压铸机工作原理动画
- 格式:ppt
- 大小:2.62 MB
- 文档页数:15



冷室压铸机工作原理
冷室压铸机是一种高效、精确的金属压铸设备,广泛应用于汽车、摩托车、电子、机械、仪器仪表等行业。
其工作原理是利用金属在高温条件下熔化,通过压力将熔融金属注入模具中,然后快速冷却凝固成型。
下面是冷室压铸机的详细工作原理:
1. 金属熔化:在冷室压铸机内部,金属料块被置于锅炉或炉膛中进行加热,加热温度通常在600-700摄氏度之间。
当金属材料达到熔点时,它会在加热室内形成一块熔融金属池。
2. 压力注射:一旦金属材料全部熔化,就会开始进行压力注射。
冷室压铸机通过保压装置将熔融金属池推入模具,通常以很高的速度进行注射,以确保熔融金属充满整个模具腔体。
3. 冷却凝固:一旦熔融金属进入模具,冷却凝固的过程就开始了。
冷室压铸机上通常配备了冷却装置,可以快速冷却模具和熔融金属,使其迅速凝固成型。
4. 模具开启:当金属完全凝固后,冷室压铸机会将模具打开,将成型件从模腔中取出。
通常情况下,模具会同时具备把制品降温和润滑工作。
5. 去除余料:制品取出后,还需要去除多余的料头、料尾以及浇口等余料。
通
常可以通过剪切、砂磨等方式去除。
6. 处理表面和检验:成型件可能在成型过程中产生一些表面缺陷,如气孔、疏松等。
所以需要对成型件进行处理,以提高表面质量。
同时,还需要对成型件进行尺寸和质量检验。
综上所述,冷室压铸机工作的主要原理是利用熔融金属的流动性,通过注射压力将熔融金属注入模具腔体中,并在快速冷却凝固的过程中实现成型。
这种工艺方法可以生产出形状复杂、尺寸精确、结构坚固的金属制品,是目前非常重要的金属成型技术之一。
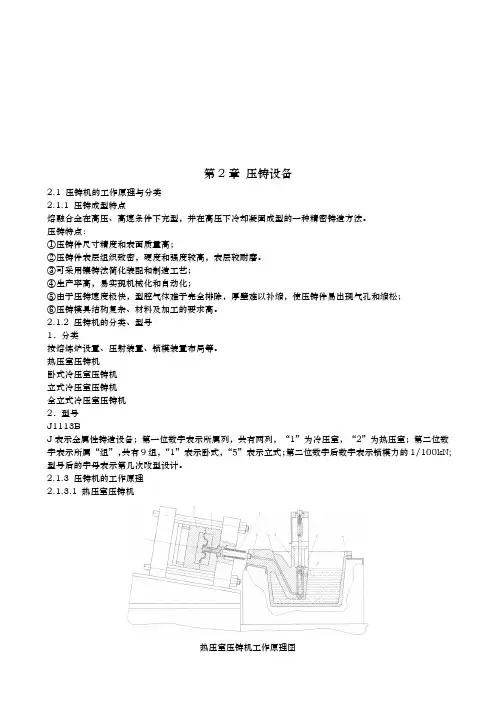
第2章压铸设备2.1 压铸机的工作原理与分类2.1.1 压铸成型特点熔融合金在高压、高速条件下充型,并在高压下冷却凝固成型的一种精密铸造方法。
压铸特点:①压铸件尺寸精度和表面质量高;②压铸件表层组织致密,硬度和强度较高,表层较耐磨。
③可采用镶铸法简化装配和制造工艺;④生产率高,易实现机械化和自动化;⑤由于压铸速度极快,型腔气体难于完全排除,厚壁难以补缩,使压铸件易出现气孔和缩松;⑥压铸模具结构复杂、材料及加工的要求高。
2.1.2 压铸机的分类、型号1.分类按熔炼炉设置、压射装置、锁模装置布局等。
热压室压铸机卧式冷压室压铸机立式冷压室压铸机全立式冷压室压铸机2.型号J1113BJ表示金属性铸造设备;第一位数字表示所属列,共有两列,“1”为冷压室,“2”为热压室;第二位数字表示所属“组”,共有9组,“1”表示卧式,“5”表示立式;第二位数字后数字表示锁模力的1/100kN;型号后的字母表示第几次改型设计。
2.1.3 压铸机的工作原理2.1.3.1 热压室压铸机热压室压铸机工作原理图1-动模;2-定模;3-喷嘴;4-压射冲头;5-压室;6-坩埚a-压室通道;b-鹅颈嘴;c-鹅颈通道压射部分与金属熔化部分连为一体,并浸在金属液中。
鹅颈嘴b的高度应比坩埚内金属液最高液面略高,使金属液不致自行流入模腔。
