压铸机结构及原理演示文稿
- 格式:ppt
- 大小:6.15 MB
- 文档页数:44
压铸机的工作原理与本体结构前言压铸机是一种常用的金属加工设备,用于在金属模具中将熔化的金属注入,使金属在模具中形成特定的形状。
本文将介绍压铸机的工作原理以及其本体结构。
工作原理压铸机的工作原理基于金属的液态与固态的转变过程。
其主要工作流程如下:1. 准备金属:将金属材料加热至熔化状态,通常使用铝合金、锌合金等具有良好流动性的金属。
2. 注塑模具:将准备好的模具安装在压铸机上,并固定好调整后的模具参数。
3. 模具充填:将熔融的金属通过输送系统进入压铸机,然后通过高压力注入模具腔中。
4. 冷却与固化:待金属充填完毕后,模具中的金属开始冷却,并逐渐固化成固态。
5. 开模与取件:待金属完全固化后,将模具打开并取出制件,然后在模具上进行下一次充填。
本体结构压铸机的本体结构主要由以下几个部件组成:控制系统压铸机的控制系统是整个设备的核心部分,其作用是控制压铸机的各个运动轴,如模具夹紧、模具开合、金属注入等。
注塑系统注塑系统一般由金属输送系统和注射装置组成。
金属输送系统负责将熔融的金属输送到注射装置中。
注射装置则负责将金属注射到模具腔中,并控制注射的压力和流量。
模具系统模具系统是压铸机的重要部分,它由上模板、下模板、模具腔、模具活动座、导柱和导套等组成。
上模板和下模板通过导柱进行定位,并通过模具夹紧装置将上下模板固定在一起。
动力系统动力系统包括驱动压铸机运动的液压装置和驱动输送系统的电机。
液压装置通过液压缸实现模具的夹紧、模具开合和金属注射等动作。
同时,电机驱动输送系统中的螺旋输送器或一个或多个活塞进行金属的输送。
加热与冷却系统为了确保金属材料能达到熔化温度并保持一定时间,压铸机通常配备了加热系统。
加热系统利用电热元件或者火焰进行金属的加热。
另外,压铸机也需要冷却系统来加快金属的冷却与固化速度,以便更快地进行模具开模与取件操作。
总结压铸机是一种重要的金属加工设备,其主要工作原理是通过金属的液态与固态的转变将金属注入模具腔中进行成型。

压铸机构造及原理压铸机构造及原理从整体结构分:柱架、机架、压射、液压、电气、润滑、冷却、安全从整机功能分:合模机构、压射机构、液压传动、电气控制、安全防护合模机构:1作用:主要实现合开模动作、锁紧模具、顶出产品1、组成(1)三板:动型座板、定型座板、尾板(1)哥林柱:曲轴机构:长铰、小铰、钩铰、并连接动型座板、尾板及合开模液压缸(2)顶出机构:顶出液压缸、顶针、固定在动型座板(3)调模机构:调模马达、齿轮组件、固定在尾板上(4)润滑系统:曲肘润滑泵、油排、油管、分流器2、工作特点(1)曲肘机构A、增力作用通过曲肘连杆系统,可以将合模液压缸的推力放大16~26倍,达到减少油耗、减少合模液压缸直径、减少泵的功率、实现同等功率。
