热喷涂、喷焊与堆焊
- 格式:ppt
- 大小:3.00 MB
- 文档页数:115
堆焊的应用原理方法有哪些1. 什么是堆焊堆焊(Hardfacing)是一种应用于金属和合金材料上的焊接工艺,通过在表面上添加一层耐磨、耐腐蚀或其他特殊性能的合金材料,以提高材料的使用寿命、抗磨损能力和耐蚀性。
堆焊广泛应用于工业领域,包括矿山设备、冶金设备、石油化工设备以及交通工具等领域。
2. 堆焊的原理堆焊的原理是将特殊合金材料通过焊接工艺添加到金属基体上。
通过熔化并冷却的过程,使合金材料与金属基体形成牢固的结合。
这种结合能够提供增强的耐磨、耐腐蚀和抗冲击性能。
3. 堆焊的应用方法以下是堆焊的常见应用方法:3.1 热喷涂法热喷涂法是将熔融的金属或合金,通过喷涂枪喷射到金属基体上,形成一层涂层的方法。
这种方法适用于涂层要求较薄,且要求涂层与金属基体结合较好的情况。
3.2 电弧堆焊法电弧堆焊法是将特殊合金材料作为焊丝供应,通过电弧加热使其熔化,并与金属基体结合。
这种方法适用于需要较厚的涂层,并且对涂层质量有较高要求的情况。
3.3 前热堆焊法前热堆焊法是在堆焊之前,对金属基体进行加热处理。
这种方法可以改善涂层与金属基体的结合强度,减少应力和变形。
3.4 冷堆焊法冷堆焊法是一种无热堆焊方法,它使用具有粘附性的特殊粘合剂和颗粒填料,通过机械挤压形成堆焊层。
这种方法适用于高温环境下对基体材料的保护。
3.5 自熔堆焊法自熔堆焊法是将堆焊材料填充到坑、凹槽或缺陷处,然后对其进行熔化和冷却的方法。
这种方法适用于修复已经存在的缺陷或损坏。
4. 堆焊的应用领域堆焊可应用于以下领域:•矿山设备:矿山机械设备常受到磨损和冲击,堆焊可增加其寿命和耐久性。
•冶金设备:堆焊可提高冶金设备的耐火性能和耐腐蚀性能。
•石油化工设备:堆焊可增加石油化工设备的耐腐蚀能力和耐高温性能。
•交通工具:堆焊可提高交通工具的耐磨损性能和强度。
5. 堆焊的优点堆焊具有以下优点:•可以在原材料的基础上增加特殊性能,无需改变整体材料结构。
•可以根据不同工况和需求选择不同的堆焊方法和材料。
探析冶金机械设备维修中的堆焊工艺在冶金机械设备维修过程中,堆焊工艺是一项非常重要的技术。
堆焊是将金属材料通过熔化并冷却形成涂层或填补材料的焊接工艺。
冶金机械设备的维修中,经常会出现各种损伤和磨损,通过堆焊可以修复这些损伤,延长机器的使用寿命。
堆焊工艺的主要过程包括热插入和热喷涂。
热插入是指用高温熔化的填充材料填补已经损坏的金属表面,以强化或者改变金属的使用性能。
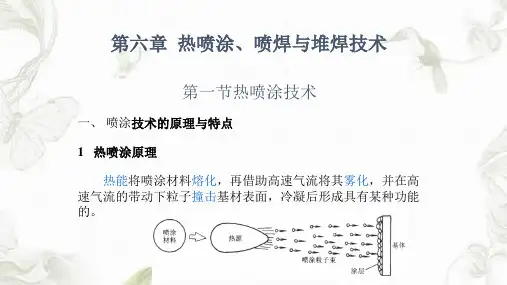
热喷涂是指通过喷射热熔的金属粉末或线材将一层涂层覆盖在金属表面上,从而达到防腐、减摩等效果。
这两种堆焊工艺是非常重要的,根据不同的需要,选择不同的堆焊方法,能够为冶金机械设备提供更好的维修保障。
堆焊工艺使用的材料一般包括粉末、线材、电极等。
这些材料的选用应当根据维修需要和机器使用要求进行选择。
在选择材料的过程中,应当考虑到材料的化学成分、热传导、机械性能等因素,同时也要注意到堆焊过程中的安全问题。
需要注意的是,在水冷工艺中,冷却剂必须保持足够的冷却能力,否则会使设备受到过多的热量影响,从而导致设备无法正常运转。
堆焊工艺需要考虑的问题还有熔池的问题。
熔池是焊接过程中最重要的部分,通过控制熔池的形态、大小和位置,可以控制焊接的质量。
在堆焊过程中,我们需要将填充材料加热到熔点,并将熔池形成在金属材料表面。
这需要用到合适的电场和电流密度控制,以及适当的加热时间,从而保证熔池的稳定性和质量。
另外,堆焊工艺中还需要注重参数的优化。
参数的优化能够确保堆焊的效果和质量,进一步提高机器的使用寿命。
优化参数需要考虑材料的种类和机器使用环境等因素,同时注重实验数据和经验分析,从而找出合适的参数组合,为堆焊工艺的优化提供有力保障。
在冶金机械设备维修中,堆焊工艺的重要性是不可忽视的。
根据实际维修需求,选择合适的堆焊工艺和材料,然后控制好参数和安全问题,应用经验和理论知识,才能达到良好的维修结果。
维修好的设备能够带来巨大的利益,为生产和经济发展提供了强劲支撑。

