纱线捻度的详细知识
- 格式:doc
- 大小:15.50 KB
- 文档页数:1
实验16 纱线的捻度和捻缩测定一、目的要求使用Y311型捻度机,根据退捻加捻法和直接计数法原则测定单纱和股线的捻度和捻缩。
通过试验,熟悉捻度机的结构,掌握操作方法和纱线的捻度、捻系数及捻缩的计算。
二、试验仪器和试样试验仪器为Y311型捻度机,试样为单纱和股线各一种。
三、基本知识纱线捻度是纱线单位长度上的捻回数,用以衡量同一细度纱线的加捻程度。
特数制的纱线,捻度用10cm长度内的捻回数表示:公制支数采用每米长度内的捻回数表示。
试样的实际捻度按下式计算:1、特数制实际捻度Tt:试样捻回数总和Tt= —————————————————×100(捻/10cm)(16-1)试样夹持长度(mm)×试验次数2、公制支数实际捻度Tm:试样捻回数总和Tm= —————————————————×1000(捻/m) (16-2)试样夹持长度(mm)*试验次数纱线加捻方向,分别根据纤维在单纱上或单纱在股线上的倾斜方向不同,分为Z捻和S 捻两种。
如果单纱上的纤维或股线上的单纱,在加捻后由下而上系自右向左倾斜的称为S 捻(顺手捻);而由下向上系自左向右倾斜者为Z捻(反手捻),如图16-1所示。
股线捻向的表示方法是:第一个字母表示单纱捻向,第二个字母表示股线捻向,如ZS表示单纱为Z捻,股线为S捻。
如果股线有复捻,则第三个字母表示复捻的方向,即ZSZ表示单纱Z捻,股线初捻为S,复捻为Z。
加捻的多少,直接影响纱线的物理机械性能和纱线的产量。
一般不影响纱线质量的条件下,降低捻度可以提高生产效率。
捻度的多少,应根据纱线的用途(机织用纱、针织用纱和股线用纱等)而定。
在工厂中捻度实验,各品种、各机台每季度至少轮试一次。
试样应在各机台上随机取得,每台不少于2个纱管,并不得在同一锭带上拔取。
每个纱管取样次数,以及每次试验总数均有国家标准规定,见表16-1和表16-2。
试样退绕时,必须与实际加工退绕方式一致,管纱头端纱线应去掉,各试样之间应有1m以上的随机间隔。
纱线的捻度名词解释一、引言纱线是由纤维经过纺纱加工而成的线状物,被广泛应用于各种纺织品的生产中。
纱线的质量和性能取决于多个因素,其中之一就是纱线的捻度。
本文将对纱线捻度进行详细解释,并介绍其对纱线品质和用途的影响。
二、纱线捻度的定义纱线的捻度是指卷曲在一定长度范围内的纱线扭转数。
一般情况下,捻度是以每单位长度的扭转数表示,比如每英寸或每米的扭转数。
捻度决定了纱线的紧密程度和强度。
三、纱线捻度的分类根据捻度的不同,纱线可以分为三类:低捻纱线、中捻纱线和高捻纱线。
1.低捻纱线低捻纱线的扭转数相对较少,线条较为松散。
这种纱线的优点是柔软舒适,适合制作贴身的内衣、床上用品等纺织品。
低捻纱线通常用于生产轻薄面料或具有舒适触感要求的纺织品。
2.中捻纱线中捻纱线的扭转数介于低捻纱线和高捻纱线之间。
这种纱线的特点是适度的强度和耐磨性,适用于生产常规面料,如衬衫、裤子等。
中捻纱线既能保持纱线纤维的柔软性,又能提供一定的紧密度和强度。
3.高捻纱线高捻纱线的扭转数最多,线条较为紧密。
这种纱线的特点是耐磨性和强度较高,适合制作对强度要求较高的纺织品,如工装、钓鱼线等。
高捻纱线也常用于生产织物的经纬纱,以增强整个织物的抗拉强度。
四、纱线捻度对纺织品的影响纱线捻度对纺织品的品质和用途产生重要影响。
1.柔软舒适度低捻纱线制成的纺织品柔软舒适,适合贴身穿着;而高捻纱线制成的纺织品柔软度较差,耐磨性和结实度较高。
2.强度和耐久性高捻纱线制成的纺织品具有较高的强度和耐久性,适合制作对强度要求较高的纺织品,如户外运动装备。
3.表面光泽纱线的捻度也会影响织物表面的光泽度。
一般来说,纱线捻度越高,织物表面光泽度越好。
4.适用性不同的纱线捻度适用于不同类型的织物和用途。
低捻纱线适用于贴身穿着的内衣、床上用品等;中捻纱线适用于常规面料的制作;高捻纱线适用于对强度要求较高的工装等。
五、纱线捻度选取的原则选择纱线捻度时需要根据纺织品的用途和要求进行综合考虑。