模具闭合。
压射时,冲头向下封住通道a时,压室、鹅颈通道、模腔构成密闭系统。
冲头以一定的推力和速度将金属液压入模腔,充满型腔并保压适当时间后,冲头提升复位。
2.1.3.2 立式冷压室压铸机锁模部分呈水平设置,负责模具的开、合及压铸件的顶出。
压射部分呈垂直设置,压室与金属熔炉分开。
压铸时,模具闭合,舀取一定金属液倒入压室,反料冲头应上升堵住浇道b,以防金属液自行流入模腔。
当压射冲头下降接触金属液时,返料冲头随压射冲头下移,使压射室与模具浇道相通,金属液迅速充满模腔a 。
冷却后,压射冲头上升复位,反料冲头往上移动,切断余料e并将其顶出压室,接着开模顶出压铸件。
压铸机锁模工作原理压铸机是一种常用于制造金属零件的设备,而锁模是压铸机中的一个重要部件。
锁模的作用是在压铸过程中固定模具,确保金属材料能够被准确注入并形成所需的零件。
本文将详细介绍压铸机锁模的工作原理。
一、锁模的基本结构锁模由上模板、下模板、活动模板和锁模机构组成。
上模板和下模板分别安装在压铸机的上下部分,活动模板则位于两者之间。
锁模机构包括锁模杆、锁模板、锁模销等部件,用于固定模具。
二、锁模的工作过程1. 开模阶段在压铸过程开始之前,首先需要将模具打开,这个过程称为开模阶段。
开模时,压铸机的液压系统会提供足够的力量,使锁模机构松开,将上模板和下模板分离。
同时,活动模板也会随之移动,使模具完全打开。
2. 合模阶段当模具完全打开后,金属材料将被放置在下模板上。
接下来,压铸机的液压系统会逐渐施加压力,使锁模机构开始工作。
锁模机构会通过锁模杆、锁模板和锁模销等部件,将上模板和下模板紧密地固定在一起。
3. 注射阶段在模具完全闭合后,压铸机的注射系统会开始工作。
金属材料将通过喷嘴注入模具中,填充整个模腔。
注射过程中,锁模的作用是确保模具保持稳定,不会因注射压力而发生位移或变形。
4. 冷却阶段当金属材料注入完毕后,需要进行冷却,使其凝固成型。
在冷却阶段,锁模的作用是保持模具的稳定性,防止因温度变化而引起的变形或损坏。
5. 开模取件阶段当金属材料完全凝固后,模具将会被打开,取出成品零件。
在开模取件阶段,锁模机构会再次松开,使上模板和下模板分离,活动模板移动,方便取出成品。
三、锁模的重要性锁模在压铸机中起到了至关重要的作用。
它能够确保模具在整个压铸过程中保持稳定,避免模具的位移或变形,从而保证成品的质量和精度。
同时,锁模还能够提高生产效率,减少生产中的故障和损失。
总结:压铸机锁模工作原理是通过锁模机构将上模板和下模板固定在一起,确保模具在压铸过程中的稳定性。
锁模的工作过程包括开模阶段、合模阶段、注射阶段、冷却阶段和开模取件阶段。
压铸机的基本结构及其工作原理压力铸造(简称压铸)是将熔化的金属,在高压作用下,以高速填充至模具型腔内,并使金属在此压力下凝固而形成铸件的一种方法。
高压、高速是压铸法与其他铸造方法的根本区别,也是最重要的特点。
压力铸造是所有铸造方法中生产速度最快的一种方法,填充初始速度在0.5~70m/s范围,生产效率高。
