采用前馈、反馈与自适应相结合的温度控制策略,提高带钢的中间温度和卷取温度的控制精度,并应用于热轧带钢生产线。
应用效果表明,带钢轧后温度控制达到了较高的精度,并有效地提高了带钢的力学性能。
【期刊名称】《武汉科技大学学报(自然科学版)》【年(卷),期】2015(000)005【总页数】5页(P321-324,329)【关键词】热轧带钢;轧后冷却;超快冷;温降模型;温度控制【作者】彭文;马更生;张殿华【作者单位】东北大学轧制技术及连轧自动化国家重点实验室,辽宁沈阳,110819;东北大学轧制技术及连轧自动化国家重点实验室,辽宁沈阳,110819;东北大学轧制技术及连轧自动化国家重点实验室,辽宁沈阳,110819【正文语种】中文【中图分类】TG334.9以超快速冷却为核心的新一代TMCP(Thermo-mechanical Control Process)技术,通过采用节约型的成分设计和减量化的生产方法获得高附加值、可循环的钢铁产品[1]。

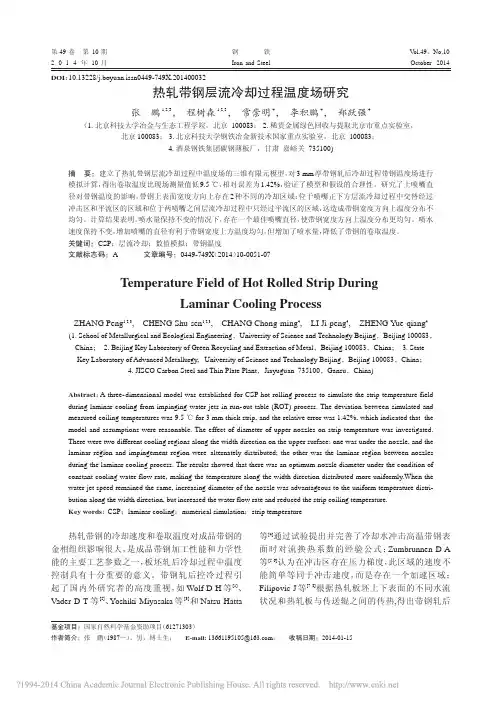
热轧带钢层流冷却系统研究及人机界面开发的开题报告一、项目背景和意义热轧带钢生产过程中,热轧温度高、热量大,不进行及时冷却会导致带钢形貌变形、物理力学性能下降,甚至引发安全事故。
因此,热轧带钢的冷却系统的适应性、智能化程度和稳定性都对带钢质量和生产效率有着很大的影响。
而以现有的冷却系统为基础,加入层流冷却技术,会大大提高冷却效果和带钢品质。
因此,开发一款适合热轧带钢生产的层流冷却系统,具有重要的价值和意义。
同时,人机交互技术的应用将大大提高设备操作和控制的效率和可靠性。
研究和开发一个高效、直观、智能化的人机界面,不仅可以提高操作员的工作效率,还有助于提高生产线的安全性和稳定性,是一项必要的工作。
二、研究目标本项目旨在研究和开发一种适合热轧带钢生产的层流冷却系统,优化现有系统的冷却效果和带钢品质,并集成人机交互技术,实现智能化控制和操作。
具体目标如下:1. 研究层流冷却技术的原理和适用范围,设计并建立适合热轧带钢生产的层流冷却系统。
2. 开发适合本系统的冷却液控制算法,实现智能化控制。
3. 集成人机交互技术,设计和开发一款高效、直观、智能化的人机界面,实现人机交互控制。
4. 进行系统测试和优化,验证层流冷却系统的冷却效果和带钢品质,并评估人机界面使用效果和操作效率。
三、研究方法和步骤1. 层流冷却系统研究通过文献调研,了解层流冷却技术及其应用,并研究其在热轧带钢生产中的适用范围和冷却效果。
根据热轧带钢生产的要求和层流冷却技术的特点,设计并建立适合热轧带钢生产的层流冷却系统。
2. 冷却液控制算法开发通过实验和数据分析,优化冷却液的流速、温度和压力等参数,提高冷却效果和带钢品质。
基于此,开发适合本系统的冷却液控制算法,实现智能化控制。
3. 人机界面开发设计和开发一款高效、直观、智能化的人机界面,支持实时监控和控制冷却液的流速、温度和压力等参数,以及记录和回放关键数据。
并考虑人因工程、用户体验等方面的要求,不断进行优化。
热轧层流冷却的冷却策略研究热轧层流冷却是决定带钢组织性能的重要工艺环节,而冷却策略是决定带钢组织性能的重要工艺制度。
文章对热轧层流冷却的冷却策略进行了研究,从冷却模式、冷却速度和目标卷取温度几个方面进行了系统的分析。
