层流冷却
- 格式:pdf
- 大小:4.00 MB
- 文档页数:98

层流冷却的作用
嘿,咱今儿来聊聊层流冷却这玩意儿的作用。
你说这层流冷却啊,就像是一位神奇的魔法师!
咱就拿钢铁生产来说吧,那滚烫的钢坯从轧机里出来,就跟刚跑完马拉松的人似的,浑身热气腾腾。
这时候层流冷却就登场啦!它能迅速地给钢坯降温,让钢坯冷静下来。
这就好比大夏天你热得不行的时候,突然来了一阵凉爽的风,那叫一个舒服啊!
层流冷却可以精确地控制冷却的速度和温度。
你想想,如果冷却得太快或者太慢,那钢材的质量能好吗?肯定不行啊!就像做饭似的,火候掌握不好,做出来的菜能好吃吗?层流冷却就是那个能把火候掌握得恰到好处的大厨!
它能让钢材的性能变得更好。
经过层流冷却处理的钢材,强度啊、韧性啊都更上一层楼。
这不就跟运动员经过科学训练后变得更强壮一个道理吗?而且啊,层流冷却还能提高生产效率呢!以前没有它的时候,那冷却过程可麻烦了,又费时又费力。
现在有了它,就跟开了挂似的,一下子就搞定了。
你说这层流冷却是不是很厉害?它就像是钢铁生产线上的秘密武器!没有它,咱哪能用到那么多高质量的钢材啊。
它让我们的建筑更坚固,让我们的汽车更安全,让我们的生活变得更美好。
再想想,如果没有层流冷却,那会怎么样呢?钢材质量不行,建筑可能会倒塌,汽车可能会出故障,那得多危险啊!所以说啊,层流冷却可真是太重要啦!它虽然不起眼,但却默默地为我们的生活贡献着力量。
咱得好好珍惜层流冷却这个好帮手啊,让它继续为我们创造更多的价值。
你说是不是这个理儿?
原创不易,请尊重原创,谢谢!。

论层流冷却不均对板形的影响作者:王洪立摘要:本文结合950生产实际,对层流冷却不均对板形的影响,提出了分析,研究。
并结合生产实际提出相应的观点和见解。
关键词:冷却不均原因、控制措施。
引言:层流冷却位于精轧出口和卷取入口之间的输出辊道上,用于热轧带钢卷取温度控制,是热轧带钢生产中不可缺少的一部分,他的作用是将进入层流冷却控制区的热轧带钢,按照予定的产品工艺要求,将其冷却到目标的卷取温度,以期使带钢获得理想的金相组织和产品性能。
成品质量的好坏,进而影响其产品在市场上的竞争力。
1、950生产工艺流程:连铸板坯→加热炉→粗除鳞→→粗轧机组→热卷箱→飞剪→精轧除鳞→精轧机组→层流冷却→卷取→检验、打捆→入库。
2、层流冷却系统主要参数:上部集管:120根,分成12组,前面1至10组为粗调,11和12组为精调,上集管为U形式;冷却水压:0.1kg\cm2,流量135M3\min;下总部集管:240根,分成60段,冷却水压:0.2kg\cm2,流量58M3\min;侧喷:分9段,在辊道两侧呈成对称分称,为气喷;侧喷总气量:16.5NM3\min,压力5kg\cm2;最高水温:40度。
3、层流冷却方式:根据不同钢种的工艺要求,系统提供多种冷却方式供选择,包括:全长冷却、头部不冷、尾部不冷、前向冷却、后向冷却、头部微冷、尾部微冷、稀疏冷却、非对称冷却等。
4、层流冷却的优点:是冷却速度快,调整容易,便于计算机控制,而且可以根据工艺的要求,采用不同的冷却方式。
5、层流冷却的缺点:水量消耗大,冬季在厂房内产生大量蒸气,影响操作视线,锈蚀厂房金属结构。
6、对层流冷却的要求:(1)上下冷却管在高速冷却时,每段集管的水量,水压能保持稳定;(2)上下集管全开的流量与全闭时从旁通阀溢出的流量应相等;(3)从集管流出的冷却水先要复盖带钢的表面,经短时热交换后,再用侧喷装置吹动带钢面的水向一定方向流动:(4)辊道冷却水、侧喷水、气的压力,流量要稳定,以减少其对卷取温度控制的于拢;(5)层流冷却水的水温要相对稳定;(6)卷取温度控制的可调整段,要有粗调精调的区分;(7)层流冷却能力应满足全总新产品的工艺的要求。
3500mm轧机层流冷却控制终冷温度预测模型的探讨摘要:由于钢板在轧后层流冷却能够提高钢板的性能,而且还可以省去钢板轧后专门的热处理,节约成本,提高钢厂的效益,因此越来越多的钢厂纷纷安装了冷却控制装置,然由于层流冷却过程是非常复杂的生产过程,因此数学模型的精度受到了限制,本文针对这种情况,本文采用BP神经网络结合数学模型来提高钢板的终冷温度控制精度。
关键词:数学模型神经网络换热系数1 层流冷却控制技术研究的意义随着各国成功地使用层流冷却控制技术,我国也紧随其后开始在国内投入大量的研究工作。
