各种纱支的捻度标准
- 格式:docx
- 大小:24.05 KB
- 文档页数:1
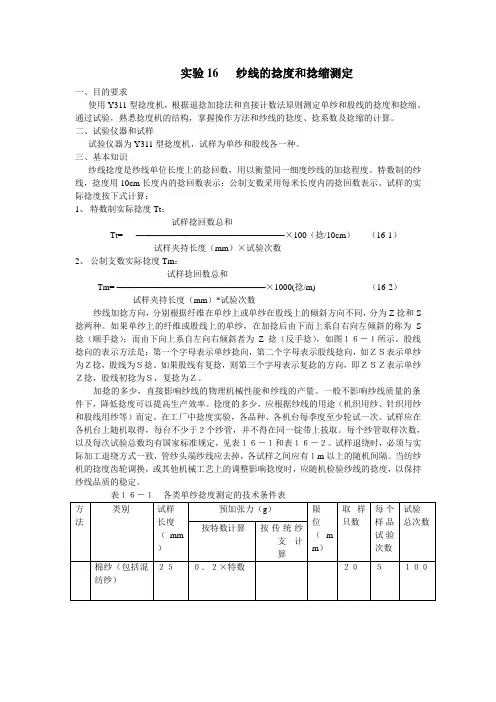
实验16 纱线的捻度和捻缩测定一、目的要求使用Y311型捻度机,根据退捻加捻法和直接计数法原则测定单纱和股线的捻度和捻缩。
通过试验,熟悉捻度机的结构,掌握操作方法和纱线的捻度、捻系数及捻缩的计算。
二、试验仪器和试样试验仪器为Y311型捻度机,试样为单纱和股线各一种。
三、基本知识纱线捻度是纱线单位长度上的捻回数,用以衡量同一细度纱线的加捻程度。
特数制的纱线,捻度用10cm长度内的捻回数表示:公制支数采用每米长度内的捻回数表示。
试样的实际捻度按下式计算:1、特数制实际捻度Tt:试样捻回数总和Tt= —————————————————×100(捻/10cm)(16-1)试样夹持长度(mm)×试验次数2、公制支数实际捻度Tm:试样捻回数总和Tm= —————————————————×1000(捻/m) (16-2)试样夹持长度(mm)*试验次数纱线加捻方向,分别根据纤维在单纱上或单纱在股线上的倾斜方向不同,分为Z捻和S 捻两种。
如果单纱上的纤维或股线上的单纱,在加捻后由下而上系自右向左倾斜的称为S 捻(顺手捻);而由下向上系自左向右倾斜者为Z捻(反手捻),如图16-1所示。
股线捻向的表示方法是:第一个字母表示单纱捻向,第二个字母表示股线捻向,如ZS表示单纱为Z捻,股线为S捻。
如果股线有复捻,则第三个字母表示复捻的方向,即ZSZ表示单纱Z捻,股线初捻为S,复捻为Z。
加捻的多少,直接影响纱线的物理机械性能和纱线的产量。
一般不影响纱线质量的条件下,降低捻度可以提高生产效率。
捻度的多少,应根据纱线的用途(机织用纱、针织用纱和股线用纱等)而定。
在工厂中捻度实验,各品种、各机台每季度至少轮试一次。
试样应在各机台上随机取得,每台不少于2个纱管,并不得在同一锭带上拔取。
每个纱管取样次数,以及每次试验总数均有国家标准规定,见表16-1和表16-2。
试样退绕时,必须与实际加工退绕方式一致,管纱头端纱线应去掉,各试样之间应有1m以上的随机间隔。
表⽰法意义Z·Z/S或Z/S(Z·Z/S)·(Z·Z/S)/S (Z·粘丝/S325)·Z/S905 两根Z捻单纱合并加S捻。
两根Z捻单纱合并加S捻组成⼀个单元,并把两个单元合并,再加S捻。
Z捻单纱与粘丝合并加S捻,每⽶325捻组成⼀个单元,再与⼀根Z捻单纱合并再加S捻,每⽶905捻。
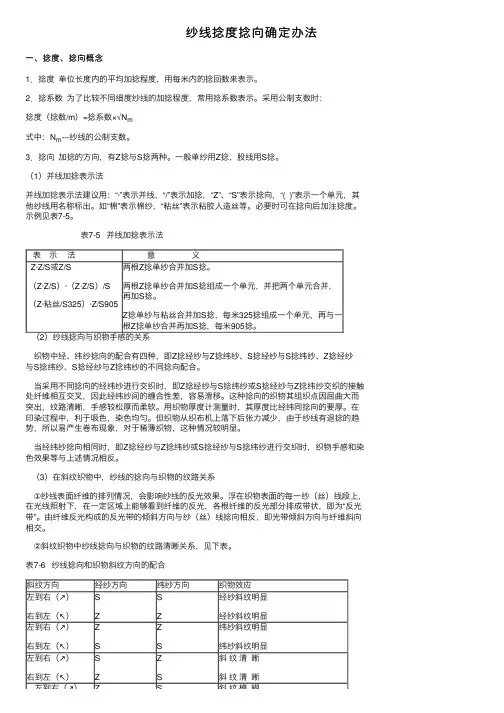
纱线捻度捻向确定办法⼀、捻度、捻向概念1.捻度单位长度内的平均加捻程度,⽤每⽶内的捻回数来表⽰。
2.捻系数为了⽐较不同细度纱线的加捻程度,常⽤捻系数表⽰。