标签:热轧带钢;冷却策略;工艺制度;冷却模式在热轧带钢生产中,层流冷却是重要的工艺环节,其控制的卷取温度决定了成品带钢的加工性能,力学性能和物理性能,所以热轧生产必须对层流冷却系统进行严格控制和管理。
为了达到带钢的组织性能要求,层流冷却必须制定冷却工艺制度,即冷却策略,主要包括冷却模式、冷却速度和目标卷取温度。
由于冷却策略在层流冷却中的重要作用,很多研究者对此进行了研究[1-4]。
本文从冷却模式、冷却速度和目标卷取温度几个方面进行了研究,介绍了我们提供的冷却模式,以及我们最近开发的两段式冷却模式,并对冷却速度和目标卷取温度进行了分析。
1 层流冷却系统简介层流冷却装置布置在精轧机之后,卷取机之前的输出辊道上、下方。
根据冷却集管水量的大小分为粗冷段和精冷段。
粗冷段集管的水量大,冷却能力强,带钢冷却主要集中在粗冷段;精冷段集管的水量较小,冷却能力较弱,主要是用于控制卷取温度的精度。
在第一个冷却区段的入口、最后一个冷却区段的出口、以及相邻两个冷却区段之间均设有侧喷,用于除去带钢上表面的积水。
在精轧末机架的出口装有测厚仪,测量带钢终轧时的实际厚度。
在精轧末机架的出口、粗冷段和精冷段之间,以及精冷段之后分别装有高温计,分别测量相应位置的实际温度。
层流冷却的常规设备布置图如图1所示,其中中间高温计在某些热轧厂未布置。
图1 层流冷却设备的常规布置形式2 层流冷却的冷却策略层流冷却的冷却策略是带钢冷却的工艺制度,主要包括带钢的冷却模式、冷却速度和目标卷取温度,是影响热轧最终产品组织性能的重要因素。
本文主要就冷却模式、冷却速度和目标卷取温度进行分析和研究。
2.1 冷却模式冷却模式是指层流冷却阀门的开启顺序和方向,决定了带钢从精轧机出来后,经过水冷区和空冷区的先后。
《热轧钢板超快速冷却工艺的研究》篇一一、引言随着现代工业的快速发展,热轧钢板因其良好的力学性能和较高的生产效率,在汽车、建筑、机械制造等领域得到了广泛应用。
然而,传统的热轧钢板生产工艺中,冷却环节往往存在冷却速度慢、效率低下等问题,这在一定程度上限制了产品的性能和应用范围。
因此,研究热轧钢板超快速冷却工艺,对于提高产品质量、生产效率和降低成本具有重要意义。
二、热轧钢板超快速冷却工艺的必要性超快速冷却工艺是指通过采用先进的冷却技术和设备,使热轧钢板在极短的时间内完成冷却过程。
这种工艺的必要性主要体现在以下几个方面:1. 提高产品性能:超快速冷却可以显著提高钢板的强度、硬度和耐磨性,同时改善其韧性和抗疲劳性能。
2. 扩大应用范围:超快速冷却工艺可以生产出满足不同领域需求的高性能钢板,如汽车制造、航空航天等。
3. 降低成本:通过提高生产效率和降低能耗,超快速冷却工艺可以降低企业的生产成本。
三、热轧钢板超快速冷却工艺的研究内容1. 冷却设备的研发:研究开发高效、可靠的超快速冷却设备,如喷水式、喷气式等设备,以满足不同钢种和工艺需求。
2. 冷却速度的优化:通过调整冷却设备的参数和工艺流程,研究不同钢种的最佳冷却速度,以达到最佳的力学性能和微观组织结构。
3. 微观组织结构的研究:通过金相显微镜、电子显微镜等手段,研究超快速冷却过程中钢板的微观组织结构变化,为优化工艺提供理论依据。
4. 力学性能的测试与分析:对超快速冷却后的钢板进行拉伸、冲击、硬度等力学性能测试,分析其性能变化规律,为实际应用提供参考。