目前我国各钢厂使用的层流冷却控制装置大部分都是在国外引进的。
然而,由于国外的技术保密,国内中厚板层流冷却控制技术的成功应用受到了限制,因此,开展中厚板层流冷却控制技术的研究是一个挑战性的课题。
2 数学模型的建立钢板在冷却过程中主要的传热有:钢板内部的导热、钢板与空气的对流传热和钢板自身的热辐射、钢板与水的对流传热、钢板内部的相变产生热、钢板和辊道之间热传导等部分组成。
忽略钢板在长度方向的传热,针对南钢3500mm轧机层流冷却建立二维导热终冷温度预测数学模型。
根据傅里叶导热微分方程得:=λ(t)(+)其中,X,Y—钢板的宽和厚度方向的坐标,λ—钢板的导热系数,c—钢板的比热,ρ—钢板的密度。
式中的ρ随温度变化不大,所以本文确定其为常数7800kg/m3[4],比热c(t)和导热系数λ(t)都随温度的变化较大,根据下表1,2各个钢种的导热系数和比热系数在不同温度下的值,用线性插值法求所需要的比热和导热系数。
只考虑钢板的辐射换热,根据斯蒂芬—波尔兹曼定律:钢板的辐射能力和绝对温度的四次方成正比得如下方程:Q=εσ(Ts4-T04)A其中,A—钢板辐射面积m2σ—黑体的辐射常数,其值为5.67W/m2·K4,ε—钢板的黑度。
Ts—钢板出轧机时的温度(K)T0—钢板进入水冷时的温度(K)3 水冷综合换热系数的确定水冷综合换热系数受钢板的规格、冷却水的温度、水流量、钢板表面温度、目标终冷温度、实际终冷温度、水冷时间等很多因素的影响,BP神经网络的优点是只要有足够多的隐层和隐层节点它就可以逼近任意的非线性函数,鉴于此,本文建立三层BP神经网络,一个具有Sigmoid非线性函数的三层BP神经网络可以在空间上逼近任意维的函数。
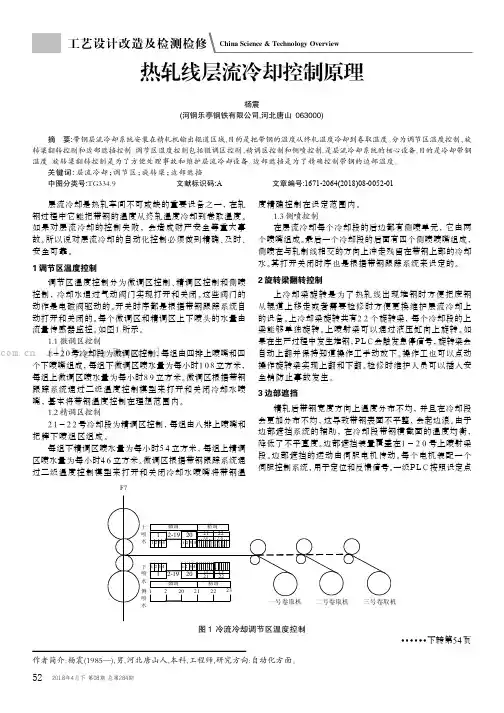
层流冷却是热轧车间不可或缺的重要设备之一,在轧钢过程中它能把带钢的温度从终轧温度冷却到卷取温度。
如果对层流冷却的控制失败,会造成财产安全等重大事故。
所以说对层流冷却的自动化控制必须做到精确、及时、安全可靠。
1 调节区温度控制调节区温度控制分为微调区控制、精调区控制和侧喷控制,冷却水通过气动阀门实现打开和关闭。
这些阀门的动作是电磁阀驱动的。
开关时序都是根据带钢跟踪系统自动打开和关闭的。
每个微调区和精调区上下喷头的水量由流量传感器监控。
如图1所示。
1.1 微调区控制1-20号冷却段为微调区控制,每组由四排上喷嘴和四个下喷嘴组成,每组下微调区喷水量为每小时108立方米,每组上微调区喷水量为每小时89立方米。
微调区根据带钢跟踪系统通过二级温度控制模型来打开和关闭冷却水喷嘴,基本将带钢温度控制在理想范围内。
1.2 精调区控制21-22号冷却段为精调区控制,每组由八排上喷嘴和把牌下喷组区组成。
每组下精调区喷水量为每小时54立方米,每组上精调区喷水量为每小时46立方米。
微调区根据带钢跟踪系统通过二级温度控制模型来打开和关闭冷却水喷嘴将带钢温度精确控制在设定范围内。
1.3 侧喷控制在层流冷却每个冷却段的后边都有侧喷单元,它由两个喷嘴组成。
最后一个冷却段的后面有四个侧喷喷嘴组成,侧喷在与轧制线相交的方向上冲走残留在带钢上部的冷却水。
其打开关闭时序也是根据带钢跟踪系统来设定的。
2 旋转梁翻转控制上冷却梁旋转是为了热轧线出现堆钢时方便把废钢从辊道上移走或者需要检修时方便更换维护层流冷却上的设备。
上冷却梁旋转共有22个旋转梁,每个冷却段的上梁能够单独旋转。
上喷射梁可以通过液压缸向上旋转。
如果在生产过程中发生堆钢,PL C 会触发急停信号,旋转梁会自动上翻并保持知道操作工手动放下。
操作工也可以点动操作旋转梁实现上翻和下翻。
检修时维护人员可以插入安全销防止事故发生。
3 边部遮挡精轧后带钢宽度方向上温度分布不均,并且在冷却段会更加分布不均,这导致带钢表面不平整,会起边浪。
层流冷却辊层流冷却辊,是一种常见的工业设备,主要用于对高温物体进行冷却。
它通过层流的方式,使冷却介质充分接触到物体表面,以提高冷却效果。
本文将从层流冷却辊的原理、结构和应用等方面进行阐述。
一、层流冷却辊的原理层流冷却辊的冷却原理是利用流体在辊体内部形成层流,从而实现对物体的均匀冷却。
层流是指流体在流动时,流速呈现分层状态,流体各层之间没有明显的混合和旋转。
当冷却介质流经层流冷却辊时,会沿着辊体的表面形成一层薄薄的流体膜,与物体表面接触。
