纱线强力与捻度的关系
- 格式:docx
- 大小:36.85 KB
- 文档页数:1
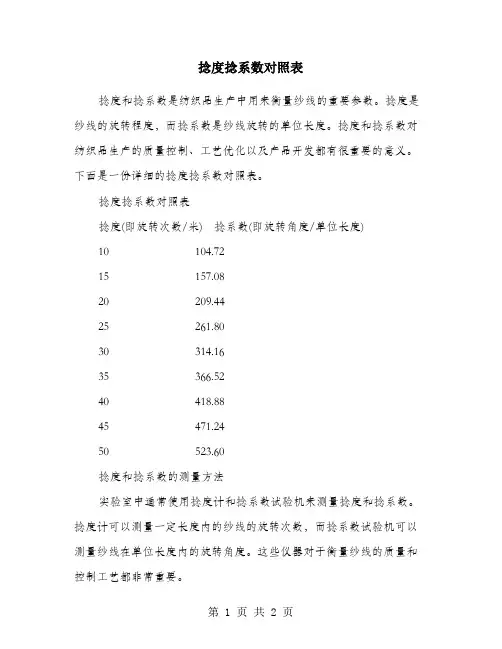
捻度捻系数对照表捻度和捻系数是纺织品生产中用来衡量纱线的重要参数。
捻度是纱线的旋转程度,而捻系数是纱线旋转的单位长度。
捻度和捻系数对纺织品生产的质量控制、工艺优化以及产品开发都有很重要的意义。
下面是一份详细的捻度捻系数对照表。
捻度捻系数对照表捻度(即旋转次数/米) 捻系数(即旋转角度/单位长度)10 104.7215 157.0820 209.4425 261.8030 314.1635 366.5240 418.8845 471.2450 523.60捻度和捻系数的测量方法实验室中通常使用捻度计和捻系数试验机来测量捻度和捻系数。
捻度计可以测量一定长度内的纱线的旋转次数,而捻系数试验机可以测量纱线在单位长度内的旋转角度。
这些仪器对于衡量纱线的质量和控制工艺都非常重要。
捻度对生产的影响捻度对于纱线的牢度和强度有很大的影响。
对于相同的纺纱方法和纱线质量,较高的捻度将导致更强的纱线,因为它会增加纱线的紧密度和内在的摩擦力。
此外,高捻度的纱线可以更好地抗拉伸和抗磨损,适用于制作长时间使用的织物。
捻系数对生产的影响捻系数对于纱线的柔软度和耐用性有很大的影响。
较低的捻系数将导致更柔软的纱线,适用于制作柔软的织物,如T恤和衬衫。
然而,低捻系数的纱线容易张开,不耐磨损,因此不适用于制作强度和耐久性要求较高的织物。
结论综上所述,捻度和捻系数是纺织品生产中必要的参数。
纱线的捻度和捻系数会根据生产的要求不同而有所变化。
纺织品生产过程中控制捻度和捻系数可以帮助保证纱线的质量和生产工艺的稳定性。
捻度捻系数表提供了一个便于查找和比较纱线参数的工具,可以帮助纺织厂制定更优秀的生产方案。
纱线捻度(twist)的详细知识一定义为使纱线具有一定的强力、弹性、伸长、光泽、手感等物理机械性能的纱线,必须通过加捻改变棉纱,由纤维结构来实现纱线加捻,其实就是利用棉纱横截面间产生相对角位移,使原来伸直平行之纤维与纱轴发生倾斜来改变纱线结构,粗条在加捻过程由宽度逐渐收缩,两侧逐渐折迭而卷入纱线条中心,形成加捻三角形,在加捻三角形中,棉条的宽度和截面发生变化,从扁平带状,逐渐成圆柱形的纱。
(1).捻回之定义:纱条绕其轴心旋转360度即为一个捻回。
(2).捻度之定义:纱条在退捻前的规定长度内的捻回数,通常为每英吋之捻回数目( T.P.I )或每公尺之捻回数目( T.P.M )表示。
(3).捻系数定义:是纱线加捻程度的量度,按每单位长度的捻回。
T. M:数乘以纱线密度的平方根计算。
T.M = T.P.I /纱支的平方根T.P.I = T.M x纱支的平方根(4).捻向定义:当纱条处于铅直位置时,组成纱条的单元绕纱条轴心旋转形成的螺旋线的倾斜方向。
(5). S捻定义:纱条中纤维的倾斜方向与字母S中部相一致.为右手方向或顺时针方向之捻回纱。
(6). Z捻定义:纱条中纤维的倾斜方向与字母Z中部相一致,为左手方向或逆时针方向之捻回纱。
二捻度测试捻度通常不是均匀地分配在整根纱上,作测试捻度时要离开一码取样,捻度测试仪有很多种,大致设计都相同,首先把纱线被支撑点左边的钳夹住,然后拉至右边的旋转夹,刻度盘的指针为零度,将纱线夹在旋转夹上,样本纱线约10或20英吋,当旋转夹转动时,捻度被解开,当所有捻度消失时,旋转夹沿同一方向继续旋转直到捻度重新加入,指针向零标志。