纱线捻度(twist)的详细知识一定义为使纱线具有一定的强力、弹性、伸长、光泽、手感等物理机械性能的纱线,必须通过加捻改变棉纱,由纤维结构来实现纱线加捻,其实就是利用棉纱横截面间产生相对角位移,使原来伸直平行之纤维与纱轴发生倾斜来改变纱线结构,粗条在加捻过程由宽度逐渐收缩,两侧逐渐折迭而卷入纱线条中心,形成加捻三角形,在加捻三角形中,棉条的宽度和截面发生变化,从扁平带状,逐渐成圆柱形的纱。
(1).捻回之定义:纱条绕其轴心旋转360度即为一个捻回。
(2).捻度之定义:纱条在退捻前的规定长度内的捻回数,通常为每英吋之捻回数目( T.P.I )或每公尺之捻回数目( T.P.M )表示。
(3).捻系数定义:是纱线加捻程度的量度,按每单位长度的捻回。
T. M:数乘以纱线密度的平方根计算。
T.M = T.P.I /纱支的平方根T.P.I = T.M x纱支的平方根(4).捻向定义:当纱条处于铅直位置时,组成纱条的单元绕纱条轴心旋转形成的螺旋线的倾斜方向。
(5). S捻定义:纱条中纤维的倾斜方向与字母S中部相一致.为右手方向或顺时针方向之捻回纱。
(6). Z捻定义:纱条中纤维的倾斜方向与字母Z中部相一致,为左手方向或逆时针方向之捻回纱。
二捻度测试捻度通常不是均匀地分配在整根纱上,作测试捻度时要离开一码取样,捻度测试仪有很多种,大致设计都相同,首先把纱线被支撑点左边的钳夹住,然后拉至右边的旋转夹,刻度盘的指针为零度,将纱线夹在旋转夹上,样本纱线约10或20英吋,当旋转夹转动时,捻度被解开,当所有捻度消失时,旋转夹沿同一方向继续旋转直到捻度重新加入,指针向零标志。
转数表记录总转数,总圈数除二,再除样本长度,计算出每英吋捻度。
??三捻度与强力的关系将纱线拉伸到断裂时,发现断裂截面上并不是所有纤维都断裂,而是一部份纤维断裂,另一部份纤维滑脱,且断裂的那部份纤维也不是同时断裂,这种断裂性能和单纱强力与纱的捻度有着密切的关系,随着捻度的增加,纱线强力继续增加,但到一定捻度之后,继续加捻度,强力反而下降,有利方面是捻度增加,纤维间摩擦阻力增加,使在断裂过程中强力的成分增加,不利方面是捻度增加,纤维与纱条轴线的倾角加大纤维强力在纱条轴向能承受的分力降低,而且捻度过大会增加纱条内外纤维应力分布不匀,加剧纤维断裂的不同时性,使强力随捻度增大而增大,两者相等时强力最大,这时捻度为临界捻度,与临界捻度相对应的捻系数称为临界系数.捻度增加,捻回角度增大,光向旁边侧面反射,光泽差、手感差,反之手感软,但捻度过小发生毛羽、手感松,光泽不一定好。
纺织物原料的纱线的捻度相关知识1.引言1.1 概述概述部分的内容可以包括以下内容:概述部分的目的是引导读者了解本文研究的主题——纺织物原料的纱线的捻度相关知识。
在这一部分,我们将简要介绍纺织物原料的纱线捻度的定义和重要性。
通过阅读本文,读者将能够了解捻度对纺织品品质的影响以及如何调整和控制纱线捻度以满足特定的需求。
捻度是指纺织物原料的纱线绕成捻的程度或旋转变化的指标。
纱线的捻度是通过对纱线进行旋转测试来测量的。
纱线捻度的单位通常用t/m(每米拧紧的捻度数)或t/in(每英寸拧紧的捻度数)来表示。
捻度的大小直接影响着纱线的强度、柔软度和外观等性能。
纱线的捻度对纺织品的品质有着重要的影响。
不同纺织品对纱线的捻度要求不同。
对于某些纺织品,适当的高捻度能够增加纱线的强度和耐磨性,使得织物更加坚实耐用;而对于某些纺织品,较低的捻度能够使得织物更柔软,适合制作贴身衣物或舒适度较高的纺织品。
在本文中,我们还将介绍纱线捻度与纺纱工艺、纺织品外观以及纺织品性能之间的关系。
通过了解这些关系,读者将能够更好地理解纱线捻度在纺织品制造过程中的作用,从而为调整和控制纱线捻度提供更多的依据和选择。
总之,本文将全面探讨纺织物原料的纱线的捻度相关知识,包括纺织物原料的选择和处理、纱线的捻度与纺织品品质的关系,以及纱线捻度的调整和控制方法。
通过阅读本文,读者将能够深入了解纺织品制造过程中纱线捻度的重要性,并且能够在实际生产中灵活应用这些知识。
1.2文章结构文章结构是指整篇文章的组织和安排方式,它包括了章节的划分和各个章节之间的关系。