四、热轧钢板超快速冷却工艺的应用及前景1. 应用领域:热轧钢板超快速冷却工艺已广泛应用于汽车制造、建筑、机械制造等领域,取得了显著的成果。
2. 技术进步:随着科技的不断发展,超快速冷却技术将进一步改进和完善,提高冷却效率和效果,拓宽应用范围。
3. 发展趋势:未来,热轧钢板超快速冷却工艺将与智能化、自动化技术相结合,实现生产过程的智能化控制和优化,提高生产效率和产品质量。
八钢1750热轧层流冷却优化【摘要】针对八钢热轧厂层流冷却的具体情况,对控冷过程中存在的头尾温度精度差、层别切换时温度精度差、厚规格温度精度差等问题进行了分析,并提出了相应的优化方案,对提高控冷精度有一定的意义。
【关键词】层流冷却;卷取温度;建张层流冷却段是整个热轧生产线的一个关键环节,其卷取温度的控制精度对板带的金相组织影响很大,是决定成品板带加工性能、力学性能、物理性能的重要工艺参数之一。
提高卷取温度控制精度一直是热连轧领域关注的重要问题。
层流冷却的工作原理是从高位水箱流出来的冷却水,经大量虹吸管,在无压力的情况下流向带钢,使带钢表面覆盖一层处于层流状态下流动的冷却水。
冷却水不反溅并紧贴在带钢表面按一定方向做运动,利用热交换原理使带钢冷却至卷取温度。
沿输出辊道每隔一段距离设置一定数量的侧喷头,将滞留在带钢表面的水冲掉,使冷却水不断更新,从而带走大量的热来达到冷却的目的。
层冷控制的目的就是通过冷却水段长度的动态调节,将不同工况(温度、厚度、速度)的带钢从较高的终轧温度迅速冷却到卷取目标温度(冷却量200℃~300℃),使带钢具有良好的组织性能和力学性能。
但是由于带钢材质、厚度、温度、速度、水流状态、检测情况等因素的影响,卷取温度的精度一直不高。
下面就八钢热轧厂的实际情况,对其层流冷却中存在的问题进行分析和探讨。
1.头尾温度精度差层流冷却装置分布在辊道的上下方,带钢任一点通过层流的时间随带钢速度的变化而不同,对现场进行数据测量分析,发现造成带钢头尾温度波动大的主要原因是由于其速度影响造成,带钢在层冷区域的速度主要由三个部分组成,首先带钢在未进入卷取机建立张力前由F6轧机速度加后滑系数确定,在建张后由卷取速度确定,在F6抛钢后由卷取夹送辊建立反向张力,带钢速度通过夹送辊速度检测确定,并且此过程中伴随着带钢的加速和尾部减速制动,因此对不同位置点不同速度情况下的水阀开启进行变化以确保其不同的带钢头尾的温度难度很大。
热轧带钢层流冷却控制及其优化研究的开题报告一、选题背景和研究意义热轧是钢铁生产过程中的重要工艺环节,其产生的带钢质量直接影响到下游工序的加工和使用。
带钢在热轧过程中受到高温下的变形和冷却,这两个过程对带钢的力学性能、表面质量和共晶组织等方面都有重要影响。
其中,层流冷却是热轧过程中最关键的环节之一,它能够有效控制带钢的温度,改善其表面质量和机械性能;同时,一些优化的层流冷却控制策略也可以提高热轧带钢的生产效率和节能环保程度。
因此,对于热轧带钢层流冷却控制及其优化方面的研究具有重要的理论和实践意义。
二、研究内容和技术路线本研究主要围绕热轧带钢层流冷却控制及其优化展开,具体研究内容包括:1、利用数值模拟方法对层流冷却过程进行建模和仿真,分析其对带钢温度、应力和形变等机械性能指标的影响;2、结合工艺流程和设备特点,研究不同的层流冷却控制策略,包括冷却水量、喷射角度、喷射距离和冷却时间等等;3、利用实验测试和数值模拟相结合的方法验证和优化热轧带钢层流冷却控制策略;4、研究不同材料、规格和工艺参数下的层流冷却效果及其机理,探索其优化潜力和适用范围。