B、可实现变速合开模运动:在出模过程中,动模座板移动速度由零很快升到最大,尔后逐渐减慢,随曲肘伸直至终止,合模速度变为零,并进自锁状态。
C、当合模终止时,可撤去推力:合模紧且肘杆伸成一直线时,自锁。
此时可撤去合模液压缸的推力。
合模系统依然处合紧状态。
(2)顶出机构:在机器开模后,通过顶出液压缸活塞杆的相对运动实现推杆及顶针的顶出运动。
其顶出力、顶出速度、顶出时间可通过液压系统调节,可采用双液压缸,使推杆受力均匀、运动平缓、使顶针孔分布更为合理。
(3)调模机构:通过调模马达带动齿轮组件,使锁模柱架的尾板和动模板沿拉杆作轴向运动,从而达到扩大或缩小动定型座板间距离,参数见说明书。
(4)润滑系统:为减少运动磨损,必须在运动表面保持适当的润滑油。
并实现定时定量润滑,同时,选用润滑泵,实现自动润滑。
(5)压射机构作用:将金属液压入模具型腔内进行充填。
组成:压射液压缸组件、入料筒、锤头组件、快压射蓄能器组件、增压蓄能器组件。
工作原理:①第一阶段慢速压射运动开始压射时,系统液压油通过油路集成板进入C2腔,再经A3通道进入C1腔,从而推动压射活塞2向左运动,实现慢速压射。
②第二阶段快速压射运动,当压射冲头超过料筒浇料口后,储能器3控制阀打开,液压油经A1、A3口迅速进入C1腔,C1腔液压油油量快速增大,压射速度增快。
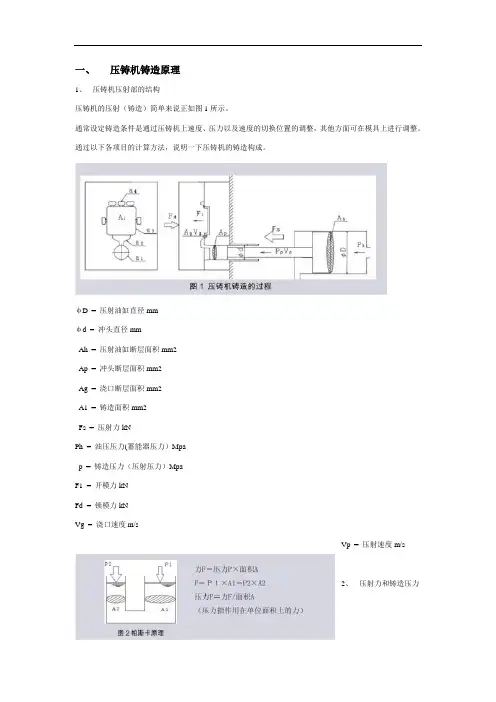
一、压铸机铸造原理1、压铸机压射部的结构压铸机的压射(铸造)简单来说正如图1所示。
通常设定铸造条件是通过压铸机上速度、压力以及速度的切换位置的调整,其他方面可在模具上进行调整。
通过以下各项目的计算方法,说明一下压铸机的铸造构成。
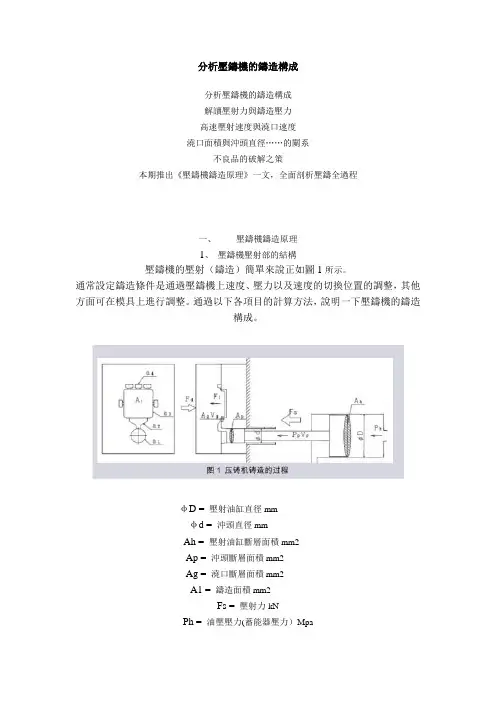
φD = 压射油缸直径mmφd = 冲头直径mmAh = 压射油缸断层面积mm2Ap = 冲头断层面积mm2Ag = 浇口断层面积mm2A1 = 铸造面积mm2Fs = 压射力kNPh = 油压压力(蓄能器压力)Mpap = 铸造压力(压射压力)MpaF1 = 开模力kNFd = 锁模力kNVg = 浇口速度m/sVp = 压射速度m/s2、压射力和铸造压力所以产品上所负压力可以通过压射力除以冲头断层面积计算出来的。