采⽤公制⽀数时:捻度(捻数/m)=捻系数×√N m式中:N m---纱线的公制⽀数。
3.捻向加捻的⽅向,有Z捻与S捻两种。
⼀般单纱⽤Z捻,股线⽤S捻。
(1)并线加捻表⽰法并线加捻表⽰法建议⽤:“·”表⽰并线,“/”表⽰加捻,“Z”、“S”表⽰捻向,“( )”表⽰⼀个单元,其他纱线⽤名称标出。
如“棉”表⽰棉纱,“粘丝”表⽰粘胶⼈造丝等。
必要时可在捻向后加注捻度。
⽰例见表7-5。
表7-5 并线加捻表⽰法(2)纱线捻向与织物⼿感的关系织物中经、纬纱捻向的配合有四种,即Z捻经纱与Z捻纬纱、S捻经纱与S捻纬纱、Z捻经纱与S捻纬纱、S捻经纱与Z捻纬纱的不同捻向配合。
当采⽤不同捻向的经纬纱进⾏交织时,即Z捻经纱与S捻纬纱或S捻经纱与Z捻纬纱交织的接触处纤维相互交叉,因此经纬纱间的缠合性差,容易滑移。
这种捻向的织物其组织点因屈曲⼤⽽突出,纹路清晰,⼿感较松厚⽽柔软。
⽤织物厚度计测量时,其厚度⽐经纬同捻向的要厚。
在印染过程中,利于吸⾊,染⾊均匀。
但织物从织布机上落下后张⼒减少,由于纱线有退捻的趋势,所以易产⽣卷布现象,对于稀薄织物,这种情况较明显。
当经纬纱捻向相同时,即Z捻经纱与Z捻纬纱或S捻经纱与S捻纬纱进⾏交织时,织物⼿感和染⾊效果等与上述情况相反。
(3)在斜纹织物中,纱线的捻向与织物的纹路关系①纱线表⾯纤维的排列情况,会影响纱线的反光效果。
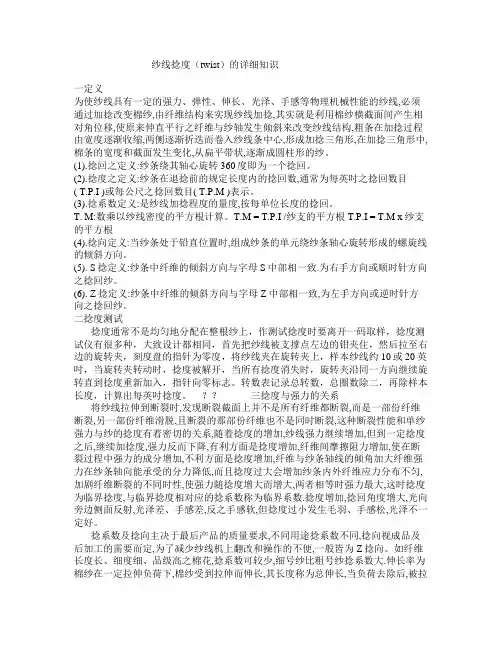
纱线捻度(twist)的详细知识一定义为使纱线具有一定的强力、弹性、伸长、光泽、手感等物理机械性能的纱线,必须通过加捻改变棉纱,由纤维结构来实现纱线加捻,其实就是利用棉纱横截面间产生相对角位移,使原来伸直平行之纤维与纱轴发生倾斜来改变纱线结构,粗条在加捻过程由宽度逐渐收缩,两侧逐渐折迭而卷入纱线条中心,形成加捻三角形,在加捻三角形中,棉条的宽度和截面发生变化,从扁平带状,逐渐成圆柱形的纱。
(1).捻回之定义:纱条绕其轴心旋转360度即为一个捻回。
(2).捻度之定义:纱条在退捻前的规定长度内的捻回数,通常为每英吋之捻回数目( T.P.I )或每公尺之捻回数目( T.P.M )表示。
(3).捻系数定义:是纱线加捻程度的量度,按每单位长度的捻回。
T. M:数乘以纱线密度的平方根计算。
T.M = T.P.I /纱支的平方根T.P.I = T.M x纱支的平方根(4).捻向定义:当纱条处于铅直位置时,组成纱条的单元绕纱条轴心旋转形成的螺旋线的倾斜方向。
(5). S捻定义:纱条中纤维的倾斜方向与字母S中部相一致.为右手方向或顺时针方向之捻回纱。
(6). Z捻定义:纱条中纤维的倾斜方向与字母Z中部相一致,为左手方向或逆时针方向之捻回纱。