技术路线主要包括:1、建立热轧带钢层流冷却的数值模型,分析其温度场、应力分布和共晶组织演变规律;2、针对实际工艺流程,设计不同的层流冷却控制实验和数值仿真实验,获取并验证不同工艺参数下的层流冷却效果;3、将实验结果和数值模拟结果进行对比,找出工艺流程中可能出现的矛盾和优化方案;4、根据实验结果和数值模拟结果,提出并验证优化方案,进一步提高热轧带钢层流冷却控制的精度和生产效率。
三、研究预期结果和创新性本研究预期可以:1、建立准确、全面的热轧带钢层流冷却模型,分析其机理和影响因素;2、研究不同工艺参数下的层流冷却效果,找出其优化方案;3、对比实验结果和数值模拟结果,验证不同优化方案的可行性和有效性;4、提出并推广适用于不同材料、规格和工艺参数下的层流冷却控制策略,达到优化生产效率和产品质量的目的。
热轧带钢层流冷却技术研究【摘要】通过焓法模型和相变热力学和相变动力学模型来研究分析热轧带钢在层流冷却过程中的能量变化,利用层流冷却过程中带钢的温度场和热焓场的计算结果来预测带钢冷却后的温度,并验证热轧带钢层流冷却过程并非带钢温度下降的过程,而是带钢能量传递给了周围的环境。
【关键词】热轧带钢;层流冷却;温度;相变引言近年来随着经济社会的飞速发展,热轧带钢的需求量与日俱增,它被广泛应用于汽车、电机、化工、机械制造、建筑、造船等部门的重要的工业原料。
随着需求量的增长,对热轧带钢的质量也提出了更高的要求。
由于冷却温度对热轧带钢的质量性能起到极其关键的作用,所以,需对温度范围进行精准的掌握。
热轧带钢的层流冷却是使低水头的水从水箱或集水管中通过U型弯曲管的作用形成一无旋和无脉动的流股,这样的层流态的水从一定高度降落到钢板表面会平稳地向四周流去,从而扩大了冷却水同板材的有效接触,大大提高了冷却效率。
热轧带钢经过层流冷却,当温度低于Ar3时,带钢中奥氏体将会转变为自由能更低的相,如铁素体、珠光体等。
基于此,笔者认为热轧带钢层流冷却过程可以理解为存在相变的传热过程。
存在相变的传热问题可以采用固定区域法来研究,但考虑到相变的角度,本文应用焓法模型,来求解热轧带钢层流冷却过程中的温度场。
1温度场模型的建立热轧带钢在层流冷却过程中,因带钢能量流入周围环境而使得带钢能量不断减少。
但由于层流冷却过程是存在相变的传热过程,相变具有一定的潜热作用,这种潜热功能会使带钢的温度出现上升的现象,这势必导致不同的能量状态却对应相同的温度。
因此对于目前仅能测得卷取温度的层流控制系统来说,就无法确定这个温度下带钢对应的物理状态,也就无法精确做出阀门开闭的指令。
鉴于此,我们必须通过能量方程计算出带钢的能量,通过能量状态来实现对带钢的高精准温度控制。
于是,我们引入显热容量和潜热之和的热焓,将其作为待求函数引入到能量方程之中:(KT)=ρ*φH/φ,根据热力学理论,将定压热容、相变潜热L 引入到能量方程之中,则热焓和温度将共同作为焓法模型的函数,能够通过求解得出带钢的温度场和热焓场分布。
热轧带钢层流冷却自动控制系统的研究的开题报告
标题:热轧带钢层流冷却自动控制系统的研究
一、研究背景和意义