Fs压铸机的压射力(压射油缸的推动力)Fs=油压压力Ph×压射油缸断层面积Ah(kN)铸造压力Pp(至产品的压力或比压)Pp=油压压力Ph×压射油缸断层面积Ah/冲头断层面积Ap=压射力Fs/冲头断层面积Ap所以产品上所负压力可以通过压射力除以冲头断层面积计算出来的。
Fs压铸机的压射力(压射油缸的推动力)Fs=油压压力Ph×压射油缸断层面积Ah(kN)铸造压力Pp(至产品的压力或比压)Pp=油压压力Ph×压射油缸断层面积Ah/冲头断层面积Ap=压射力Fs/冲头断层面积Ap3、高速压射速度与浇口速度下图伯努利定理可以表达出压铸机的压射速度与浇口速度的关系。
也就是说:通过流量Q=流速V×断层面积A的公式计算出来。
其入口和出口的流量相等。
Q=V1A1=V2A2这个时候A1是冲头断层面积、A2是浇口断层面积、V1是压射速度、V2是浇口速度。
压射速度Vp×冲头断层面积Ap=浇口速度Vg×浇口断层面积Ag浇口速度Vg:Vg(V2)=压射速度Vp(V1)×冲头断层面积Ap(A1)/ 浇口断层面积Ag(A2)(m/s)铝合金压铸时浇口速度可以参考表(1)进行设定。
分析壓鑄機的鑄造構成分析壓鑄機的鑄造構成解讀壓射力與鑄造壓力高速壓射速度與澆口速度澆口面積與沖頭直徑……的關系不良品的破解之策本期推出《壓鑄機鑄造原理》一文,全面剖析壓鑄全過程一、壓鑄機鑄造原理1、壓鑄機壓射部的結構壓鑄機的壓射(鑄造)簡單來說正如圖1所示。
通常設定鑄造條件是通過壓鑄機上速度、壓力以及速度的切換位置的調整,其他方面可在模具上進行調整。
通過以下各項目的計算方法,說明一下壓鑄機的鑄造構成。
φD = 壓射油缸直徑mmφd = 沖頭直徑mmAh = 壓射油缸斷層面積mm2Ap = 沖頭斷層面積mm2Ag = 澆口斷層面積mm2A1 = 鑄造面積mm2Fs = 壓射力kNPh = 油壓壓力(蓄能器壓力)Mpap = 鑄造壓力(壓射壓力)MpaF1 = 開模力kNFd = 鎖模力kNVg = 澆口速度m/sVp = 壓射速度m/s2、壓射力和鑄造壓力所以産品上所負壓力可以通過壓射力除以沖頭斷層面積計算出來的。
Fs壓鑄機的壓射力(壓射油缸的推動力)Fs=油壓壓力Ph×壓射油缸斷層面積Ah(kN)鑄造壓力Pp(至産品的壓力或比壓)Pp=油壓壓力Ph×壓射油缸斷層面積Ah/沖頭斷層面積Ap=壓射力Fs/沖頭斷層面積Ap所以産品上所負壓力可以通過壓射力除以沖頭斷層面積計算出來的。
