热喷涂与热喷焊
- 格式:pptx
- 大小:3.42 MB
- 文档页数:80
熔射熔射基本原理熔射,又称热喷涂或喷焊,其基本原理是将材料(粉末或线材)加热熔化,在气体带送高速下冲击附着于底材(或工件)表面、堆积、凝固形成膜厚或涂层,达到防腐蚀、防锈、耐磨、润滑、表面粗糙化、吸附、绝缘、绝热....等目的。
熔射是表面处理中的一项特殊处理技术,用途广泛。
热熔射材质形态和热熔射种类热熔射材料种类分为粉末和线材两大类,熔射热喷涂种类一.火焰线材熔射(Wire Flame Spray)1.火焰熔射的热源来自氧气与燃气混合燃烧的火焰,线材经火焰中心熔化,再经高压空气雾化成细微颗粒及加速带送吹向底材表面,堆积、凝固形成涂层或膜厚。
2.火焰燃气可使用以下几种:乙炔、丙烷、氢气等。
3.一般火焰线材熔射适用于:机械零件补修、耐磨、钢构桥梁的防腐蚀防锈、半导体、面板、光电制程模具,金属艺术品制作。
二.火焰粉末熔射(Powder Flame Spray)1.火焰粉末熔射,其基本原理同火焰线材熔射,差异在于送料方式不同,火焰粉末熔射的材质型态是粉末,所以在材质选择方面火焰粉末熔射比较多,因为不是所有的材质都可以做成线材。
2.其所熔射出来的涂层或膜厚的表面粗度、大小取决于粉末颗粒大小。
其涂层的硬度则取决于粉末材质的选用。
三.电弧熔射(Electric ARC Spray)1.电弧熔射,要将两条各自带有正电负电的相同金属线接触产生电弧,瞬间产生高热将金属线材融化,再经高压空气吹细雾化,带送吹向底材(或工件),堆积、凝固成涂层或膜厚。
2.一般适用于:防腐蚀防锈处理、机械加工修补、半导电、面板、光电制程的模具,表面粗化处理。
四.高速火焰熔射(HVOF)1.高速火焰熔射,其基本原理类似火焰粉末熔射。
差别在于受高速火焰熔射带送的粉末速度快很多,粉末以超音速(约600m/sec)冲击堆积凝固于底材表面,其形成的涂层结构比较结实紧密,涂层的机械强度远大于火焰粉末熔射的涂层。
2.高速火焰熔射可使用于以下几种燃气:丙烷、丙烯、氢气、天然气及煤油。
热喷涂综述一、热喷涂的定义热喷涂技术,是采用某种高温热源,将欲涂覆的涂层材料熔化或至少软化,并用气体使之雾化成微细液滴或高温颗粒,高速喷射到经过预处理的基体表面形成涂层的技术。
当热源的比能量足以使基体表面发生薄层熔化,与喷射的熔融颗粒形成完全致密的冶金结合涂层时,称为热喷焊,简称喷焊。
使用高温热源,如氧——可燃气体燃烧火焰、电弧、等离子电弧、激光束、爆炸能等,是热喷涂技术区别于其他喷涂方法和表面涂覆方法的主要特征。
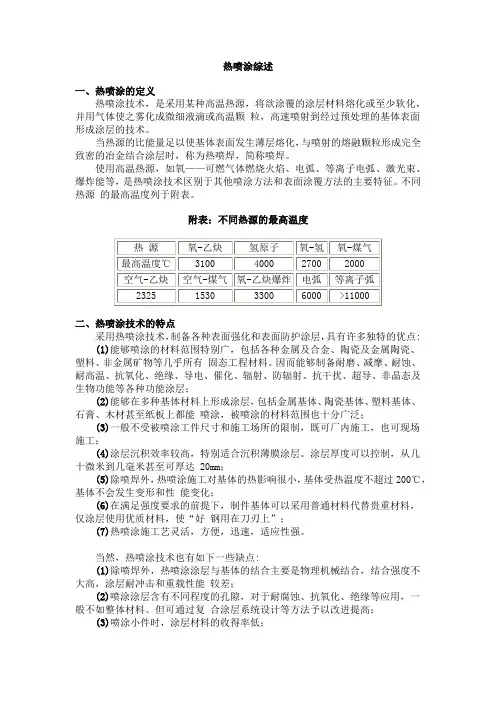
不同热源的最高温度列于附表。
附表:不同热源的最高温度二、热喷涂技术的特点采用热喷涂技术,制备各种表面强化和表面防护涂层,具有许多独特的优点:(1)能够喷涂的材料范围特别广,包括各种金属及合金、陶瓷及金属陶瓷、塑料、非金属矿物等几乎所有固态工程材料。