转数表记录总转数,总圈数除二,再除样本长度,计算出每英吋捻度。
??三捻度与强力的关系将纱线拉伸到断裂时,发现断裂截面上并不是所有纤维都断裂,而是一部份纤维断裂,另一部份纤维滑脱,且断裂的那部份纤维也不是同时断裂,这种断裂性能和单纱强力与纱的捻度有着密切的关系,随着捻度的增加,纱线强力继续增加,但到一定捻度之后,继续加捻度,强力反而下降,有利方面是捻度增加,纤维间摩擦阻力增加,使在断裂过程中强力的成分增加,不利方面是捻度增加,纤维与纱条轴线的倾角加大纤维强力在纱条轴向能承受的分力降低,而且捻度过大会增加纱条内外纤维应力分布不匀,加剧纤维断裂的不同时性,使强力随捻度增大而增大,两者相等时强力最大,这时捻度为临界捻度,与临界捻度相对应的捻系数称为临界系数.捻度增加,捻回角度增大,光向旁边侧面反射,光泽差、手感差,反之手感软,但捻度过小发生毛羽、手感松,光泽不一定好。


纱线捻度单位纱线捻度单位可以帮助我们对纱线进行精确的测量,这种单位可以提供评价纱线强度和结构特性所需的严格标准。
纱线捻度测量是检查纱线质量的一个重要标准。
因此,它在纺织和缝纫以及服装制造等行业中都被广泛使用。
纱线捻度的度量单位通常以“捻”为单位,其单位是每米纱线对抗张力的力量。
捻是一个相对的单位,因为它是用来测量同一纱线的强度不同的原材料的强度的比率。
然而,它可以用来评估不同纱线的强度比率。
捻度的数值越高,则表明纱线越硬,耐拉力也就越强。
而纱线捻度越低,则表明纱线越软,也表明耐拉力越弱。
捻度单位是以“捻/米”为标准,即每米纱线所承受的最小张力是多少。
它以某种材料为标准,以衡量其他相同类型材料的强度,从而更好地了解其能力。
因此,测量捻度单位可以更好地评估纱线的质量和性能。
捻度的测量和测量方法十分重要,因为它会影响测量出来的数据的准确性。
纱线捻度测量的仪器分为纱线捻度计和捻度测定机。
在纱线捻度计中,有一个拨轮,可以用来调节测量绳的张力,以达到理想的捻度比值。
测定机是使用油缸、活塞等组件来测量纱线的捻度的设备,并可以准确测量出纱线的捻度值。
纱线捻度是纱线质量计量的重要标准,对于纱线的面料品质有着重要的影响。
它的正确使用可以确保质量的高标准,并可以提供有效的面料测试,以便确保纱线的质量。
因此,使用纱线捻度单位可以提高制造和加工优质面料的效率,改善整体的制造工艺,为服装制造行业带来更大的收益。
通过以上介绍,我们可以清楚地了解纱线捻度单位的重要性及其正确使用的方法。
它可以帮助我们准确评估纱线质量,从而为纺织、缝纫、服装制造等行业带来更多的便利。
什么是捻度,纱线的捻度和捻向加捻是使纱条的两个截面产生相对回转,这时纱条中原来平行于纱轴的纤维倾斜成螺旋线。
对短纤维来说,加捻主要是为了提高纱线的强度。
而长丝的加捻既可以提高纱线的强度,又可产生某种效应。
纱线加捻的多少以及纱线在织物中的捻向与捻度的配合,对产品的外观和性能都有较大的影响。
加捻性质的指标有:表示加捻程度的捻度、捻系数及表示加捻方向的捻向。
捻度纱丝加捻角扭转一圈为一个捻回。
纱线单位长度内的捻回数称捻度。
我国棉型纱线采用特数制捻度,即用10 cm纱线长度内的捻回数表示;精梳毛纱和化纤长丝则采用公制支数制捻度,即以每米内的捻回数表示;此外,还有以每英寸内捻回数表示的英制支数制捻度。