这样,冷却介质与物体之间的热量交换效果最大化,从而实现了高效的冷却效果。
层流冷却辊一般由辊体、冷却介质进出口、冷却水路等部分组成。
辊体是冷却辊的核心部件,通常由优质的金属材料制成,具有良好的导热性能和耐腐蚀性能。
冷却介质进出口用于控制冷却介质的流入和流出,保证冷却效果和工作稳定性。
冷却水路是指冷却介质流经辊体的路径,一般采用管道连接的形式,以确保流体能够均匀地流经辊体的表面。
三、层流冷却辊的应用层流冷却辊广泛应用于许多工业领域,特别是在热处理、冶金、化工等行业中。
在热处理过程中,层流冷却辊主要用于对金属材料进行快速冷却,以改变材料的组织结构和性能。
在冶金行业中,层流冷却辊常用于高温铸件的冷却,以防止铸件产生裂纹和变形。
在化工领域,层流冷却辊被广泛应用于各种反应器的冷却过程中,以控制反应温度和提高反应效率。
层流冷却辊具有以下几个优点:1. 冷却效果好:层流冷却辊通过形成层流,使冷却介质与物体表面充分接触,提高了热量交换效率,从而实现了良好的冷却效果。
2. 冷却均匀:由于层流的存在,冷却介质在流动过程中均匀分布,避免了冷却不均匀导致的问题,确保物体表面的温度均匀。
3. 结构简单:层流冷却辊的结构相对简单,易于制造和维护,成本较低。
4. 适应性强:层流冷却辊可以根据不同的冷却需求进行设计和调整,适用于各种不同的工况和物体。
总结:层流冷却辊作为一种常见的工业设备,通过层流的方式实现对物体的冷却。
热轧带钢的层流冷却热轧带钢一部分是以钢卷状态提供给冷轧带钢的生产作为原料,其余则是以横切钢板或钢卷状态,提供给机械制造、建筑、造船工业、汽车制造业、压力容器、输油气管道、冷弯型钢等行业使用。
由于产品用途的差异,对热轧带钢机械性能的要求也不同。
带钢轧后冷却过程是调整产品性能的重要手段,其中卷取温度控制是影响成品带钢性能的关键工艺参数之一。
卷取温度控制的目的,就是通过层流冷却段长度的动态调节,将不同工况(温度、厚度、速度)的带钢从比较高的终轧温度迅速冷却到所要求的卷取温度,使带钢获得良好的组织性能和力学性能。
控制带钢最终的卷取温度和冷却过程中的降温速度是卷取温度控制的主要内容。
热轧带钢的实际卷取温度是否能控制在要求的范围内,主要取决于带钢冷却系统的控制精度。
当实际卷取温度超出要求的范围,钢卷的组织性能会变差,所以卷取温度控制系统必须能够满足多品种带来的多种冷却模式及控制要求的需要。
目前在生产中所采用的控制冷却方式主要有三种:气水混合冷却,幕状层流冷却和柱状层流冷却。
当控制冷却中使用的冷却介质为气水时为气水混合冷却。
当以水为冷却介质时依据其冲击钢板的流态方式不同,可分为两大类:一类是层流冷却,另一类是紊流冷却。
由于层流水冲击钢板后围绕冲击区形成层流扩展区,冷却水飞溅少,冷却能力高,与非层流冷却相比,可节省水30%。
所以,现代生产线上都采用层流控制冷却方式,层流又分为柱状层流和幕状层流。
柱状层流又分为直管式和U型管式两种。
一个喷头上可设一排、两排、四排或更多的喷嘴。
喷嘴数量的增加使柱状层流的冷却能力得到提高,也可改善钢板的冷却均匀程度。
实践证明,层流冷却的冷却效果比较好。
幕状层流冷却方式是从喷嘴喷出一种幕墙式水流,水流在钢板表面上形成一细条冲击区,冲击区前后为层流扩展区。
冷却介质与钢板间的热交换主要发生在冲击区和层流扩展区。
理论和实践都证明对于热轧带钢而言,层流冷却的效果最佳。
冷却水从集管中连续而稳定的流出,形成平滑、连贯的水流,呈层流状直接落到带钢表面,并在带钢表面也形成层流,流速稳定,控制简单,便于维护。
热轧层流冷却热轧层流冷却是一种常用的金属材料冷却技术,主要应用于热轧钢板的生产过程中。
它通过高速气流对热轧钢板进行冷却,以达到快速降温的目的,从而使钢板具备所需的力学性能和表面质量。
本文将从层流冷却的原理、优势以及应用方面进行探讨。
层流冷却是指气体在冷却过程中保持流动的状态,且气流流速均匀,呈现分层流动的状态。
层流冷却技术在热轧钢板生产中得到了广泛应用,其原理是通过高速气流与热轧钢板表面的热量交换,将钢板迅速冷却。
在这个过程中,气流要求具备一定的流速和流量,以确保钢板表面的温度快速下降。
同时,层流冷却还可以有效地控制钢板的冷却速度,避免产生不均匀的温度分布和应力集中现象,提高钢板的机械性能。