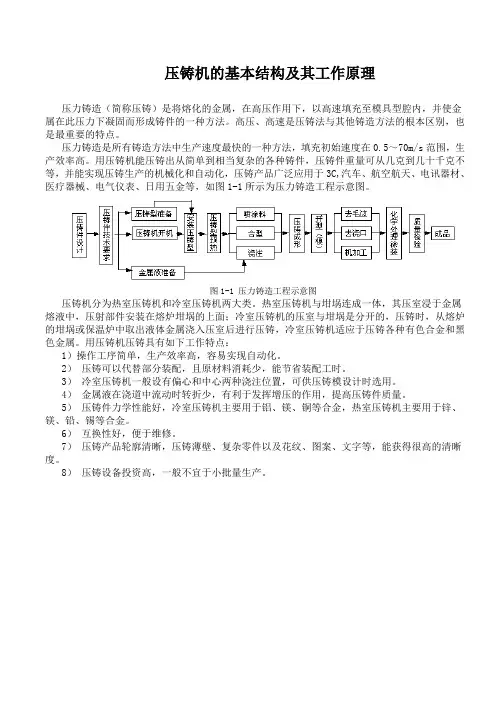
用压铸机能压铸出从简单到相当复杂的各种铸件,压铸件重量可从几克到几十千克不等,并能实现压铸生产的机械化和自动化,压铸产品广泛应用于3C,汽车、航空航天、电讯器材、医疗器械、电气仪表、日用五金等,如图1-1所示为压力铸造工程示意图。
图1-1 压力铸造工程示意图压铸机分为热室压铸机和冷室压铸机两大类。
热室压铸机与坩埚连成一体,其压室浸于金属熔液中,压射部件安装在熔炉坩埚的上面;冷室压铸机的压室与坩埚是分开的,压铸时,从熔炉的坩埚或保温炉中取出液体金属浇入压室后进行压铸,冷室压铸机适应于压铸各种有色合金和黑色金属。
用压铸机压铸具有如下工作特点:1)操作工序简单,生产效率高,容易实现自动化。
2)压铸可以代替部分装配,且原材料消耗少,能节省装配工时。
3)冷室压铸机一般设有偏心和中心两种浇注位置,可供压铸模设计时选用。
4)金属液在浇道中流动时转折少,有利于发挥增压的作用,提高压铸件质量。
5)压铸件力学性能好,冷室压铸机主要用于铝、镁、铜等合金,热室压铸机主要用于锌、镁、铅、锡等合金。
6)互换性好,便于维修。
7)压铸产品轮廓清晰,压铸薄壁、复杂零件以及花纹、图案、文字等,能获得很高的清晰度。
8)压铸设备投资高,一般不宜于小批量生产。
第一节冷室压铸机和热室压铸机的压铸原理一、冷室压铸机的压铸原理如图1-2所示,压铸模合模后,金属液3浇入压室2中,压射冲头1向前推进,将金属液经浇道7压入型腔6中,冷却凝固成型。
开模时,压射冲头前伸推出余料,顶出液压缸顶针顶出铸件,冲头复位,完成一个压铸循环。
图1-2 冷室压铸机压铸过程简图1--压射冲头 2--压室 3--液态金属 4--定模 5--动模 6--型腔 7--浇道8--动型座板 9--顶出器 10--余料 11--定型座板压射冲头的压射运动过程可分为两个或三个阶段。

压铸机的工作原理与本体结构(doc 9页)第2章压铸设备2.1 压铸机的工作原理与分类2.1.1 压铸成型特点熔融合金在高压、高速条件下充型,并在高压下冷却凝固成型的一种精密铸造方法。
压铸特点:①压铸件尺寸精度和表面质量高;②压铸件表层组织致密,硬度和强度较高,表层较耐磨。
③可采用镶铸法简化装配和制造工艺;④生产率高,易实现机械化和自动化;⑤由于压铸速度极快,型腔气体难于完全排除,厚壁难以补缩,使压铸件易出现气孔和缩松;⑥压铸模具结构复杂、材料及加工的要求高。
2.1.2 压铸机的分类、型号1.分类按熔炼炉设置、压射装置、锁模装置布局等。
热压室压铸机卧式冷压室压铸机立式冷压室压铸机全立式冷压室压铸机2.型号J1113BJ表示金属性铸造设备;第一位数字表示所属列,共有两列,“1”为冷压室,“2”为热压室;第二位数字表示所属“组”,共有9组,“1”表示卧式,“5”表示立式;第二位数字后数字表示锁模力的1/100kN;型号后的字母表示第几次改型设计。
2.1.3 压铸机的工作原理2.1.3.1 热压室压铸机热压室压铸机工作原理图1-动模;2-定模;3-喷嘴;4-压射冲头;5-压室;6-坩埚a-压室通道;b-鹅颈嘴;c-鹅颈通道压射部分与金属熔化部分连为一体,并浸在金属液中。