捻系数捻度不能用来比较不同粗细纱线的加捻程度,因为相同捻度,粗的纱条其纤维的倾斜程度大于细的纱条。
在实际生产中,常用捻系数来表示纱线的加捻程度。
捻系数是结合线密度表示纱线加捻程度的相对数值,可用于比较不同粗细纱线的加捻程度。
捻系数可根据纱线的捻度和纱线的线密度计算而得到的。
捻向捻向是指纱线加捻后,单纱中的纤维或股线中单纱呈现的倾斜方向。
它分Z捻和S捻两种。
加捻后,纱丝的捻向从右下角倾向左上角,倾斜方向与“S”的中部相一致的称S捻或顺手捻;纱线的捻向从左下角倾向右上角,倾斜方向与“Z”的中部相一致的称Z捻或反手捻。
一般单纱常采用Z捻,股线采用S捻。
股线的捻向按先后加捻的捻向来表示。
例如,单纱为Z捻、初捻为S 捻、复捻为Z捻的股线,其捻向以ZSZ表示。
纱线的捻向对织物的外观和手感影响很大,利用经纬纱的捻向与织物组织相配合,可织出外观、手感等风格各异的织物。
任务8、纱线捻度对纱线性能的影响1、加捻对纱线长度的影响加捻后,纤维倾斜,纤维沿纱轴上的投影长度变短,使纱的长度缩短,这种因加捻引起纱线长度的缩短称为捻缩。
捻缩影响成纱的实际特数和实际捻度,在工艺设计中必须考虑捻缩。
捻缩大小用捻缩率μ表示,对单纱指加捻前后纱条长度的差值占加捻前原长的百分率;对股线以加捻后股线的长度与加捻前单纱的长度来计算。
μ=O L L L 10-⨯100% 式中:Lo---加捻前的纱条长度;L1---加捻后的纱条长度单纱的捻缩率随捻系数的增大而增大。
股线的捻缩率与股线、单纱捻向关系有关。
当股线捻向与单纱捻向相同,加捻后长度缩短,捻缩率为正值,且捻缩率随捻系数的增加而增大。
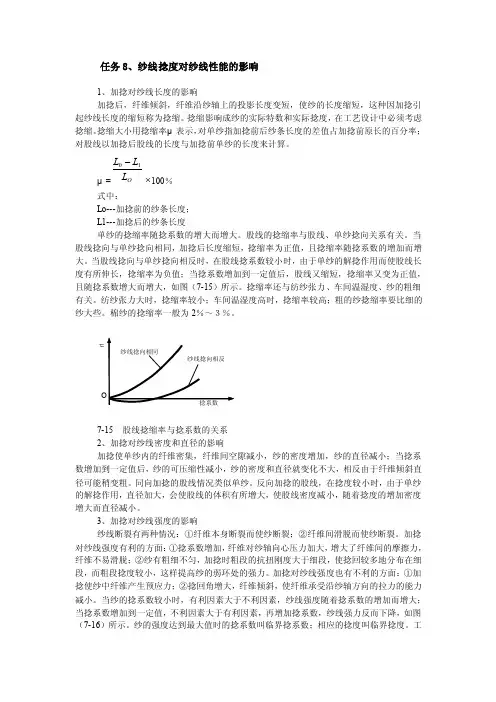
当股线捻向与单纱捻向相反时,在股线捻系数较小时,由于单纱的解捻作用而使股线长度有所伸长,捻缩率为负值;当捻系数增加到一定值后,股线又缩短,捻缩率又变为正值,且随捻系数增大而增大,如图(7-15)所示。
捻缩率还与纺纱张力、车间温湿度、纱的粗细有关。
纺纱张力大时,捻缩率较小;车间温湿度高时,捻缩率较高;粗的纱捻缩率要比细的纱大些。
棉纱的捻缩率一般为2%~3%。
7-15 股线捻缩率与捻系数的关系2、加捻对纱线密度和直径的影响加捻使单纱内的纤维密集,纤维间空隙减小,纱的密度增加,纱的直径减小;当捻系数增加到一定值后,纱的可压缩性减小,纱的密度和直径就变化不大,相反由于纤维倾斜直径可能稍变粗。
同向加捻的股线情况类似单纱。
反向加捻的股线,在捻度较小时,由于单纱的解捻作用,直径加大,会使股线的体积有所增大,使股线密度减小,随着捻度的增加密度增大而直径减小。
3、加捻对纱线强度的影响纱线断裂有两种情况:①纤维本身断裂而使纱断裂;②纤维间滑脱而使纱断裂。
加捻对纱线强度有利的方面:①捻系数增加,纤维对纱轴向心压力加大,增大了纤维间的摩擦力,纤维不易滑脱;②纱有粗细不匀,加捻时粗段的抗扭刚度大于细段,使捻回较多地分布在细段,而粗段捻度较小,这样提高纱的弱环处的强力。
纱线强力与捻度的关系
纱线的强力和捻度之间存在着密切的关系。
强力是指纱线在拉伸过程中所能承受的最大力量,而捻度则是指纱线中相邻纤维或纱线之间的扭转程度。
一般来说,纱线的强力和捻度成正比关系,也就是说,随着纱线的捻度增加,其强力也会相应地增加。