二捻度测试捻度通常不是均匀地分配在整根纱上,作测试捻度时要离开一码取样,捻度测试仪有很多种,大致设计都相同,首先把纱线被支撑点左边的钳夹住,然后拉至右边的旋转夹,刻度盘的指针为零度,将纱线夹在旋转夹上,样本纱线约10或20英吋,当旋转夹转动时,捻度被解开,当所有捻度消失时,旋转夹沿同一方向继续旋转直到捻度重新加入,指针向零标志。
转数表记录总转数,总圈数除二,再除样本长度,计算出每英吋捻度。
??三捻度与强力的关系将纱线拉伸到断裂时,发现断裂截面上并不是所有纤维都断裂,而是一部份纤维断裂,另一部份纤维滑脱,且断裂的那部份纤维也不是同时断裂,这种断裂性能和单纱强力与纱的捻度有着密切的关系,随着捻度的增加,纱线强力继续增加,但到一定捻度之后,继续加捻度,强力反而下降,有利方面是捻度增加,纤维间摩擦阻力增加,使在断裂过程中强力的成分增加,不利方面是捻度增加,纤维与纱条轴线的倾角加大纤维强力在纱条轴向能承受的分力降低,而且捻度过大会增加纱条内外纤维应力分布不匀,加剧纤维断裂的不同时性,使强力随捻度增大而增大,两者相等时强力最大,这时捻度为临界捻度,与临界捻度相对应的捻系数称为临界系数.捻度增加,捻回角度增大,光向旁边侧面反射,光泽差、手感差,反之手感软,但捻度过小发生毛羽、手感松,光泽不一定好。
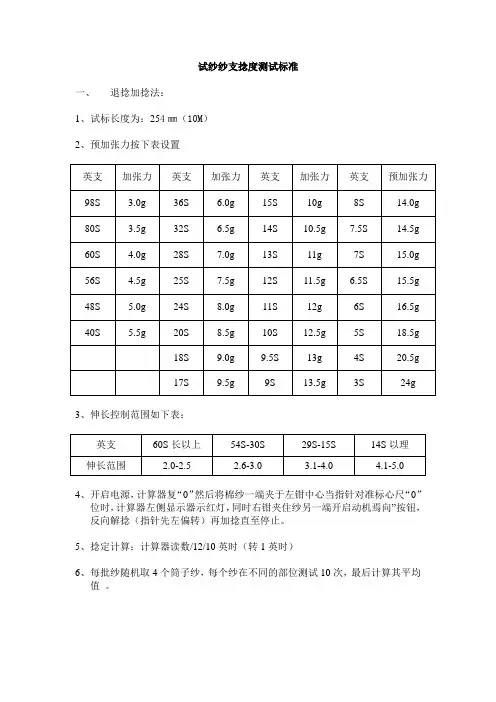
试纱纱支捻度测试标准
一、退捻加捻法:
1、试标长度为:254㎜(10M)
2、预加张力按下表设置
3、伸长控制范围如下表:
4、开启电源,计算器复“0”然后将棉纱一端夹于左钳中心当指针对准标心尺“0”
位时,计算器左侧显示器示红灯,同时右钳夹住纱另一端开启动机焉向”按钮,反向解捻(指针先左偏转)再加捻直至停止。
5、捻定计算:计算器读数/12/10英时(转1英时)
6、每批纱随机取4个筒子纱,每个纱在不同的部位测试10次,最后计算其平均
值。
二、直接计算法(一般用于双股纱)
1、用退捻加捻法:1、
2、3点
2、预加张力按下表设置:
3、在捻度机捻度设置键上预先选定一个计算值然后开启电动机技向退捻至股纱
中工根单股纱色分开。
4、捻度计算:计数器读数/10英时(转/英时)
5、计算公式√支数×TM(3.6)=捻度
6、纱支一般捻度表。
纺织物原料的纱线的捻度相关知识1.引言1.1 概述概述部分的内容可以包括以下内容:概述部分的目的是引导读者了解本文研究的主题——纺织物原料的纱线的捻度相关知识。
在这一部分,我们将简要介绍纺织物原料的纱线捻度的定义和重要性。
通过阅读本文,读者将能够了解捻度对纺织品品质的影响以及如何调整和控制纱线捻度以满足特定的需求。
捻度是指纺织物原料的纱线绕成捻的程度或旋转变化的指标。
纱线的捻度是通过对纱线进行旋转测试来测量的。
纱线捻度的单位通常用t/m(每米拧紧的捻度数)或t/in(每英寸拧紧的捻度数)来表示。
捻度的大小直接影响着纱线的强度、柔软度和外观等性能。
纱线的捻度对纺织品的品质有着重要的影响。