层流冷却相对于传统的冷却方法具有许多优势。
首先,由于层流冷却采用气体作为冷却介质,相比于水冷却可以避免钢板表面的氧化反应,从而减少了钢板表面的氧化层,提高了表面质量。
其次,层流冷却具备较高的冷却速度,可以迅速降低钢板的温度,减少晶粒长大和相变的时间,从而提高了钢板的强度和硬度。
此外,层流冷却还可以减少钢板的变形和残余应力,提高了钢板的平直度和形状精度。
因此,层流冷却技术在提高产品质量、降低生产成本方面具有显著的优势。
在实际应用中,层流冷却主要应用于热轧钢板的生产过程中。
热轧钢板是指通过高温轧制工艺将钢坯轧制成所需厚度的金属板材。
在热轧过程中,钢板需要经历高温轧制后的迅速冷却,以获得所需的力学性能和表面质量。
层流冷却技术在这个过程中起到了关键的作用。
层流冷却在热轧钢板生产中的应用主要分为两个阶段:初冷和终冷。
初冷阶段是在钢板经过初轧后,通过层流冷却设备进行快速冷却,以降低钢板的温度。
终冷阶段是在钢板经过中间轧制后,再次进行层流冷却,使钢板的温度进一步降低,并保持在适宜的范围内。
通过层流冷却的双重作用,可以使热轧钢板达到理想的力学性能和表面质量要求。
热轧层流冷却作为一种高效的钢板冷却技术,在热轧钢板生产中具有重要的应用价值。
层流冷却的策略和控制模型引言层流冷却是一种常见的工业过程,其通过控制气流的流动来改善设备的冷却效果。
本论文详细研究了层流冷却的策略和控制模型,并提出了一种新的控制算法,旨在提高冷却效率和节省能源。
1. 层流冷却原理层流冷却原理是基于物体表面传热的热传导方式,通过在物体表面形成一层冷却空气来降低其温度。
在层流冷却中,气流按照一定的导流方式在物体表面流动,并带走物体表面的热量,从而达到冷却的目的。
层流冷却可以分为水平层流和垂直层流两种方式,根据不同的应用场景选择适合的冷却方式。
2. 层流冷却的策略层流冷却的策略主要包括导流策略、气流控制策略和冷却介质选择策略。
2.1 导流策略导流策略是层流冷却中最关键的策略之一。
它通过设计物体表面的导流板或导流槽,将气流引导到物体表面,并形成层流区域。
导流板的形状、角度和布置方式都会对冷却效果产生重要影响。
为了提高冷却效果,导流板可以采用垂直、斜向或水平等不同方向的安装方式。
2.2 气流控制策略气流控制策略是为了保持层流的稳定和均匀性。
在层流冷却过程中,气流的速度、压力和体积流量需要进行恰当的调控。
通过采用不同的控制手段,如引入调速阀、调节导流板角度或使用多重导流板等方法,可以有效控制气流的流速和流向,从而保持层流的冷却效果。
2.3 冷却介质选择策略冷却介质的选择直接影响层流冷却的效果和成本。
一般来说,传统的冷却介质如水或冷却剂比较常见,但随着环保意识的增强,新型的冷却介质如气体或液体二氧化碳等也逐渐得到应用。
选择合适的冷却介质需要综合考虑物体表面特性、冷却要求和成本因素。
3. 控制模型基于以上层流冷却策略,我们提出了一种新的控制模型,以提高冷却效率和节省能源。
3.1 模型建立我们基于传热学原理和导流板导流效果的分析,建立了层流冷却的数学模型。
该模型考虑了导流板形状、角度、物体表面温度等因素,并通过控制导流板的调角和冷却介质流量来实现冷却效果的优化。
3.2 模型仿真我们利用数值仿真方法对提出的控制模型进行了验证。
层流冷却工作原理一、流体动力层流冷却涉及到的流体动力主要指冷却液在流道中的流动状态。
在层流冷却系统中,冷却液通常以层流状态流动,即流体在流道中呈现层叠、连续不断的流动状态。
这种流动状态可以减少流体之间的摩擦和热能传递阻力,提高冷却液的流动效率和热交换效率。
二、温度梯度温度梯度是层流冷却工作原理中的重要概念。
温度梯度是指物体在不同部位存在温度差的现象。
在层流冷却中,冷却液与被冷却物体之间存在明显的温度差异,从而形成了温度梯度。
由于温度梯度的存在,热量会从高温区域传递到低温区域,从而实现热量的转移和散发。
三、热传导热传导是层流冷却中的主要传热方式之一。
当两个不同温度的物体接触时,热量会从高温物体传递到低温物体。
在层流冷却中,热量通过被冷却物体的表面传递到冷却液中,再通过冷却液的流动将热量散发到周围环境中。
热传导的效率取决于被冷却物体的导热性能和接触面积。
四、热对流热对流是指流体在温度梯度的作用下产生流动,同时伴随着热量的传递。