本文的文章结构如下:1. 引言1.1 概述1.2 文章结构1.3 目的2. 正文2.1 纺织物原料的选择和处理2.1.1 纺织物原料的种类和特点2.1.2 纺织物原料的处理方法2.1.3 纺织物原料的质量要求2.2 纱线的捻度与纺织物品质2.2.1 纱线的捻度定义和测量方法2.2.2 纱线捻度对纺织品性能的影响2.2.3 纱线捻度的调整和控制2.3 纱线捻度的相关知识2.3.1 纱线捻度与纺纱工艺的关系2.3.2 纱线捻度与纺织品外观的关系2.3.3 纱线捻度与纺织品性能的关系3. 结论3.1 总结纺织物原料的纱线捻度相关知识3.2 强调纱线捻度对纺织品品质的重要性3.3 提出纱线捻度调整和控制的建议文章结构的设计应该根据内容的逻辑关系和重要性进行合理的安排和组织。
纱线捻度定义:纱线捻度是指为使纱线具有一定的强力、弹性、伸长、光泽、手感等物理机械性能,必须通过加捻改变棉纱,由纤维结构来实现纱线加捻。
捻回之定义:纱条绕其轴心旋转360度即为一个捻回。
捻度之定义:纱条在退捻前/沿一定轴向的规定长度内的捻回数,特克斯制以10cm为单位;公制以1m为单位;英制以1inch为单位。
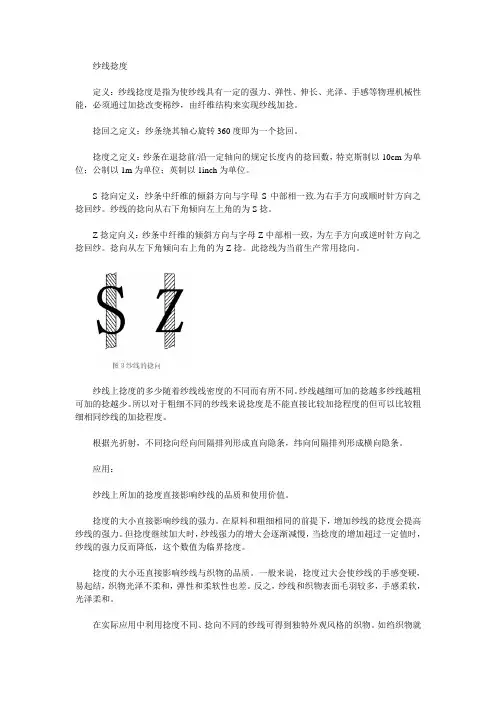
S捻向定义:纱条中纤维的倾斜方向与字母S中部相一致.为右手方向或顺时针方向之捻回纱。
纱线的捻向从右下角倾向左上角的为S捻。
Z捻定向义:纱条中纤维的倾斜方向与字母Z中部相一致,为左手方向或逆时针方向之捻回纱。
捻向从左下角倾向右上角的为Z捻。
此捻线为当前生产常用捻向。
纱线上捻度的多少随着纱线线密度的不同而有所不同。
纱线越细可加的捻越多纱线越粗可加的捻越少。
所以对于粗细不同的纱线来说捻度是不能直接比较加捻程度的但可以比较粗细相同纱线的加捻程度。
根据光折射,不同捻向经向间隔排列形成直向隐条,纬向间隔排列形成横向隐条。
应用:纱线上所加的捻度直接影响纱线的品质和使用价值。
捻度的大小直接影响纱线的强力。
在原料和粗细相同的前提下,增加纱线的捻度会提高纱线的强力。
但捻度继续加大时,纱线强力的增大会逐渐减慢,当捻度的增加超过一定值时,纱线的强力反而降低,这个数值为临界捻度。
捻度的大小还直接影响纱线与织物的品质。
一般来说,捻度过大会使纱线的手感变硬,易起结,织物光泽不柔和,弹性和柔软性也差。
反之,纱线和织物表面毛羽较多,手感柔软,光泽柔和。
在实际应用中利用捻度不同、捻向不同的纱线可得到独特外观风格的织物。
如绉织物就是采用高捻纱,且捻向相反来获得粗、细皱纹效应的如树皮绉、双绉等。
而起绒织物用低捻纱,易起绒,形成手感柔软、光泽柔和的风格。
捻度还影响纱线的直径和比体积,因而也影响着织物的覆盖性能和诸如此类的性质,如保暖性、折皱恢复性、渗透性等。
纱线的捻向在决定斜纹纹路的清晰度方面有一定的意义。
经纬纱捻向相同时,会形成显著的斜纹效果;纱线的捻向与纹路方向相反时,则斜纹纹路更清晰;采用不同捻向的纱线,可使织物表面形成隐条、隐格。
强捻纱捻度纱线是纺织品的原料,其质量的好坏关系到后续的纺织加工以及成品的品质。
其中,纱线的捻度是一个比较重要的参数,对于纱线的强度、弹性、柔软度等方面都有着较大的影响。
在纱线生产过程中,加强强捻和减轻松捻是一项重要的技术。
下面我们就来一探究竟强捻纱捻度。
一、强捻纱的定义强捻纱是指在纤维成纱前或製成纱后,在纺纱机上用较强的力量使纤维深度缠绕以增加纱线的强度和弹性,使其适用于某些特定的纺织加工和成品需求的一种纺织品。
二、强捻纱的优缺点1.强度高:经过强捻后的纱线,与松捻纱线相比,其纤维间扭曲度更大,各细纤维之间的接触面积更大。
因此,强捻纱线在使用中,纤维之间的摩擦力更大,纱线的张力度也随之增大,所以强捻纱的强度要比同规格的松捻纱强。
2.稳定性好:强捻纱线的强度和稳定性都很好,因为其纤维之间的扭曲度更大,各细纤维之间的接触点也更多,纱线的自然卷曲度也较大,因而其稳定性更强。
3.柔软性差:强捻纱线经过强力扭曲,其表面会呈现出小蓬松,硬挺的质感,因此强捻纱的柔软度、手感较差,不宜用于穿着舒适性较高的衣服或用品。
4.回弹性低:强捻纱线在复原力方面不如松捻纱好,在穿着过程中会出现变形、下垂,不易恢复形态。