因而能够制备耐磨、减摩、耐蚀、耐高温、抗氧化、绝缘、导电、催化、辐射、防辐射、抗干扰、超导、非晶态及生物功能等各种功能涂层;(2)能够在多种基体材料上形成涂层,包括金属基体、陶瓷基体、塑料基体、石膏、木材甚至纸板上都能喷涂,被喷涂的材料范围也十分广泛;(3)一般不受被喷涂工件尺寸和施工场所的限制,既可厂内施工,也可现场施工;(4)涂层沉积效率较高,特别适合沉积薄膜涂层。
涂层厚度可以控制,从几十微米到几毫米甚至可厚达 20mm;(5)除喷焊外,热喷涂施工对基体的热影响很小,基体受热温度不超过200℃,基体不会发生变形和性能变化;(6)在满足强度要求的前提下,制件基体可以采用普通材料代替贵重材料,仅涂层使用优质材料,使“好钢用在刀刃上”;(7)热喷涂施工艺灵活,方便,迅速,适应性强。
当然,热喷涂技术也有如下一些缺点:(1)除喷焊外,热喷涂涂层与基体的结合主要是物理机械结合,结合强度不大高,涂层耐冲击和重载性能较差;(2)喷涂涂层含有不同程度的孔隙,对于耐腐蚀、抗氧化、绝缘等应用,一般不如整体材料。
但可通过复合涂层系统设计等方法予以改进提高;(3)喷涂小件时,涂层材料的收得率低;(4)热喷涂手工操作时的劳动条件较差,有噪音、粉尘、热和弧光辐射问题,必须注意劳动保护措施。
第三章思考题与习题答案一、名词解释1.扩孔镶套法:是指孔类零件的孔磨损严重时,只要结构允许,可采用镗扩磨损孔,然后镶套并磨削孔内表面过到规定要求的修复方法。
2.电刷镀修复法:是采用电刷镀进行修复的方法,而电刷镀是指依靠一个与阳极接触的垫或刷提供电镀需要的电解液的电镀方法。
3.低温镀铁:在50℃以下至室温的电解液中镀铁的工艺。
4.冷焊修复法:是指在常温或局部低温预热状态下进行修复的方法。
5.热喷涂修复法:是采用热喷涂进行修复的方法。
热喷涂包括喷涂和喷焊两种工艺。
用高温热源将喷涂材料加热至熔化或呈塑性状态,同时用高速气流使其雾化,喷射到经过预处理的工件表面上形成一层覆盖层的过程称为喷涂。
将喷涂层继续加热,使之达到熔融状态而与基体形成冶金结合,获得牢固的工作层称为喷焊或喷熔。
二、填空题1.利用_机械加工、_机械连接、机械变形等各种机械方法,使失效零件得以修复称机械修复法。
2.采用镶加零件法修复失效零件时,镶加零件的材料和热处理,一般应与基体相同;必要时应选用比基体性能更好的材料。
3.焊接修复法可以迅速地修复一般零件的磨损、变形、断裂或裂纹等多种缺陷。
4.对于磨损严重的重要零件,可在磨损的部位堆焊上一层金属。
常见的堆焊方式有手工堆焊和机械堆焊两类。
5.零件进行堆焊修复后,为减小焊层的应力和硬度不均现象,应进行回火处理。
6.胶粘剂主要分有机胶粘剂和无机胶粘剂两大类。
7.有机胶粘剂一般总是由几种材料组成,配制时应注意比例和称量的准确,否则将直接影响粘接质量。
8.粘接表面的处理方法有____机械处理__、____脱脂处理__和__化学处理__ 等。
9.一般液态胶粘剂可采用刷涂、刮涂、喷涂和用滚筒布胶等涂胶方法。
10.胶层应涂布均匀,注意保证胶层无气泡和避免出现贫胶、缺胶现象。
11.电镀修复法可修复零件的尺寸,并提高零件表面的硬度、耐磨性和耐蚀性等。
12.采用镀铬法修复零件,镀铬层具有硬度高、耐磨性好、耐腐蚀性强、耐热等特点。