在层流冷却中,冷却液在流道中流动时,由于与被冷却物体表面存在温度差异,形成了明显的温度梯度,从而使冷却液产生流动。
同时,热量从被冷却物体表面传递到冷却液中,随着冷却液的流动而散发到周围环境中。
热对流在层流冷却中起着至关重要的作用。
五、热辐射热辐射是指物体通过电磁波的形式向外释放热量。
在层流冷却中,热辐射虽然不是主要的传热方式,但仍然存在一定的影响。
当冷却液与被冷却物体之间的温差较大时,部分热量会通过热辐射的形式传递。
为了提高层流冷却的效果,通常采用特殊的散热结构或添加散热片等方式来增强热辐射的散热效果。
综上所述,层流冷却工作原理涉及流体动力、温度梯度、热传导、热对流和热辐射等多个方面。
在实际应用中,通过合理的设计和优化,可以充分发挥这些传热机制的作用,提高层流冷却系统的效率,满足各种领域的应用需求。
城市周刊2019/39 CHENGSHIZHOUKAN 71关于层流冷却系统的维护要点的研究朱建华 本钢热连轧厂三热轧设备作业区摘要:结合层流冷却系统的使用情况,总结并分析了层流冷却系统在轧制中出现的故障,制定的合理的维护方案,使层流冷却系统满足轧制中的工艺要求。
关键词:层流冷却;气动蝶阀;调整;维护层流冷却系统由西玛克设计,营口流体制造。
层流冷却系统水由水厂层流泵房通过φ1400管道经地下室输送到高位水箱中。
层流冷却系统安装在输出辊道的上、下,用于卷取前冷却带钢以控制机械性能。
由高位水箱给带钢层流冷却系统供水,一共20组,分三个区,分别是快速冷却区,主要用于轧制管线钢时使用;普冷区,主要用于常规钢种使用;精冷区,用于调节带钢温度。
一、层流冷却系统的主要组成(1)气动蝶阀:层流冷却系统的重要部分,它的开关速度影响着带钢表面质量。
(2)集管:向带钢表面喷射冷却水。
(3)侧喷:将水保持在每个冷却组区域内。
(4)高位水箱:产生势能。
(5)低位水箱:给层冷上、下喷提供连续的0.7bar 的冷却水。
二、轧制不同钢种,层流冷却系统的投入情况(1)L 450MB 卷取温度440℃,1组下全开、2组-10组全开,1组下全开、2组-10组全开,流量10740m³/h。
(2)X 80卷取温度420℃,1组-6组全开、7组开2根集管,流量8638m³/h。
(3)Q 235B 卷取温度650℃,第6组-第10组全开、第20组全开,流量4746m³/h。
三、层流冷却系统的维护1.层流冷却系统常见故障。
(1)气动蝶阀不动作。
原因分析:先导阀卡住、风管路出现异常、消音器堵塞、执行器端部密封损坏漏风等。
(2)气动蝶阀执行器内部损坏。
原因分析:限位螺栓未调整得当,导致关闭时超行程损坏;流量调节螺栓未调节得当。
(3)气动蝶阀关不上。
原因分析:先导阀卡住、风管路出现异常、消音器堵塞、气动蝶阀衬胶损坏。
(4)管路断裂。
层流冷却用水量计算程序热轧带钢卷取温度是影响成品带钢性能的重要工艺参数之一。
不同规格品种的热轧带钢终轧温度一般为800℃~900℃,为了使带钢获得良好的组织性能,带钢的卷取温度一般须控制在550~700℃。
层流冷却的目的就是通过冷却过程控制带钢的温度,从而使带钢温度从精轧出口的终轧温度冷却到所要求的卷取温度,以获得优异组织性能的成品钢卷。
在工程设计中,轧钢工艺专业通常需要给水专业提出用水量以进行水系统的设计,层流冷却是热轧带钢机组中用水量较大的用户之一,今天将编制一个层流冷却用水量计算程序,并收集国内典型热轧带钢机组的层流冷却用水量用以设计参考。
编制的程序界面如图1和图2所示,并在后面给出了计算源程序。
图 1:层流冷却用水量计算程序界面图 2:国内典型热连轧层流冷却用水量计算程序代码:Private Sub BtnCal_Click(sender As System.Object, e As System.EventArgs) Handles BtnCal.ClickDim Vm As Single'冷却水量,m^3/hDim b As Single'喷水宽度,mDim h As Single'带钢厚度,mmDim v As Single'带钢运行速度,m/sDim RhoB As Single'带钢密度,t/m^3Dim cB As Single'带钢的比热容,kJ/(kg·℃)Dim DeltaTB As Single'带钢温降,℃Dim RhoW As Single'水的密度,t/m^3Dim cW As