三、如何捏强纱线1.选择合适的纱线:一般来说,棉、麻、丝、合成纤维等中粗细纤维更适合进行强捻,而细纤维因其强度低,捻力度过大容易断裂,不宜进行强捻。
2.加强模块和滑轮加重:增加机器的捻力度可以使得纱线的强捻度提高。
3.提升钩子转速:钩子的转速越高,纱线的紧密度就越大,强捻效果也会更好。
4.提高纱线的重量:增大纱线的重量可以提高捻力度,并且使得纱线的强度和抗张性更强。
总体来说,强捻纱线可以通过提高捻力度、加重滑轮和提高钩子转速等方法实现。
但是,在捻制过程中要注意纱线的选择和机器的调节以及加强捻度时不要太过,以免影响纱线质量和强捻效果。
四、强捻纱的应用由于强捻纱具有很好的强度和稳定性,是一种性能优异的纺织品,因此其应用范围广泛。
1文章内容由广东大红马纱线提供,专注纱线30年以上的经验,拥有锦纶丝1000色现货,涤纶低弹丝536色现货涤纶大有光536色现货,涤纶缝纫线1800色现货。
纱线捻度的计算公式实际捻度按下式计算:1、特数制实际捻度Tt:试样捻回数总和Tt= —————————————————×100(捻/10cm)(16-1)试样夹持长度(mm)×试验次数2、公制支数实际捻度Tm:试样捻回数总和Tm= —————————————————×1000(捻/m) (16-2)试样夹持长度(mm)*试验次数纺纱工艺流程把棉花纺成纱,一般要经过清花、梳棉、并条、粗纱、细纱等主要工序。
用于高档产品的纱和线还需要增加精梳工序。
生产不同要求的棉纱,要采取不同的加工程序,如纺纯棉纱和涤棉混纺纱,由于使用的原料不同,各种原料所具有的物理性能不同,以及产品质量要求不同,在加工时需采用不同的生产流程。
(一)纯棉纱工艺流程1.普梳纱:清花→梳棉→头并→二并→粗纱→细纱→后加工2.精梳纱:清花→梳棉→预并→条卷→精梳→头并→二并→三并→粗纱→细纱→后加工(二)涤棉混纺纱的工艺流程1.普梳纱:原棉:清花→梳棉→→头并→二并→三并→粗纱→细纱→后加工涤纶:清花→梳棉→2.精梳纱:原棉:清花→梳棉→预并→条卷→精梳→头并→二并→三并→粗纱→细纱→后加工涤纶:清花→梳棉→预并→二、纱线产品分类及品种代号(一)纱线产品的一般分类,见下表。
分类依据分类使用原料的不同纯棉纱线、纯化纤纱线、棉型混纺纱线、毛型混纺纱线纺纱的方法不同环锭纺纱线、气流纺纱线、静电纺纱线等纺纱的工艺不同梳棉纱线、精梳纱线、桃毛纱线加捻方向的不同顺手捻(s捻)、反手捻(z捻)产品用途的不同织布用纱线、针织用纱线、起绒用纱线、绳带用纱线、渔网用纱线、帘子布用纱线(二)纱线粗细程度分类类别号数英制支数粗号纱大于32tex 18支及以下中号纱 20—30tex 19—29支细号纱 9—19tex 30—60支特细号小于9tex 60支以上(三)纱线品种代号,见下表。
北方纤维讲堂——捻度与捻系数一、捻度:纱线单位长度内的捻回数。
1.号数制捻度:T t=10cm的捻回数。
(棉型纱线)2.英支制捻度:T e=1吋的捻回数。
(棉型纱线)3.公制捻度:T m=1m的捻回数。
(精纺毛纱及化纤长丝)另:根据理论计算出的捻度,为计算捻度;在捻度仪上测得的捻度,为实际捻度。
捻度换算:T t=3.937×T e= T m÷10T e=0.254×T t=0.0254×T mT m=10×T t=39.37×T e为了比较不同粗细纱线之间的加捻程度,就引入了捻角的概念二、捻系数:由于加捻的作用,纱的表层纤维对纱轴的倾角称为捻角。
由于捻角测量不便,在实际工作中一般采用捻系数。
1、号数制捻系数αt=号数制捻度T t×;2、英支制捻系数αe=英支制捻度T e÷;3、公制捻系数αm=公制捻度T m÷。
捻系数换算:号数制捻系数αt=95.07×αe=3.162×αm公制捻系数αm=30.25×αe三、影响捻系数的因素:纱线捻系数的大小,主要由原料的性质和纱线的用途决定。
1、原料性质因素:为使纱线获得所需强度,用细而长的纤维纺纱时,捻系数可以低一些,用粗而短的纤维纺纱时,捻系数应当大一些。