喷焊用自熔性合金粉末自熔性合金粉末是以镍、钴、铁为基材的合金,其中加入适量硼和硅元素,起脱氧造渣焊接熔剂的作用,同时能降低合金熔点,适于乙炔一氧焰对涂层进行重熔。
国产自熔性合金粉末品种较多,镍基合金粉末有较强的耐蚀性,抗氧化性可达650°C,耐磨性强;钴基合金粉末最大的特点是红硬性好,可在700℃保持较好的耐磨性和耐蚀性;铁基合金粉末耐磨粒磨损性优于其他两类。
喷焊工艺喷焊的工艺程序基本与喷涂相同,所不同者在喷粉工序中增加了重熔程序。
喷焊有一步喷焊法和二步喷焊法。
施工前应注意:①工件表面有渗碳层或氮化层,在预处理时必须清除;②工件的预热温度为一般碳钢200~300℃,耐热奥氏体钢350~400℃。
预热火焰用中性或弱碳焰。
此外,喷涂层重熔后,厚度减小25%左右,喷熔后在热态测量时,应将此量考虑在内。
一步喷焊法。
一步法即喷一段后即熔一段,喷、熔交替进行,使用同一支喷枪完成。
可选用中、小型喷焊枪。
在工件预热后先喷涂0. 2mm的保护层,并将表面封严,以防氧化,喷熔从一端开始,喷距10~30mm,有顺序地对保护层局部加热到熔融开始湿润(不能流淌)时再喷粉,与熔化反复进行,直至达到预定厚度,表面出现“镜面”反光,再向前扩展,达到表面全部覆盖喷焊层。
如一次厚度不足,可重复加厚。
一步法适用于小型零件或小面积喷焊。
二步喷焊法。
二步法即先完成喷涂层再对其重熔。
喷涂与重熔均用大功率喷枪,例如SpH-E喷、焊两用枪,使合金粉末充分在火焰中熔融,在工件表面上产生塑性变形的沉积层。
喷铁基粉末时用弱碳火焰,喷镍基和钴基粉末时用中性或弱碳火焰。
喷粉每层厚度<0.2mm,重复喷涂达到重熔厚度,一般可在0.5~0. 6 mm 时重熔。
如果喷焊层要求较厚,一次重熔达不到要求时,可分几次喷涂和重熔。
重熔是二步法的关键工序,在喷涂后立即进行。
用中性焰或弱碳化焰的大功率柔软火焰,喷距约20 ~ 30mm,火焰与表面夹角为60°~75°,从距涂层约30mm处开始,适当掌握重熔速度,将涂层加热,直至涂层出现“镜面”反光为度,然后进行下一个部位的重熔。
(机电设备诊断与维修技术)机械零件修复技术失效的机械零件大部分都可以修复,尤其是磨损失效的零件,可以采用堆焊、热喷涂和喷焊、电刷镀等表面技术,不仅使修复后的机械零件满足使用的技术要求,而且还能提高零件的某些性能,如耐磨性、耐腐蚀性等。
对于机械设备的基础件,如机身、机架等大型铸件产生裂纹,可针对性地采用金属扣合技术进行修复。
焊接修复技术焊接技术用于修复零件使其恢复尺寸与形状或修复裂纹与断裂时称为补焊;用于恢复零件尺寸、形状,并赋予零件表面以某些特殊性能的熔敷金属时称为堆焊。
补焊和堆焊在机械零件的修复技术方法中占有重要的地位,其突出的优点是:结合强度高,可修复磨损失效零件;可以焊补裂纹与断裂、局部损伤;可以用于校正形状。
由于焊修质量高、效率高、设备成本低、便于现场抢修等特点,应用十分广泛。
但由于补焊和堆焊时对零件的局部不均匀的加热使零件产生内应力和变形,所以一般不宜于修复较高精度、细长和薄壳类零件。
焊接时产生的气孔、夹渣等对焊缝强度和密封性都有影响,焊接时产生裂纹也是焊接中需注意的重点。
此外,焊接还要受到零件焊接性的影响。
所以,焊接的应用也受到一定的影响。
随着焊接技术的发展和采取相应的工艺措施,它的缺点大部分可以克服。
补焊1.钢制零件的补焊机械零件补焊比钢结构焊接困难。
由于机械零件多为承载件,除对其材料有物理性能和化学成分要求外,还有尺寸精度和形位精度要求。
在焊修时,还要考虑材料的焊接性以及焊后的加工性要求。
加之零件损伤多是局部损伤,焊修时要保持未损伤部位的精度和物理、化学性能,焊修后的部位要保持设计规定的精度和材料性能。
由于电弧焊能量集中、效率高,能减少对母材组织的影响和零件的热变形,涂药焊条品种多,容易使焊缝性能与母材接近,所以是目前应用最广泛的方法。
为了保证焊修质量,焊接工艺措施要合理。
(1)低碳钢零件低碳钢零件,由于可焊性良好,补焊时一般不需要采取特殊的工艺措施。
(2)中、高碳钢零件中、高碳钢零件,由于钢中含碳量的增高,焊接接头处容易产生焊缝内的热裂纹、热影响区内由于冷却速度快而产生低塑性淬硬组织引起的冷裂纹,焊缝根部主要由于氢的渗入而引起的氢致裂纹等。