Fs壓鑄機的壓射力(壓射油缸的推動力)Fs=油壓壓力Ph×壓射油缸斷層面積Ah(kN)鑄造壓力Pp(至産品的壓力或比壓)Pp=油壓壓力Ph×壓射油缸斷層面積Ah/沖頭斷層面積Ap=壓射力Fs/沖頭斷層面積Ap3、高速壓射速度與澆口速度下圖伯努利定理可以表達出壓鑄機的壓射速度與澆口速度的關系。
也就是說:通過流量Q=流速V×斷層面積A的公式計算出來。
其入口和出口的流量相等。
Q=V1A1=V2A2這個時候A1是沖頭斷層面積、A2是澆口斷層面積、V1是壓射速度、V2是澆口速度。
壓射速度Vp×沖頭斷層面積Ap=澆口速度Vg×澆口斷層面積Ag澆口速度Vg:Vg(V2)=壓射速度Vp(V1)×沖頭斷層面積Ap(A1)/ 澆口斷層面積Ag(A2)(m/s)鋁合金壓鑄時澆口速度可以參考表(1)進行設定。
第2章压铸设备2.1 压铸机的工作原理与分类2.1.1 压铸成型特点熔融合金在高压、高速条件下充型,并在高压下冷却凝固成型的一种精密铸造方法。
压铸特点:①压铸件尺寸精度和表面质量高;②压铸件表层组织致密,硬度和强度较高,表层较耐磨。
③可采用镶铸法简化装配和制造工艺;④生产率高,易实现机械化和自动化;⑤由于压铸速度极快,型腔气体难于完全排除,厚壁难以补缩,使压铸件易出现气孔和缩松;⑥压铸模具结构复杂、材料及加工的要求高。
2.1.2 压铸机的分类、型号1.分类按熔炼炉设置、压射装置、锁模装置布局等。
热压室压铸机卧式冷压室压铸机立式冷压室压铸机全立式冷压室压铸机2.型号J1113BJ表示金属性铸造设备;第一位数字表示所属列,共有两列,“1”为冷压室,“2”为热压室;第二位数字表示所属“组”,共有9组,“1”表示卧式,“5”表示立式;第二位数字后数字表示锁模力的1/100kN;型号后的字母表示第几次改型设计。
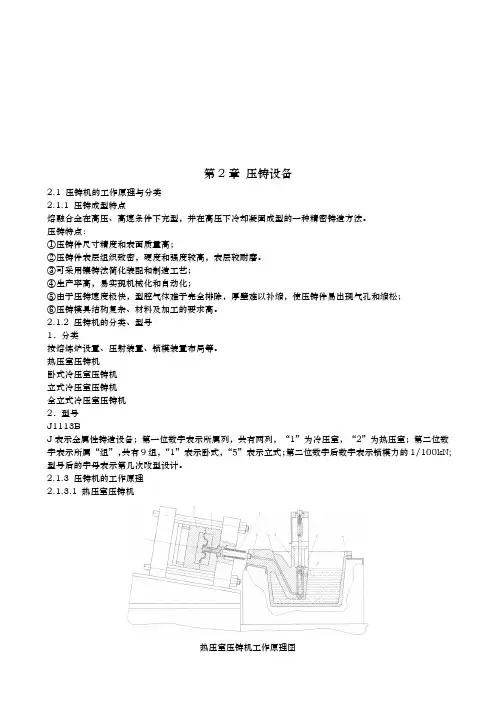
2.1.3 压铸机的工作原理2.1.3.1 热压室压铸机热压室压铸机工作原理图1-动模;2-定模;3-喷嘴;4-压射冲头;5-压室;6-坩埚a-压室通道;b-鹅颈嘴;c-鹅颈通道压射部分与金属熔化部分连为一体,并浸在金属液中。
鹅颈嘴b的高度应比坩埚内金属液最高液面略高,使金属液不致自行流入模腔。
模具闭合。
压射时,冲头向下封住通道a时,压室、鹅颈通道、模腔构成密闭系统。
冲头以一定的推力和速度将金属液压入模腔,充满型腔并保压适当时间后,冲头提升复位。
2.1.3.2 立式冷压室压铸机锁模部分呈水平设置,负责模具的开、合及压铸件的顶出。
压射部分呈垂直设置,压室与金属熔炉分开。
压铸时,模具闭合,舀取一定金属液倒入压室,反料冲头应上升堵住浇道b,以防金属液自行流入模腔。