Single'水的比热容,kJ/(kg·℃)Dim DeltaTW As Single'水的温升,℃'获取界面参数b = Val(txtb.Text)h = Val(txth.Text)v = Val(txtv.Text)RhoB = Val(txtRhoB.Text)cB = Val(txtcB.Text)DeltaTB = Val(txtDeltaTB.Text)RhoW = Val(txtRhoW.Text)cW = Val(txtcW.Text)DeltaTW = Val(txtDeltaTW.Text)'计算并显示Vm = 3.6 * b * h * v * RhoB * cB * DeltaTB / (RhoW * cW * DeltaTW) txtVm.Text = Format(Vm, "#")End Sub。
热轧带钢层流冷却过程中温度场 相变及应力的研究白冰北京科技大学分类号:____________密 级:______________ UDC:____________ 单位代码:______________北京科技大学硕士学位论文论文题目:热轧带钢层流冷却过程中温度场、相变及应力的研究学 号:_________________________作 者:_________________________专 业 名 称:_________________________2007年12月20日白 冰 公开 10008 材料加工工程 S2*******TG156.1北京科技大学硕士学位论文论文题目:作者:_________________________指 导 教 师: 单位:协助指导教师: 单位:单位:论文提交日期: 2007年 12月 20日学位授予单位:北 京 科 技 大 学余 伟 副教授北京科技大学 陈银丽 副教授北京科技大学 热轧带钢层流冷却过程中温度场、相变及应力的研究 白 冰热轧带钢层流冷却过程中温度场、相变及应力的研究Research on Hot Strip Temperature Field、transformation and stress in Laminar Cooling Process研究生姓名:白冰指导教师姓名:余伟北京科技大学材料科学与工程学院北京100083,中国Candidate: Bai BingSupervisor: Yu WeiSchool of Materials Science and EngineeringUniversity of Science and Technology Beijing30 Xueyuan Road,Haidian DistrictBeijing 100083,P.R.CHINA独 创 性 说 明本人郑重声明:所呈交的论文是我个人在导师指导下进行的研究工作及取得研究成果。
尽我所知,除了文中特别加以标注和致谢的地方外,论文中不包含其他人已经发表或撰写的研究成果,也不包含为获得北京科技大学或其他教育机构的学位或证书所使用过的材料。
与我一同工作的同志对本研究所做的任何贡献均已在论文中做了明确的说明并表示了谢意。
签名:___________ 日期:____________关于论文使用授权的说明本人完全了解北京科技大学有关保留、使用学位论文的规定,即:学校有权保留送交论文的复印件,允许论文被查阅和借阅;学校可以公布论文的全部或部分内容,可以采用影印、缩印或其他复制手段保存论文。
(保密的论文在解密后应遵循此规定)签名:___________ 导师签名:___________ 日期:____________摘 要热轧带钢在轧后快速冷却,可以改善成品的力学性能,但会使冷却的均匀性难以控制,冷却过程中带钢的温度会产生严重的不均匀分布,温度场的不均匀分布直接导致热应力的分布不均,同时也会引起带钢各部位相变分布不均,引起相变应力的不均匀分布,这些应力的不均匀分布会使带钢产生严重的板形问题。
为了严格控制产品的综合性能,就要研究轧后层流冷却过程中带钢内部的温度、相变及热应力的变化过程,并提出解决方案,最终获得良好的板形。
本文根据首钢2160热轧带钢生产线的冷却工艺,以热轧带钢冷却过程中的温度、相变和应力为研究对象,采用MARC有限元模拟软件,建立了热轧带钢冷却过程中的温度场模型、相变模型和应力模型,计算了在冷却过程中温度分布、相变行为以及应力的变化情况。