这是因为捻度的增加会使纤维之间的摩擦力增大,从而加强纱线的结构稳定性和抗拉强度。
然而,当纱线的捻度过高时,其强力反而会下降。
这是因为过高的捻度会使纤维之间的摩擦力达到极限,导致纤维之间的结合力变弱,同时也会使纱线的柔软度下降,影响其使用效果。
因此,在纱线生产过程中,需要根据具体需要调整捻度的大小,以达到最佳的强力和柔软度等性能。
同时,也需要注意不要将捻度调节过高,以免影响纱线的品质和使用效果。
- 1 -。
成纱强力的影响要素及改良举措要使织物拥有必定的强力和坚牢度,一定使纱线拥有必定的强力,纱线强力是评论纱线质量的重要指标。
表示纱线强力的指标可分为绝对强力和相对强力两大类。
绝对强力是指纱线受外力直接拉伸到断裂时所需要的力,也叫断裂强力。
用牛顿(N)或厘牛(CN)表示..。
纱线断裂的原由:纱线断裂是由一部分纤维断裂、一部分纤维滑脱。
也就是断面纤维滑脱根数减少、断面处单根纤维强力低、不匀率大;纱中纤维之所以滑脱,主假如因为纤维长度短、短绒齐集,纤维卷曲少、纤维柔度差、纤维之间抱协力差。
影响成纱的强力要素:1原料性能、如长度、的线密度、断裂长度等;2、纺纱工艺过程对影响性能影响程度;3、成纱构造,如纤维的挺直平行及在纱线的摆列散布状况,纱线的捻度大小等;4、成纱均匀度,如重量不匀率和条干不匀率以及捻度不匀率等。
因为断裂老是在最纤弱处发生。
提升成纱强力主要应从合理选择原料、减少混淆差别、提升前纺半制质量量、改良半制品与成纱构造、提升细纱条干以及合理选择捻系数等方面着手。
纱线强力也是一个系统工程,重要的是解决强力衰环。
解决强力衰环,看拟简单,实质是比较难做到的一件事。
涵盖方面太广。
一句话:细节决定成败!1/7原纱的强力特点包含均匀强力、强力不匀率、均匀伸长及伸长不匀率。
一般经纱均匀强力在15cN/tex,强力CV%在9%~10%左右,纬纱均匀强力12cN/tex,强力CV%9%~10%左右。
均匀断裂伸长,一般都控制在2%之内。
喷气织机停台的重要强力指标是强力衰环即最低强力,一般以为纱线细度仅为正常纱的40%时,这类细节弱环必定惹起断头,造成停台,假如强力衰环在4cN/tex,伸长率低于2%,必定会造成断头。
其强力衰环除了细节疵点占61%之外,其余弱捻、接头不良,含杂粗节等也会造成经纬间停台,约占39%。
原纱上的细节主要有三类:一种短绒细节,一种是粗细节结头处,另一种长细节或多个短细节连在一起的都会惹起断头。
捻度和捻系数概念全文共四篇示例,供读者参考第一篇示例:捻度和捻系数是纺织工艺中常用的概念,是描述纱线捻度以及纱线间覆盖度的重要参数。
在纺织生产过程中,正确理解和控制捻度和捻系数对于生产高质量的纱线和面料至关重要。
本文将从捻度和捻系数的定义、计算方法、影响因素和调控方法等方面进行详细介绍。
一、捻度概念捻度是指纱线的捻度大小,用以描述纱线内部纤维互相缠绕旋转的程度。
通常情况下,捻度越大,纤维间的螺旋结构越紧密,纱线的强度和弹性也就越高。
捻度的单位通常用“T/m”(每米捻度数)或“TPM”(每英寸捻度数)表示。
在纺纱过程中,纱线的捻度是由纺纱机上的捻度装置控制的。
通过调节捻度装置的张力和速度等参数,可以改变纱线的捻度大小。
不同类型的纺纱机和纱线产品需要的捻度也会有所不同,因此捻度的控制是纺纱过程中的关键一环。