2、用途的因素:(1)经纱所需强度较高,捻系数应当较大;(2)薄爽织物的针织外衣织物,要求具有滑、挺、爽的风格和防止起毛起球,捻系数应较大;(3)纬纱及针织用纱,一般要求柔软而扭矩小,捻系数应当小一些;(4)机织和针织起绒织物用小,为利于起绒,捻系数应当小一些。
3、纱的粗细程度:细号或高支纱,捻系数应大一些;而粗号或低支纱,捻系数应小一些。
棉型纱线常用捻系数类别号数或用途捻系数αt经纱纬纱梳棉织布用纱8-11 330-420 300-37012-30 32-192 320-410310-400290-360280-350精梳棉织布用纱4-56-1516-36 330-400320-390310-380300-350290-340280-330梳棉织布针织起绒用纱10-3032-8896-192≤330≤310≤310精梳起绒14-36 ≤310涤棉混纺纱单纱织物用纱股线织物用纱针织内衣用纱经编织物用纱362-410324-362305-334382-400股线捻系数与单纱捻系数的比值:棉型织物用经纱: 1.2~1.4棉型织物用纬纱: 1.0~1.2针织汗布用棉型纱: 1.3~1.4针织棉毛用棉型纱: 0.9~1.1 2016年5月18日。
捻度和捻系数概念全文共四篇示例,供读者参考第一篇示例:捻度和捻系数是纺织工艺中常用的概念,是描述纱线捻度以及纱线间覆盖度的重要参数。
在纺织生产过程中,正确理解和控制捻度和捻系数对于生产高质量的纱线和面料至关重要。
本文将从捻度和捻系数的定义、计算方法、影响因素和调控方法等方面进行详细介绍。
一、捻度概念捻度是指纱线的捻度大小,用以描述纱线内部纤维互相缠绕旋转的程度。
通常情况下,捻度越大,纤维间的螺旋结构越紧密,纱线的强度和弹性也就越高。
捻度的单位通常用“T/m”(每米捻度数)或“TPM”(每英寸捻度数)表示。
在纺纱过程中,纱线的捻度是由纺纱机上的捻度装置控制的。
通过调节捻度装置的张力和速度等参数,可以改变纱线的捻度大小。
不同类型的纺纱机和纱线产品需要的捻度也会有所不同,因此捻度的控制是纺纱过程中的关键一环。
捻度和捻系数是两个相互关联的概念。
通过合理控制捻度和捻系数,可以在一定程度上平衡纱线的强度、均匀度和弹性等性能,提高纱线的质量和使用性能。
三、计算方法1. 捻度的计算方法:捻度的计算公式为:捻度(T/m)= N * TPI * 0.0254N为纱线的捻度系数,TPI为每英寸捻度数。
四、影响因素1. 纱线的纤维长度和粗细:纤维越细,纤维间的叠加度越高,捻度和捻系数也就越大。
2. 纱线的纤维材质和加工方式:不同纤维材质和纺纱方式对捻度和捻系数的影响也不同。
3. 纱线的用途和要求:不同用途的纱线需要的捻度和捻系数也会有所差异,需要根据实际情况进行调整。
五、调控方法捻度和捻系数是纺织工艺中的重要参数,对纱线的质量和性能有着重要影响。
通过正确理解和控制捻度和捻系数,可以提高纺织品的生产效率和产品质量,满足市场的需求。
希望本文对于读者对捻度和捻系数的理解和应用能有所帮助。
第二篇示例:捻度和捻系数是纺织工艺中常用的概念,用于描述纤维或纱线在纺纱、捻合等工艺过程中的物理性能。
捻度是指纱线或纤维在单位长度内的捻合数,一般用单位长度内的捻合次数来表示,常用的单位有每米捻合数(TPI)或每英寸捻合数(TPI)。
纱线的捻度与加捻程度纱线是由纺织纤维制成的细而柔软的连续长条,包括单纱和股线。
纱线的形成涉及到加捻的过程,而加捻程度直接影响纱线的物理性质。
下面将详细介绍纱线的捻度及其影响因素。
1. 单纱和股线单纱单纱是由短纤维通过纺纱加工制成的,使纤维沿轴向排列并通过加捻而形成。
加捻是通过将纤维进行轴向扭转,形成一个螺旋线捻回的过程。
股线股线是由两根或两根以上的单纱合并加捻制成,具有比单纱更好的强力和耐磨性。
股线的加捻形成了一个紧密的结构,提高了纱线的质量。
2. 加捻的原理加捻是通过夹住纱线的一端,回转另一端来形成的。
这一过程使得纤维发生捻转变形,纱条紧密抱合,改变了纤维集体的结构形态和机械物理性质。
加捻的多少及方向影响着纱线的手感、外观和内在质量。
3. 捻向/捻度捻向捻向表示加捻后,单纱中的纤维或股线中单纱的倾斜方向。
捻向有Z捻和S 捻两种,分别表示顺手捻和反手捻。