《材料表面工程》考试要点二、简答题1、表面工程技术的特点与意义;(1)主要作用在基材表面,对远离表面的基材内部组织与性能影响不大。
因此,可以制备表面性能与基材性能相差很大的复合材料。
(2)采用表面涂(镀)、表面合金化技术取代整体合金化,使普通、廉价的材料表面具有特殊的性能,不仅可以节约大量贵重金属,而且可以大幅度提高零部件的耐磨性和耐蚀性,提高劳动生产率,降低生产成本。
(3)可以兼有装饰和防护功能,有力推动了产品的更新换代。
(4)表面薄膜技术和表面微细加工技术具有微细加工功能,是制作大规模集成电路、光导纤维和集成光路、太阳能薄膜电池等元器件的基础技术。
(5)二维的表面处理技术已发展成为三维零件制造技术(生长型制造法),不仅大幅度降低了零部件的制造成本,亦使设计与生产速度成倍提高。
(6)表面工程技术已成为制备新材料的重要方法,可以在材料表面制备整体合金化难以做到的特殊性能合金等。
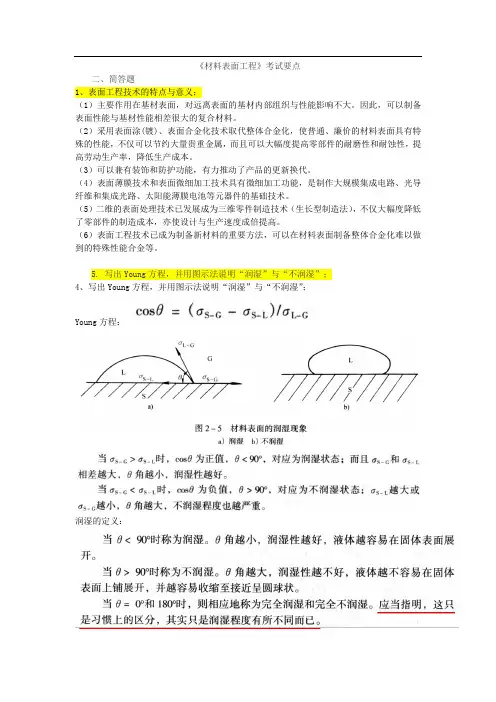
5. 写出Young方程,并用图示法说明“润湿”与“不润湿”;4、写出Young方程,并用图示法说明“润湿”与“不润湿”;Young方程:润湿的定义:7、金属材料腐蚀控制及防护方法;1)、产品合理设计与正确选材;2)、电化学保护;3)、表面覆层和表面处理;4)、加入缓蚀剂。
8. 表面预处理的工序包括哪些答:表面预处理是表面工程技术能否成功实施的关键因素。
主要工序包括:机械性清理,脱脂,化学浸蚀、抛光和电化学抛光,脱脂—浸蚀综合处理等。
9、形成热扩渗层的基本条件及机理;基本条件:(1)渗入元素必须能够与基体金属形成固溶体或金属件化合物;(2)欲渗元素与基体之间必须有直接接触;(3)被渗元素在基体金属中要有一定的渗入速度;对靠化学反应提供活性原子的热扩渗:(4)该反应必须满足热力学条件。
机理:(1)产生渗剂元素的活性原子并提供给基体金属表面;(2)渗剂元素的活性原子吸附在基体金属表面上,随后被基体金属所吸收,形成最初的表面固溶体或金属间化合物,建立热扩渗所必须的浓度梯度;(3)渗剂元素原子向基体金属内部扩散,基体金属原子也同时向渗层中扩散,使扩散层增厚。

热喷涂名词解释
热喷涂
热喷涂(Thermal Spray)是一种表面处理技术,通过喷射高温熔融或熔化状态的材料颗粒,将其喷涂在基材表面上,形成一层坚固的涂层。
喷涂材料
热喷涂所使用的喷涂材料可以是金属、陶瓷、塑料等多种材料,常见的喷涂材料包括硬质合金、不锈钢、氧化铝等。
喷涂设备
热喷涂设备包括火焰喷涂枪、等离子喷涂设备和电弧喷涂设备等,根据不同的喷涂材料和应用领域选择合适的喷涂设备。
涂层应用
热喷涂涂层具有耐磨、耐腐蚀、隔热等特性,广泛应用于航空航天、汽车工业、电子电器、能源等领域。
热喷涂与热喷焊的区别
1、涂层结合机理不同
热喷涂的结合机理是:机械结合、冶金—化学结合、物理结合。
其中以机械结合为主。
喷焊的结合机理是:化学冶金结合,实现原子间的永久连接。
2、工件受热情况不同
喷涂无重熔过程,工件表面温度可始终控制在250℃以下。
一般不产生变形和使工件的组织状态发生变化。