另外本文考虑冷却模式对温度和相变的影响,计算了不同冷却模式下温度的分布和相变行为。
计算结果表明:冷却模式对卷取温度以及各相的分布都有着较大的影响。
最后本文分析了板形产生的原因并提出了改进方案,根据改善方案建立了应力和应变的有限元模型,通过对比计算结果得出,在宽度方向上采用水流量的不均匀分布使得带钢边部的应力从188MPa降低到105Mpa,应变量的差异从7.69×10-5降低到3.71×10-5,计算结果表明这种改善方案有利于获得良好的板形。
关键词:层流冷却,温度场,相变,应力Research on Hot Strip Temperature Field、transformation and stressin Laminar Cooling ProcessAbstractThe fast cooling of hot strip after rolling can improve capability of product, but the uniformity of cooling is difficult to control. The temperature field of strip come into being severe asymmetrical distributing, the asymmetrical distributing of temperature bring on asymmetrical distributing of thermo-stress at first hand, induce asymmetrical distributing of transformation at the same time, come into being asymmetrical distributing of phase stress. asymmetrical distributing of stress will induce severe problem of Strip shape. For the sake of strictly controlling synthetical capability of product, we should study the changing process of temperature, transformation and stress at laminar cooling process after rolling, and bring forward resolve method, obtain nicer shape of strip finally.This paper, aim at temperature, transformation and stress at cooling process of hot strip, upbuild temperature model, transformation model and stress model of hot rolling strip by MARC FEM software on the basis of cooling technics of 2160mm hot strip product line of Shougang Corporation, calculate distribution of temperature, behavior of phase transformation and change of stress. On the side, this paper consider influence of cooling mode to temperature and phase transformation, calculate distribution of temperature and behavior of phase transformation in different cooling mode. The resualt indicate cooling mode have biggish influence coiling temperature and distribution of