捻度捻度是纱线单位长度内的捻回数。
通过纱线的两个截面产生一个360°的角位移形成一个捻回。
棉型纱线采用10 cm纱线长度内的捻回数表示,而精梳毛纱和化纤长丝采用每米内的捻回数表示。
4. 捻度的测量方法直接计数法在一定张力下,夹住纱线两端,一端固定,另一端按退捻方向回转,测量退捻和反向加捻后回复到起始长度时的捻回数。
退捻加捻法在一定张力下,夹住纱线两端,一端固定,另一端按退捻方向绕轴向回转,测量经退捻和反向加捻后回复到起始长度时的捻回数。
5. 捻系数捻度不能直接比较不同粗细纱线的加捻程度,因此常用捻系数来表示纱线的加捻程度。
捻系数是结合线密度表示纱线加捻程度的相对数值,可用于比较不同粗细纱线的加捻程度。
捻系数的值越大,加捻程度越大。
6. 捻缩率捻缩率是指纱线经过加捻后,由于纤维倾斜导致的纱条长度缩短的百分比。
捻缩率的大小与纺纱张力、车间温湿度、纱的粗细等因素有关,影响纱线的线密度和捻度。
在纱线生产和纺织工艺设计中,捻度和捻系数的合理选择对于获得理想的纱线质量至关重要。
纱线的捻度-回复纱线的捻度是指纱线在纺纱过程中捻合的紧密程度。
纺纱工艺中的一项重要参数,捻度决定了纱线的质量、强度和出线效果。
下面将一步一步回答关于纱线捻度的问题,从纺纱原理、捻度的计算方法、不同捻度的纱线特性以及选择适合捻度的纱线等方面进行探讨。
首先,我们来了解一下纺纱的原理。
纺纱是把纤维进行拉伸并使其旋转,在纤维间形成捻合,将其组成连续的纱线。
拉伸和旋转是纺纱中必不可少的操作,而捻合则是纱线形成的关键步骤之一。
接下来,我们来了解捻度的计算方法。
捻度通常用每英寸纺合纱线的捻数(TPM)来表示,即一长英寸(1/360码)上捻合的圈数。
捻度的计算需要考虑到纱线的细度、纤维原料和工艺参数等因素。
一般来说,纱线的捻度越高,纱线的强度和紧密度就越大。
不同捻度的纱线具有不同的特性。
低捻度的纱线柔软且富有弹性,适用于制作需要垂坠效果的贴身衣物或装饰品,如蕾丝和薄纱。
中等捻度的纱线在柔软度和强度之间取得了平衡,适合用于制作普通服装和日用纺织品。
高捻度的纱线具有较高的强度和耐磨性,适用于需要耐久性和结实度的纺织品,如牛仔裤和户外用品。
选择适合的捻度对于纺织品的质量至关重要。
不同类型的纺织品对纱线的捻度有不同的要求。
例如,对于柔软舒适的衬衫面料,选择较低的捻度纱线可以提供柔软的触感和良好的透气性。
而对于粗线织物,如外套或厚重衣物,较高的捻度可以提供更好的坚固性和耐用性。
此外,需要根据纺织品的织法和用途来选择适当的捻度。
比如,对于丝绸纺织品,一般选择较低的捻度,以保持其柔软和光泽的特性。
而对于针织衫这样的弹性面料,通常选择中等捻度的纱线,以确保织物的伸缩性和弹力。
总之,纱线的捻度在纺纱工艺中起着至关重要的作用。
不同捻度的纱线具有不同的特性和适用范围,选择适合的捻度可以在纺织品制作过程中提供更好的效果和质量。
在选择和应用纱线捻度时,应考虑纤维原料、纺纱工艺以及纺织品的织法和用途等因素,以确保所选纱线满足所需的要求。
纱线加捻指标及其计算-捻度和捻回角如果纤维须条的一端被控持住,另一端绕自身轴线回转,即可形成纱线,这一过程,称为加捻。
对短纤维纱来说,加捻是纱线获得强力及其他特性的必要手段。
对长丝纱和服线来说,加捻可形成一个不易被横向外力所破坏的紧密结构。
加捻还可形成变形丝及花式线。
加捻的多少及加捻方向不仅影响织物的手感和外观,还影响织物的内在质量。
表示纱线加捻程度的指标有捻度、捻回角、捻幅和捻系数。
表示加捻方向的指标是捻向。
(一)捻度单位长度的纱线所具有的捻回数称为捻度。
纱线的两个截面产生一个360°的角位移,称为一个捻回,即通常所说的转一圈。
捻度的单位随纱线的线密度不同而不同,特克斯制捻度Ttex的单位为捻/10cm,通常习惯用于棉型纱线;公制支数制捻度Tm的单位为捻/m,通常用来表示精梳毛纱及化学纤维长丝的加捻程度。
粗梳毛纱的加捻程度既可用特克斯制捻度,也可用公制支数制捻度来表示。
英制文数制捻度Te的单位为捻/英寸。
(二)捻回角加捻前,纱线中纤维相互平行,加捻后,纤维发生了倾斜。