捻度和捻系数是两个相互关联的概念。
通过合理控制捻度和捻系数,可以在一定程度上平衡纱线的强度、均匀度和弹性等性能,提高纱线的质量和使用性能。
三、计算方法1. 捻度的计算方法:捻度的计算公式为:捻度(T/m)= N * TPI * 0.0254N为纱线的捻度系数,TPI为每英寸捻度数。
四、影响因素1. 纱线的纤维长度和粗细:纤维越细,纤维间的叠加度越高,捻度和捻系数也就越大。
2. 纱线的纤维材质和加工方式:不同纤维材质和纺纱方式对捻度和捻系数的影响也不同。
3. 纱线的用途和要求:不同用途的纱线需要的捻度和捻系数也会有所差异,需要根据实际情况进行调整。
五、调控方法捻度和捻系数是纺织工艺中的重要参数,对纱线的质量和性能有着重要影响。
通过正确理解和控制捻度和捻系数,可以提高纺织品的生产效率和产品质量,满足市场的需求。
希望本文对于读者对捻度和捻系数的理解和应用能有所帮助。
第二篇示例:捻度和捻系数是纺织工艺中常用的概念,用于描述纤维或纱线在纺纱、捻合等工艺过程中的物理性能。
捻度是指纱线或纤维在单位长度内的捻合数,一般用单位长度内的捻合次数来表示,常用的单位有每米捻合数(TPI)或每英寸捻合数(TPI)。
涤纶缝纫线详解,涤纶缝纫线的基础知识[日期:2011-10-24 23:44:34] 来源:本站原创作者:佚名点击:10涤纶缝纫线详解,涤纶缝纫线的基础知识缝纫线用于缝合各种鞋,箱包,玩具,服装面料及其它辅料材料,具有实用与装饰双重功能。
缝线质量的好坏,不仅影响缝纫效果及加工成本,也影响成品外观质量。
从事服装行业的人就必须了解缝线形成的一般概念、捻度、捻度与强力的关系、缝线分类、特点与主要用途、缝线的选用等方面的知识,以下作简单介绍!一、线的概念普梳(粗梳)是指只进行一端梳理而纺织的纱线。
精梳是指用精梳机对纤维两端进行梳理的纱线,杂质已清除,纤维更顺直。
混纺是指两种或两种以上不同性质的纤维混合在一起的纱线。
单纱是指细纱机上直接形成的,一经退捻即会散开,简称纱。
股线是指两根或两根以上的纱并捻在一起,简称线。
缝纫线是指服装等缝制品缝合用的线的统称。
新型纺纱与传统环锭纺纱不同,一端为自由端,如气流纺、摩擦纺等。
纱线缠结在一起,无捻度。
纱支是用于表示纱线细度的指标,主要有英制支数、公制支数、特数、旦数。
二、关于捻度概念:通过线的纤维结构加捻,使线横截面间产生相对角位移,通过顺直的纤维与轴线发生倾斜来改变线的结构。
加捻可使线具有一定的强度、弹性、伸长、光泽、手感等物理机械性能,用单位长度内加捻数表示,常用每英吋捻回数(T.P.I)或每公尺捻回数(T.P.M)。
捻回:绕轴心旋转360度为一个捻回。
捻向(S向或Z向):纱条垂直时,绕轴心旋转形成的螺旋线的倾斜方向。
S捻向的倾斜方向与字母S中部一致,即右手方向或顺时针方向。
Z捻向的倾斜方向与字母Z中部一致,即左手方向或逆时针方向。
捻度与强力的关系:线的捻度与强力成正比,但一定捻度后,强力反而下降。
捻度过大,捻回角增大,线的光泽差、手感差;捻度过小,发生毛羽、手感松。
这是因为捻度增加,纤维间摩擦阻力增加,使线的强力增加。
但捻度增加,纱条轴向的分力变小,内外纤维应力分布不匀,导致纤维断裂的不一致性。
什么是捻度,纱线的捻度和捻向加捻是使纱条的两个截面产生相对回转,这时纱条中原来平行于纱轴的纤维倾斜成螺旋线。