different phase.Finnally, this paper bring forward improving project according to reason of plate shape, upbuild strain and stress finity element model. Contrasting calculational resualt,we can see that asymmetry distribution of water flux in width decrease stress at edge from 188MPa to 105MPa, strain at edge from 7.69×10-5 to 3.71×10-5. The resualt of calculation indicate this improving project be propitious to obtain nicer plate shape.Key Words:laminar cooling,temperature field,phase transformation,stress目 录摘 要 (I)Abstract (II)引 言 (1)1 文献综述及课题研究的目的、意义和内容 (2)1.1 课题背景 (2)1.2 热轧带钢层流冷却过程中温度场的研究 (3)1.2.1 温度场有限元计算的基本原理 (3)1.2.2 传热学基本理论 (4)1.2.3 温度场的有限元模型 (5)1.2.4 已有代表性的温度场计算结果 (9)1.3 热轧带钢层流冷却过程中相变过程的研究 (12)1.3.1 相变理论的发展历史及现状 (12)1.3.2 相变过程的基本理论 (13)1.3.3 已有代表性的相变过程的计算结果 (16)1.4 热轧带钢层流冷却过程中内应力的研究 (17)1.4.1 内应力计算的研究历史及现状 (17)1.4.2 已有代表性的内应力的计算结果 (17)1.5 课题研究的目的和意义 (19)1.6 课题研究的内容 (20)2 热轧带钢层流冷却过程中温度场和相变过程的研究 (22)2.1 层流冷却过程的工艺参数 (22)2.2 温度场的有限元计算的基本理论 (22)2.2.1 温度场有限元计算的数学模型 (22)2.2.2 温度场的计算方法 (23)2.2.3 温度场有限元计算的基本假设 (23)2.2.4 温度场有限元模型的建立 (23)2.3 相变过程的有限元模型 (26)2.3.1 相变过程的数学模型 (27)2.3.2 相变平衡温度和平衡转变量的计算 (28)2.3.3 温度和相变的耦合计算过程 (29)2.4 温度场和相变过程的计算结果与分析 (30)2.5 本章小结 (39)3 有限元计算结果的验证 (40)3.1 温度场计算结果的验证 (40)3.2 相变过程计算结果的实验验证 (42)3.2.1 连续冷却转变曲线实验 (42)3.2.2 连续冷却转变曲线的绘制 (43)3.2.3 显微组织的测定结果 (44)3.2.4 CCT有限元模拟的计算结果 (45)3.2.5 实验数据与有限元计算结果的对比 (46)3.3 本章小结 (47)4 冷却模式对温度和相变的影响 (48)4.1 冷却设备和冷却模式 (48)4.2 不同冷却模式下温度场和相变的计算结果 (48)4.3 本章小结 (54)5 热轧带钢冷却过程中温度、相变和应力的关系 (56)5.1 温度场和相变的计算 (57)5.1.1 温度场有限元模型 (57)5.1.2 相变的数学模型 (58)5.2 热应力计算的基本理论[56] (59)5.2.1 热应力分析的有限元描述 (59)5.2.2 热应变 (60)5.3 热应力计算有限元模型的建立 (60)5.3.1 材料的力学性能参数 (60)5.3.2 热应力分析流程 (62)5.4 内应力的计算结果与分析 (63)5.5 冷却工艺的改善及计算结果 (74)5.5.1 产生板形的原因及改善方案的提出 (74)5.5.2 改善冷却工艺后的计算结果及分析 (74)5.6 本章小结 (78)结论 (80)参考文献 (82)在学研究成果 (87)致 谢 (88)引 言如何更好的在轧制和轧后的冷却过程中控制钢材的温度、组织及内部应力,是目前我国轧钢工作者面临的课题。