纱线加捻程度越大,纤维倾斜就越大,因此,可以用纤维在纱线中倾斜角——捻回角β来表示加捻程度。
捻回角β是指表层纤维与纱轴的夹角,如图2—10所示,由式(2—15)计算。
捻回角β可用来表示不同粗细纱线的加捻程度。
两根捻度相同的纱线,由于粗细不同,加捻程度是不同的,粗的纤维加捻程度较大,捻回角β亦较大。
捻回角直接测量需用显微镜,使用目镜相物镜测微尺来测量,既不方便又不易测难确,所以实际中需要时用式(2—15)计算。
下载大耀纱布商城app,买纱购布一步到位。
纱线捻度(twist)的详细知识一定义为使纱线具有一定的强力、弹性、伸长、光泽、手感等物理机械性能的纱线,必须通过加捻改变棉纱,由纤维结构来实现纱线加捻,其实就是利用棉纱横截面间产生相对角位移,使原来伸直平行之纤维与纱轴发生倾斜来改变纱线结构,粗条在加捻过程由宽度逐渐收缩,两侧逐渐折迭而卷入纱线条中心,形成加捻三角形,在加捻三角形中,棉条的宽度和截面发生变化,从扁平带状,逐渐成圆柱形的纱。
(1).捻回之定义:纱条绕其轴心旋转360度即为一个捻回。
(2).捻度之定义:纱条在退捻前的规定长度内的捻回数,通常为每英寸之捻回数目( T.P.I )或每公尺之捻回数目( T.P.M )表示。
(3).捻系数定义:是纱线加捻程度的量度,按每单位长度的捻回。
T. M:数乘以纱线密度的平方根计算。
T.M = T.P.I /纱支的平方根T.P.I = T.M x纱支的平方根(4).捻向定义:当纱条处于铅直位置时,组成纱条的单元绕纱条轴心旋转形成的螺旋线的倾斜方向。
(5). S捻定义:纱条中纤维的倾斜方向与字母S中部相一致.为右手方向或顺时针方向之捻回纱。
(6). Z捻定义:纱条中纤维的倾斜方向与字母Z中部相一致,为左手方向或逆时针方向之捻回纱。
二捻度测试???????捻度通常不是均匀地分配在整根纱上,作测试捻度时要离开一码取样,捻度测试仪有很多种,大致设计都相同,首先把纱线被支撑点左边的钳夹住,然后拉至右边的旋转夹,刻度盘的指针为零度,将纱线夹在旋转夹上,样本纱线约10或20英寸,当旋转夹转动时,捻度被解开,当所有捻度消失时,旋转夹沿同一方向继续旋转直到捻度重新加入,指针向零标志。
转数表记录总转数,总圈数除二,再???????将纱线拉伸到断裂时,发现断裂截面上并不是所有纤维都断裂,而是一部份纤维断裂,另一部份纤维滑脱,且断裂的那部份纤维也不是同时断裂,这种断裂性能和单纱强力与纱的捻度有着密切的关系,随着捻度的增加,纱线强力继续增加,但到一定捻度之后,继续加捻度,强力反而下降,有利方面是捻度增加,纤维间摩擦阻力增加,使在断裂过程中强力的成分增加,不利方面是捻度增加,纤维与纱条轴线的倾角加大纤维强力在纱条轴向能承受的分力降低,而且捻度过大会增加纱条内外纤维应力分布不匀,加剧纤维断裂的不同时性,使强力随捻度增大而增大,两者相等时强力最大,这时捻度为临界捻度,与临界捻度相对应的捻系数称为临界系数.捻度增加,捻回角度增大,光向旁边侧面反射,光泽差、手感差,反之手感软,但捻度过小发生毛羽、手感松,光泽不一定好。
纱线捻度捻向确定办法一、捻度、捻向概念1.捻度单位长度内的平均加捻程度,用每米内的捻回数来表示。
2.捻系数为了比较不同细度纱线的加捻程度,常用捻系数表示。
采用公制支数时:捻度(捻数/m)=捻系数×√N m式中:N m---纱线的公制支数。
3.捻向加捻的方向,有Z捻与S捻两种。
一般单纱用Z捻,股线用S捻。
(1)并线加捻表示法并线加捻表示法建议用:“·”表示并线,“/”表示加捻,“Z”、“S”表示捻向,“()”表示一个单元,其他纱线用名称标出。
如“棉”表示棉纱,“粘丝”表示粘胶人造丝等。
必要时可在捻向后加注捻度。
示例见表7-5。
表7-5 并线加捻表示法织物中经、纬纱捻向的配合有四种,即Z捻经纱与Z捻纬纱、S捻经纱与S捻纬纱、Z捻经纱与S捻纬纱、S捻经纱与Z捻纬纱的不同捻向配合。
当采用不同捻向的经纬纱进行交织时,即Z捻经纱与S捻纬纱或S捻经纱与Z捻纬纱交织的接触处纤维相互交叉,因此经纬纱间的缠合性差,容易滑移。
这种捻向的织物其组织点因屈曲大而突出,纹路清晰,手感较松厚而柔软。
用织物厚度计测量时,其厚度比经纬同捻向的要厚。