对短纤维来说,加捻主要是为了提高纱线的强度。
而长丝的加捻既可以提高纱线的强度,又可产生某种效应。
纱线加捻的多少以及纱线在织物中的捻向与捻度的配合,对产品的外观和性能都有较大的影响。
加捻性质的指标有:表示加捻程度的捻度、捻系数及表示加捻方向的捻向。
捻度纱丝加捻角扭转一圈为一个捻回。
纱线单位长度内的捻回数称捻度。
我国棉型纱线采用特数制捻度,即用10 cm纱线长度内的捻回数表示;精梳毛纱和化纤长丝则采用公制支数制捻度,即以每米内的捻回数表示;此外,还有以每英寸内捻回数表示的英制支数制捻度。
捻系数捻度不能用来比较不同粗细纱线的加捻程度,因为相同捻度,粗的纱条其纤维的倾斜程度大于细的纱条。
在实际生产中,常用捻系数来表示纱线的加捻程度。
捻系数是结合线密度表示纱线加捻程度的相对数值,可用于比较不同粗细纱线的加捻程度。
捻系数可根据纱线的捻度和纱线的线密度计算而得到的。
捻向捻向是指纱线加捻后,单纱中的纤维或股线中单纱呈现的倾斜方向。
它分Z捻和S捻两种。
加捻后,纱丝的捻向从右下角倾向左上角,倾斜方向与“S”的中部相一致的称S捻或顺手捻;纱线的捻向从左下角倾向右上角,倾斜方向与“Z”的中部相一致的称Z捻或反手捻。
一般单纱常采用Z捻,股线采用S捻。
股线的捻向按先后加捻的捻向来表示。
例如,单纱为Z捻、初捻为S 捻、复捻为Z捻的股线,其捻向以ZSZ表示。
纱线的捻向对织物的外观和手感影响很大,利用经纬纱的捻向与织物组织相配合,可织出外观、手感等风格各异的织物。
成纱强力影响因素及提高措施胡振龙赵卫华(东营市宏远纺织有限公司)纱线强力是评价纱线质量的重要指标,有绝对强力和相对强力之分。
影响成纱强力的主要因素有:原料性能(纤维长度、细度、单纤维强力等)、纺纱工艺、成纱结构(纤维伸直度、平行度、排列分布、纱线捻度等)、成纱均匀度(条干不匀率、捻度不匀率)等。
因此提高成纱强力要从合理选择原料、改善须条结构、提高成纱条干、合理选择捻系数等方面入手。
1 原料与成纱强力的关系1.1 纤维长度及整齐度与成纱强力的关系纤维长度长,整齐度好、短纤维少,则成纱光洁,强力高,见表1。
表1纤维长度及整齐度与成纱强力的关系1.2 纤维线密度与成纱强力的关系在其它条件相同的条件下,纤维的线密度小,成纱截面内纤维根数多,分布均匀,成纱条干均匀,纤维间接触面积大,摩擦力大,纱线在拉伸断裂时,滑脱纤维的根数将会减少,纱线强力就高。
1.3 单纤维断裂长度与成纱强力的关系单纤维断裂长度大,则成纱强力高。
单纤维强力差时,在纺纱过程中易断裂而形成短绒,被搓揉成结粒,恶化成纱条干,从而使成纱强力降低。
1.4 棉纤维性能与成纱强力的关系表棉纤维主要指标与成纱强力的关系见表2。
表2 棉纤维主要指标与成纱强力的关系2 纺纱工艺对成纱强力的影响2.1 清梳工艺在保证原料充分开松的情况下,尽可能避免猛烈打击,避免损伤纤维、增加短绒。
保证各种成分混合均匀,提高各单机运转效率,在保证前后供应的条件下,单机运转效率越高越好,尽量达到98%以上。
开清工序各单机要优化工艺参数,做到薄喂快给、柔和开松,以梳代打,合理减少打击点。
做到棉结、杂质、短绒兼顾。
实践中证明:开清工序的总除杂效率,在原棉含杂率小于1.5%时应保持在30-40%;原棉含杂率在1.5-2%之间时应保持在40-50%;原棉含杂率大于2.0%时应保持在40-60%,最基本的要求是要保证筵棉含杂率不高于1.0%。