随着钢铁行业的发展,热轧带钢生产技术逐步成熟,成为钢铁行业中非常重要的生产工艺之一。
在热轧带钢生产过程中,层流冷却是一个重要的步骤。
传统的层流冷
却控制方法通常依靠人工控制,存在很多弊端,例如温度控制误差大,生产效率低下
等问题。
因此,开发一套自动化控制系统,可以有效地解决上述问题,并提高生产效
率和品质。
二、研究内容和方法
本研究旨在开发一套热轧带钢层流冷却自动控制系统,以实现自动化控制和监测。
主要的研究内容包括以下几个方面:
1.设计层流冷却控制系统的硬件和软件结构,建立冷却控制模型;
2.开发采集和控制单元,实现对硬件设备的控制和数据采集;
3.开发数据存储和处理单元,对采集的数据进行存储和处理,提供数据分析和可视化;
4.测试整个系统的性能,分析自动控制效果,调整控制参数。
在研究方法方面,本研究采用了综合理论和实验方法相结合的方式,首先针对层流冷却的工艺特点进行理论分析,然后设计控制模型并进行模拟实验,最后在现场实
际生产中测试和验证。
三、预期成果和意义
通过本研究,预计可以开发出一套性能优良、操作简便的热轧带钢层流冷却自动控制系统。
此控制系统可以有效地监控和控制冷却温度和速度,提高生产效率和生产
质量。
此外,该系统可以实现自动控制,减少人工干预,从而提高工作效率和生产安全。
本研究对于钢铁行业的生产效率和质量控制具有一定的促进作用,也为相关领域的科研人员提供了一定的技术参考。
热轧带钢卷取温度控制的优化和改进【摘要】本文基于某热轧厂层流冷却系统的改造,分析了该厂层流冷却系统存在的问题,并做了改进和优化。
文中详细阐述了层流冷却模型和控制系统上做的改进。
【关键词】热轧带钢;卷取温度;控制系统;数学模型在热轧带钢生产中,卷取温度是决定轧件强度、延伸性及材料加工性的主要因素,所以必须对卷取温度进行严格控制和管理。
卷取温度控制是通过精轧后带钢层流冷却模型及控制系统来实现的。
层流冷却过程模型根据冷却工艺要求,通过模型计算,确定带钢的冷却规程,并交由基础自动化执行,以达到冷却工艺关于冷却速度、目标卷取温度等的要求,并实现冷却过程的计算机自动控制。
由于层流冷却系统在热轧生产中的重要作用,很多热轧厂在生产过程中逐步对层流冷却系统进行了升级改造和优化[1-3]。
某热轧厂建立于2006年,投产以来层流冷却系统运行较好;但层流冷却模型及控制系统存在一定的缺陷,不能很好地满足卷取温度控制功能及控制精度的要求。
于是,为了扩展控制功能以及提高卷取温度控制精度,对层流冷却模型及控制系统做了改造。
本文主要阐述了该厂层流冷却模型及控制系统的改造内容。
一、层流冷却系统简介该热轧厂采用传统的层流冷却工艺。
层流冷却装置为低压管式层流冷却,布置在输出辊道的上方和下方,分为粗冷段和精冷段。
在第一个冷却区段的入口、最后一个冷却区段的出口、以及相邻两个冷却区段之间均设有侧喷扫水喷嘴组,依次交叉布置,以除去带钢上表面的积水。
在精轧末机架的出口装有测厚仪,测量带钢终轧时的实际厚度。
在精轧末机架的出口、粗冷段和精冷段之间,以及精冷段之后分别装有高温计,分别测量带钢在精轧出口处的温度、中间温度和卷取的实际温度。
其层流冷却的设备布置图如下所示:层流冷却控制系统采用两级计算机控制,一级计算机属于基础自动化系统,主要负责仪表检测数据的传递和控制指令的执行;二级计算机属于过程自动化系统,负责计算过程控制参数,并将计算结果下传给一级计算机。