当压射冲头下降接触金属液时,返料冲头随压射冲头下移,使压射室与模具浇道相通,金属液迅速充满模腔a 。
冷却后,压射冲头上升复位,反料冲头往上移动,切断余料e并将其顶出压室,接着开模顶出压铸件。
压铸机的基本结构及其工作原理压力铸造(简称压铸)是将熔化的金属,在高压作用下,以高速填充至模具型腔内,并使金属在此压力下凝固而形成铸件的一种方法。
高压、高速是压铸法与其他铸造方法的根本区别,也是最重要的特点。
压力铸造是所有铸造方法中生产速度最快的一种方法,填充初始速度在0.5~70m/s范围,生产效率高。
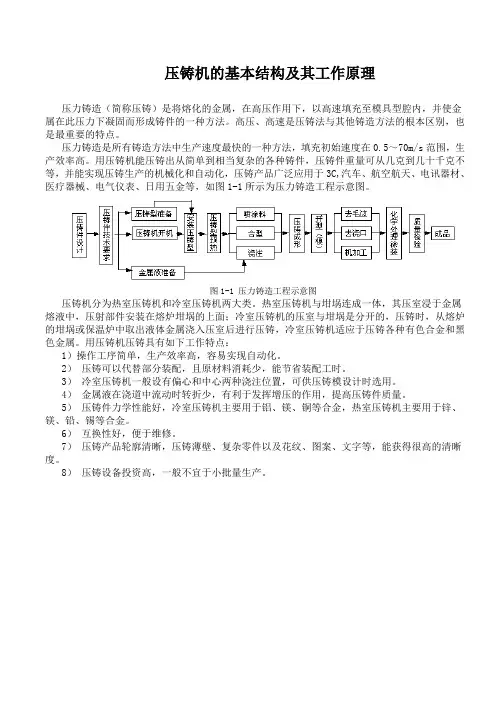
用压铸机能压铸出从简单到相当复杂的各种铸件,压铸件重量可从几克到几十千克不等,并能实现压铸生产的机械化和自动化,压铸产品广泛应用于3C,汽车、航空航天、电讯器材、医疗器械、电气仪表、日用五金等,如图1-1所示为压力铸造工程示意图。
图1-1 压力铸造工程示意图压铸机分为热室压铸机和冷室压铸机两大类。
热室压铸机与坩埚连成一体,其压室浸于金属熔液中,压射部件安装在熔炉坩埚的上面;冷室压铸机的压室与坩埚是分开的,压铸时,从熔炉的坩埚或保温炉中取出液体金属浇入压室后进行压铸,冷室压铸机适应于压铸各种有色合金和黑色金属。
用压铸机压铸具有如下工作特点:1)操作工序简单,生产效率高,容易实现自动化。
2)压铸可以代替部分装配,且原材料消耗少,能节省装配工时。
3)冷室压铸机一般设有偏心和中心两种浇注位置,可供压铸模设计时选用。
4)金属液在浇道中流动时转折少,有利于发挥增压的作用,提高压铸件质量。
5)压铸件力学性能好,冷室压铸机主要用于铝、镁、铜等合金,热室压铸机主要用于锌、镁、铅、锡等合金。
6)互换性好,便于维修。
7)压铸产品轮廓清晰,压铸薄壁、复杂零件以及花纹、图案、文字等,能获得很高的清晰度。
8)压铸设备投资高,一般不宜于小批量生产。
第一节冷室压铸机和热室压铸机的压铸原理一、冷室压铸机的压铸原理如图1-2所示,压铸模合模后,金属液3浇入压室2中,压射冲头1向前推进,将金属液经浇道7压入型腔6中,冷却凝固成型。
开模时,压射冲头前伸推出余料,顶出液压缸顶针顶出铸件,冲头复位,完成一个压铸循环。
图1-2 冷室压铸机压铸过程简图1--压射冲头 2--压室 3--液态金属 4--定模 5--动模 6--型腔 7--浇道8--动型座板 9--顶出器 10--余料 11--定型座板压射冲头的压射运动过程可分为两个或三个阶段。