而喷焊要使涂层融化,重熔温度可达900℃以上,不仅易引起工件变形,而且多数工件会发生退火或不完全退火。
3、与基材的结合状态不同
喷涂层与基材表面的结合以机械咬合为主,尽管存在微区冶金结合,涂层结合强度不高,一般为30~50 MPa。
喷焊通过涂层熔化与基材表面形成冶金结合,结合强度一般可达
343~440MPa。
4、喷涂材料不同
喷焊要求使用自熔性合金粉末,而喷涂则对粉末的自熔性要求不高,且不一定是自熔性合金粉末,各种自熔性合金粉末既可用于喷焊又可用于喷涂,但喷涂粉末不具备自熔性只能用于喷涂而不能用于喷焊工艺。
粉末火焰喷焊所用粉末必须是自熔性合金粉末,而喷涂所用粉末不受限制。
5、覆盖层结构不同
喷焊层均匀致密,一般认为无孔隙,而喷涂层有孔隙。
6、承载能力不同
喷涂层不能承受冲击载荷和较高的接触应力,适用于各种面接触工件的表面喷涂。
喷焊层可承受冲击载荷和较高的接触应力,可用于线接触场合。
综上所述,当工件承载大,尤其是受冲击负荷作用和在腐蚀介质中使用时,以采用喷焊为宜,当工件不允许有变形发生或不允许改变其原始组织,而且工件不承受或仅承受轻微冲击载荷时,则宜采用喷涂。
目前广泛采用的有粉末火焰喷焊及等离子弧喷焊两种工艺。
热喷涂与喷焊1.简要说明表面工程概念的含义,常用的表面工程手段或方法有哪些?表面工程是材料表面经预处理后,通过表面涂覆、表面改性或多种表面工程技术复合处理,改变固体金属表面或非金属表面的形态、化学成分、组织结构和应力状态,以获得所需要表面性能的系统工程。
表面工程技术分为三类:表面合金化、表面覆层与覆膜技术和表面处理。
表面合金化:包括喷焊、堆焊、离子注入、转化膜技术、扩散渗入、激光熔敷、热渗镀等。
表面覆层与覆膜技术:包括电化学沉积、化学沉积、气相沉积、热喷涂、电镀、化学转化处理、电刷镀、化学镀、气相沉积、涂装、堆焊、金属染色、热浸镀等。
表面处理:包括激光、电子束热处理技术以及喷丸、辊压、孔挤等表面加工硬化技术,表面纳米化加工。
2.什么是热喷涂,主要有哪些具体方法?热喷涂技术是采用气体、液体燃料或电弧、等离子弧、激光等作热源,使金属、合金、金属陶瓷、氧化物、碳化物、塑料以及它们的复合材料等喷涂材料加热到熔融或半熔融状态,通过高速气流使其雾化,然后喷射、沉积到经过预处理的工件表面,从而形成附着牢固的表面层的加工方法。
热喷涂技术依照所采用的热源不同通常可分为:火焰喷涂、电弧喷涂、等离子喷涂和冷喷涂四大类:①火焰喷涂:利用气体燃烧放出的热进行的热喷涂称火焰喷涂。
火焰喷涂最常用的喷涂热源是氧乙炔焰。
根据喷涂材料的形状可分为丝材火焰喷涂和粉末火焰喷涂。
②电弧喷涂:将两根被喷涂的金属丝作为自耗电极,利用其端部产生的电弧作为热源来熔化金属丝材,用压缩空气进行雾化的热喷涂方法。
③等离子喷涂:采用等离子弧为热源,以喷涂粉末材料为主的热喷涂方法。
④冷喷涂:它不使用任何高温火焰来直接加热熔化喷涂粉末。
它采用高压高速的气流驱动喷涂材料粉末来进行喷涂,当固态粉末粒子的速度高于某一临界值时,粒子与基材发生粘合沉积,从而形成涂层。
高压气源产生的高压气体分别用作工作气体和送粉气体,气体加热器分别预热工作气体和送粉气体至100~600℃。