确定了开清工序的总除杂效率后,要合理分配各单机的除杂率,控制棉结和短绒增长率。
缝纫线知识缝纫线用于缝合各种服装材料,具有实用与装饰双重功能。
缝线质量的好坏,不仅影响缝纫效果及加工成本,也影响成品外观质量。
因此,特将缝线形成的一般概念、捻度、捻度与强力的关系、缝线分类、特点与主要用途、缝线的选用作以介绍,方便企业制定标准进行相关试验时,有针对性地确定缝线。
线形成的一般概念普梳(粗梳)———只进行一端梳理而纺织的纱线。
精梳———用精梳机对纤维两端进行梳理的纱线,杂质更少,纤维更顺直。
混纺———两种或两种以上不同性质的纤维混合在一起的纱线。
单纱———细纱机上直接形成的,一经退捻即会散开,简称纱。
股线———两根或两根以上的纱并捻在一起,简称线。
缝纫线———服装等缝制品缝合用的线的统称。
新型纺纱———与传统环锭纺纱不同,一端为自由端,如气流纺、摩擦纺等。
纱线缠结在一起,无捻度。
纱支———用于表示纱线细度的指标,主要有英制支数、公制支数、特数、旦数。
关于捻度定义:通过线的纤维结构加捻,使线横截面间产生相对角位移,通过顺直的纤维与轴线发生倾斜来改变线的结构。
加捻可使线具有一定的强度、弹性、伸长、光泽、手感等物理机械性能,用单位长度内加捻数表示,常用每英吋捻回数(T.P.I)或每公尺捻回数(T.P.M)。
捻回:绕轴心旋转360度为一个捻回。
捻向(S向或Z向):纱条垂直时,绕轴心旋转形成的螺旋线的倾斜方向。
S捻向的倾斜方向与字母S中部一致,即右手方向或顺时针方向。
Z捻向的倾斜方向与字母Z中部一致,即左手方向或逆时针方向。
捻度与强力的关系:线的捻度与强力成正比,但一定捻度后,强力反而下降。
捻度过大,捻回角增大,线的光泽差、手感差;捻度过小,发生毛羽、手感松。
这是因为捻度增加,纤维间摩擦阻力增加,使线的强力增加。
但捻度增加,纱条轴向的分力变小,内外纤维应力分布不匀,导致纤维断裂的不一致性。
总之,线的断裂性能、强力与捻度有着密切的关系,捻度及捻向根据成品及后加工的需要而定,一般为Z捻向。
缝线分类、特点与主要用途按原料可分为天然纤维缝纫线、合成纤维缝纫线及混合缝纫线三大类。
纱线捻度差异起皱的原因
纱线捻度差异可能导致纱线起皱的原因主要有以下几点:
一、捻度不均匀:纱线在纺纱过程中捻度不均匀,可能会导致纤维在纱线中的分布不均匀,进而影响纱线的平整度和强度,增加起皱的可能性。
二、纱线张力不均:在整个纺纱和织造过程中,纱线张力的不均匀会导致纱线的捻度分布不均匀。
张力不均可能来自于纺纱机、织机等设备的问题,也可能受到工艺调整、纱线传输过程中的阻力变化等因素的影响。
三、纱线湿度变化:纱线的湿度变化也可能导致纤维的收缩或伸展,影响纱线的捻度分布。
湿度的变化可能来自于气候、纱线存储条件等因素。
四、纱线品质不良:如果纱线的质量不良,存在结头、断头、疵点等问题,这些都可能导致纱线在织造过程中起皱。
纱线的结构和品质对其性能有重要影响。
五、织造工艺:不同的织造工艺对纱线的要求不同,如果织造工艺与纱线特性不匹配,也可能导致纱线起皱。
为了减少纱线的捻度差异和相应的皱纹问题,生产过程中需要确保设备正常运行,纱线的质量良好,控制好纱线的张力和湿度,并根据具体工艺要求进行调整。