板带钢层流冷却温度控制探讨谢海波,马丽坤,刘相华,王国栋(东北大学轧制技术及连轧自动化国家重点实验室,辽宁 沈阳 110004)摘 要:从板带钢层流冷却数学模型、控制系统、控制冷却技术等几个方面对板带钢层流冷却温度控制进行了分析和讨论。
关键词:板带钢;层流冷却;数学模型;温度控制中图分类号:TG 33515 文献标识码:A 文章编号:1003-9996(2004)06-0066-03Discussion on laminar cooling coiling temperature control techniques of stripXIE Hai 2bo ,MA Li 2kun ,L IU Xiang 2hua ,WAN G Guo 2dong(State K ey Laboratory of Rolling and Automation ,Northeastern University ,Shenyang 110004,China )Abstract :The laminar cooling coiling temperature control were analyzed and dislussed from the mathematics model ,control system and cooling control techniques 1K ey w ords :strip ;laminar cooling ;mathematics model ;tem perature control收稿日期:2004-03-19 收修改稿日期:2004-05-31作者简介:谢海波(1972-),男(汉族),湖南衡阳人,在读博士生。
层流冷却是板带生产的关键环节之一,其目的就是通过冷却过程,控制带钢的终冷温度,使板带获得良好的组织和力学性能。
采用层流冷却工艺要保证有较好的冷却均匀性及较高的卷取温度控制精度。
热轧带钢厚规格层流冷却控制策略优化
禤行朋;韦皓;莫琳琳;耿伟;周波
【期刊名称】《四川冶金》
【年(卷),期】2024(46)1
【摘要】某钢厂热轧在生产11 mm以上厚规格带钢时由于层流冷却控制缺乏精
确的数学模型,且控制存在较大滞后性,11 mm以上厚规格带钢长度短,模型控制易
产生预设定不准、动态调整滞后甚至是反向调整导致卷取温度震荡大或卷取废钢等问题。
本文结合生产过程中层流冷却控制的实际情况进行大量统计分析,开发了一
种新的基于钢种、厚度、宽度、终轧温度、穿带速度、第一加速度、最高穿带速度、层流目标温度等的分类查表模型,具有预设定计算、前馈控制、反馈控制、自学习
等功能。
经现场检验,本文提出的解决方案能有效提高11 mm以上厚规格带钢的
卷取温度控制精度和稳定性,卷取温度±20℃命中率达到93.27%。
【总页数】6页(P61-65)
【作者】禤行朋;韦皓;莫琳琳;耿伟;周波
【作者单位】广西柳州钢铁集团热轧板带厂
【正文语种】中文
【中图分类】TG335.5
【相关文献】
1.热轧带钢层流冷却系统优化
2.一种快速高精度热轧带钢层流冷却控制策略
3.热轧带钢层流冷却的控制策略及其应用
4.热轧带钢层流冷却温度优化控制策略研究
5.热轧厚规格窄带钢厚度控制策略优化
因版权原因,仅展示原文概要,查看原文内容请购买。