在印染过程中,利于吸色,染色均匀。
但织物从织布机上落下后张力减少,由于纱线有退捻的趋势,所以易产生卷布现象,对于稀薄织物,这种情况较明显。
当经纬纱捻向相同时,即Z捻经纱与Z捻纬纱或S捻经纱与S捻纬纱进行交织时,织物手感和染色效果等与上述情况相反。
(3)在斜纹织物中,纱线的捻向与织物的纹路关系①纱线表面纤维的排列情况,会影响纱线的反光效果。
浮在织物表面的每一纱(丝)线段上,在光线照射下,在一定区域上能够看到纤维的反光,各根纤维的反光部分排成带状,即为“反光带”。
由纤维反光构成的反光带的倾斜方向与纱(丝)线捻向相反,即光带倾斜方向与纤维斜向相交。
②斜纹织物中纱线捻向与织物的纹路清晰关系,见下表。
表7-6 纱线捻向和织物斜纹方向的配合(4)股线的捻度与织物的织造和织物的厚度关系,见下表。
1文章内容由广东大红马纱线提供,专注纱线30年以上的经验,拥有锦纶丝1000色现货,涤纶低弹丝536色现货涤纶大有光536色现货,涤纶缝纫线1800色现货。
纱线捻度的计算公式实际捻度按下式计算:1、特数制实际捻度Tt:试样捻回数总和Tt= —————————————————×100(捻/10cm)(16-1)试样夹持长度(mm)×试验次数2、公制支数实际捻度Tm:试样捻回数总和Tm= —————————————————×1000(捻/m) (16-2)试样夹持长度(mm)*试验次数纺纱工艺流程把棉花纺成纱,一般要经过清花、梳棉、并条、粗纱、细纱等主要工序。
用于高档产品的纱和线还需要增加精梳工序。
生产不同要求的棉纱,要采取不同的加工程序,如纺纯棉纱和涤棉混纺纱,由于使用的原料不同,各种原料所具有的物理性能不同,以及产品质量要求不同,在加工时需采用不同的生产流程。
(一)纯棉纱工艺流程1.普梳纱:清花→梳棉→头并→二并→粗纱→细纱→后加工2.精梳纱:清花→梳棉→预并→条卷→精梳→头并→二并→三并→粗纱→细纱→后加工(二)涤棉混纺纱的工艺流程1.普梳纱:原棉:清花→梳棉→→头并→二并→三并→粗纱→细纱→后加工涤纶:清花→梳棉→2.精梳纱:原棉:清花→梳棉→预并→条卷→精梳→头并→二并→三并→粗纱→细纱→后加工涤纶:清花→梳棉→预并→二、纱线产品分类及品种代号(一)纱线产品的一般分类,见下表。
分类依据分类使用原料的不同纯棉纱线、纯化纤纱线、棉型混纺纱线、毛型混纺纱线纺纱的方法不同环锭纺纱线、气流纺纱线、静电纺纱线等纺纱的工艺不同梳棉纱线、精梳纱线、桃毛纱线加捻方向的不同顺手捻(s捻)、反手捻(z捻)产品用途的不同织布用纱线、针织用纱线、起绒用纱线、绳带用纱线、渔网用纱线、帘子布用纱线(二)纱线粗细程度分类类别号数英制支数粗号纱大于32tex 18支及以下中号纱 20—30tex 19—29支细号纱 9—19tex 30—60支特细号小于9tex 60支以上(三)纱线品种代号,见下表。
精心整理纱线捻度(twist)的详细知识
一定义
为使纱线具有一定的强力、弹性、伸长、光泽、手感等物理机械性能的纱线,必须通过加捻改变棉纱,由纤维结构来实现纱线加捻,其实就是利用棉纱横截面间产生相对角位移,使原来伸直平行之纤维与纱轴发生倾斜来改变纱线结构,粗条在加捻过程由宽度逐渐收缩,两侧逐渐折迭而卷入纱线条中心,形成加捻三角形,在加捻三角形中,棉条的宽度和截面发生变化,从扁平带状,逐渐成圆柱形的纱。
(1).捻回之定义:纱条绕其轴心旋转360度即为一个捻回。
(2).捻度之定义:纱条在退捻前的规定长度内的捻回数,通常为每英吋之捻回数目(T.P.I)或每公尺之
捻回数目(T.P.M)表示。
(3).
T.M:
(4).
(5).S
(6).Z
??
维滑脱,,增加,
匀,,感差,
定,
花,,
,
下降,
常用捻系数,梳织经纱较高,而针织一般较低,约3.5-3.6。
因纱线之用途各异,有不同之捻
系数纱线产品,按日本纺织计算数据,分为:普通捻=4.0(捻系数),松捻=3.4(捻系数),特别松捻=1.32-2.8(捻系数),强捻=5.0-5.4(捻系数),特别强捻=5.0-6.5(捻系数)。
高捻纱一般要经过蒸纱工序才能编织用,有时更需加装解扭器才能编织。