定期维护设备、检查纱线质量,并进行必要的调整,有助于减少这类问题的发生。
棉纱强力指标1700一、棉纱强力指标的定义和影响因素棉纱的强力指标是指棉纱在一定纤维长度下的最大断裂力,通常用单位长度(如1 tex)的棉纱断裂强度来表示。
棉纱强力指标受多种因素的影响,其中包括原料棉纤维的品质、纺纱工艺、纱线的粗细度等因素。
原料棉纤维的细度、长度和强度是决定棉纱强力的主要因素,分别影响着纱线的紧密性、纤维之间的纺纱捻度以及纺纱成纱的综合强度。
此外,纺纱工艺中的纺纱捻度和纱线的粗细度也会对棉纱强力产生影响。
二、棉纱强力指标的意义1.产品质量:棉纱强度是衡量棉纱产品质量的重要标准之一、高强度的棉纱具有良好的抗拉性能和耐磨损性,能够提高织物的强力和耐久性。
2.生产效率:强度高的棉纱具有更好的承载能力和抵抗破损的能力,可以降低纱线断裂的概率和频率,提高生产效率和机器的稳定性。
3.使用寿命:棉纱的强度决定了织物的耐磨性、抗拉性和不变形性。
高强度的棉纱会使织物更耐久,延长使用寿命。
三、提高棉纱强力的方法1.优化棉纱原料:选择强度高、长度适中的棉纤维,提高纤维的韧性和稳定性,减少纺纱过程中的纤维断裂。
2.控制纺纱工艺:合理调整纺纱捻度、纺纱张力等工艺参数,确保纺纱过程中纱线的连续性和均匀性,提高纱线的综合强度。
3.加强设备维护:保持纺纱设备的稳定性和良好工作状态,定期清洗、保养,及时更换磨损的部件,避免不正常磨损造成纺纱断裂。
4.严格质量控制:采用严格的质量控制标准和检测手段,及时发现和排除纺纱中的质量问题,提高纺纱产品的合格率和一致性。
综上所述,棉纱强力指标是衡量棉纱品质的重要指标之一、它对产品质量、生产效率和使用寿命等方面都有重要影响。
通过优化棉纱原料、控制纺纱工艺、加强设备维护和严格质量控制等方法,可以有效提高棉纱强力,提升棉纱产品的竞争力和附加值。
纱线强力与捻度的关系
随着纺织行业的发展,人们对于纱线强度和捻度之间的关系变得更加重视。
这两个参数是纺织品质量的重要指标,在纱线的生产和质量检测中都有着重要的作用。
那么纱线强度和捻度之间存在着怎样的关系呢?下面我们来分步骤阐述。
一、纱线强度的定义和影响因素
纱线强度是指在拉伸状态下纱线的抵抗破坏的能力,通常用牛顿/公斤表示。
影响纱线强度的因素主要有纤维的类型、细度、长度、弹性等因素以及纱线的结构、捻度等因素。
二、捻度的定义和种类
捻度是指纱线的螺旋度、弯曲度,在纺纱过程中通过旋转、卷绕等方式形成的。
捻度主要分为S捻和Z捻两种。
S捻是指纱线从左向右张力方向旋转,Z捻则是指纱线从右向左张力方向旋转。
三、纱线强度和捻度的关系
纱线的强度和捻度直接相关,一般来说,纱线的捻度越大,其强度越高。
这是因为捻度会使纱线的密度和拉伸性能增强,从而提高其耐磨性和抗扭曲性能。
此外,纱线的捻度还能影响纺织品的外观、手感、光泽等方面。
四、捻度对纱线质量的影响
在实际生产中,纱线的捻度不仅会影响纱线的强度,还会对纱线的均匀度、稳定性、卷曲度等方面产生影响。
因此,在纱线的质量控制中,捻度是需要控制好的重要参数之一。
捻度过高或过低都会影响纱线的成形和后续加工过程中的质量。
总的来说,纱线强度和捻度是纺织品生产中非常重要的两个参数。
在生产和质量检测过程中,需要注意控制捻度,以保证纱线的均匀性和质量稳定性。
此外,也要根据实际需要进行精准调节,以满足不同的产品需求。