(1)压射冲头上压式压铸机金属液2倒入压室3,模具闭合,压射冲头1上压,金属液经浇注系统进入模腔6,冷却后开模,冲头继续上升,推动余料7随铸件移动,通过模具顶出机构顶出压铸件及浇注系统,同时,冲头复位。
全立式冷压室(上压式)压铸机工作原理图a)浇注金属液;b)合模、压射;c)开模、顶出铸件1-压射冲头;2-金属液;3-压室;4-定模;5-动模;6-模腔;7-余料(2)压射冲头下压式压铸机模具闭合后,金属液3浇入压室2,反料冲头在弹簧5作用下上升封住横浇道6,压射冲头1下压时,迫使反料冲头后退,金属液经浇道进入模腔,冷却后开模,冲头复位。
压铸颗粒机的工作原理
压铸颗粒机是通过将熔融金属注入金属模具中,经过冷却凝固后,得到特定形状和尺寸的铸件。
其工作原理主要包括以下几个步骤:
1. 融化金属:首先将金属材料(如铝合金、锌合金等)放入电炉或加热炉中进行加热,使其融化成为熔融状态的金属液体。
2. 准备模具:将金属液体倒入一个特定形状的金属模具中。
模具可根据所需铸件的形状和尺寸而定,一般由两个部分组成,分别称为上模和下模。
3. 施加压力:使用一台压力机或压力装置,对金属液体施加高压力,使其充分充填模具中的空腔。
这一步通常被称为注射。
4. 冷却凝固:在金属液体注射入模具后,通过模具内表面的冷却水或其他冷却方式,迅速将金属液体冷却并凝固。
冷却凝固时间取决于所用金属的熔点和冷却方式。
5. 开模和取出铸件:模具在冷却凝固后,打开上模和下模,将已凝固的铸件从模具中取出。
此时,铸件已经具有所需的形状和尺寸。
以上就是压铸颗粒机的工作原理简要描述,通过这些步骤,通过压铸技术可以制造出高精度、高强度的铸件,广泛应用于汽车、航空航天、电子和机械等领域。
一体汽车压铸机工作原理
汽车压铸机是一种专门用来生产汽车零部件的机器设备。
其工作原理可以总结为以下几个步骤:
1. 准备模具:首先,需要根据所需生产的零部件的形状和尺寸来准备相应的模具。
模具通常由两部分组成,每一部分都有一个空腔,形状和尺寸与所需零部件相对应。
2. 充填金属材料:准备好的模具首先通过合适的装置安装在压铸机的工作台上。
然后,金属材料(通常是铝合金或锌合金)通过加热熔化成液态,并被注入到模具的空腔中,以填满整个腔体。
注入的材料通过喷嘴或喷杆等设备进入模具。
3. 施加压力:一旦金属材料填充到模具中,压铸机开始施加高压力以确保金属材料在模具中均匀分布,并填充所有腔体和细部。
4. 冷却:一旦金属材料经过适当的压力处理后,压铸机会停止施加压力,并通过冷却系统来快速冷却模具内的金属材料。
冷却有助于加速材料的固化和收缩,使其保持所需的形状。
5. 松开模具和剪除余料:最后,一旦金属材料完全固化和冷却,压铸机会松开模具,然后将模具从零件上取下。
剩余的金属材料或冲压产生的余料(如类似闪脱)会被剪除或清理掉。
通过以上步骤,汽车压铸机能够高效地生产出具有精确形状和
尺寸的汽车零部件。
这些零部件可以具有复杂的几何形状,同时还能保持较高的强度和耐用性。