不同纺织品对纱线的捻度要求不同。
对于某些纺织品,适当的高捻度能够增加纱线的强度和耐磨性,使得织物更加坚实耐用;而对于某些纺织品,较低的捻度能够使得织物更柔软,适合制作贴身衣物或舒适度较高的纺织品。
在本文中,我们还将介绍纱线捻度与纺纱工艺、纺织品外观以及纺织品性能之间的关系。
通过了解这些关系,读者将能够更好地理解纱线捻度在纺织品制造过程中的作用,从而为调整和控制纱线捻度提供更多的依据和选择。
总之,本文将全面探讨纺织物原料的纱线的捻度相关知识,包括纺织物原料的选择和处理、纱线的捻度与纺织品品质的关系,以及纱线捻度的调整和控制方法。
通过阅读本文,读者将能够深入了解纺织品制造过程中纱线捻度的重要性,并且能够在实际生产中灵活应用这些知识。
1.2文章结构文章结构是指整篇文章的组织和安排方式,它包括了章节的划分和各个章节之间的关系。
本文的文章结构如下:1. 引言1.1 概述1.2 文章结构1.3 目的2. 正文2.1 纺织物原料的选择和处理2.1.1 纺织物原料的种类和特点2.1.2 纺织物原料的处理方法2.1.3 纺织物原料的质量要求2.2 纱线的捻度与纺织物品质2.2.1 纱线的捻度定义和测量方法2.2.2 纱线捻度对纺织品性能的影响2.2.3 纱线捻度的调整和控制2.3 纱线捻度的相关知识2.3.1 纱线捻度与纺纱工艺的关系2.3.2 纱线捻度与纺织品外观的关系2.3.3 纱线捻度与纺织品性能的关系3. 结论3.1 总结纺织物原料的纱线捻度相关知识3.2 强调纱线捻度对纺织品品质的重要性3.3 提出纱线捻度调整和控制的建议文章结构的设计应该根据内容的逻辑关系和重要性进行合理的安排和组织。
纱线的细度指标及换算关于纱线的细度指标用于表示纱线细度的指标主要有:英制支数、公制支数、特数、旦数1、英制支数(Ne)——在公定回潮率下,1磅重纱线长度的840码的倍数,也就是说1磅重纱线正好840码长,为1支纱,1磅重纱线长度为21×840码长,纱线的细度为21支,写为21s 。
英制支数是定重制,因此支数越大纱线越细。
英制支数不是我国当今法定的纱线细度指标,但在企业中仍然被广泛的使用,尤其是棉型纺织行业。
2、公制支数(Nm)——在公定回潮率下,1克重纱线长度的米倍数,也就是说1克重纱线正好1米长,为1(公)支纱,1克重纱线长度为200米长,纱线的细度为200支。
公制支数也是定重制,因此支数越大纱线越细。
棉纺织毛纺织行业都有使用。
3、特克斯(Tex)数——又称“号数”,是指1000米长纱线在公定回潮率下重量的克数,它是定长制单位,克重越大纱线越粗,常用来表示毛纱。
4、纤度(D)——又称“旦数”或(旦尼尔:denier),是指在公定回潮率下,9000米纱线或纤维所具有重量的克数,它同样是定长制单位,克重越大纱线或纤维越粗,常用来表示化纤长丝、真丝等。
由于纤维长丝与纱线形状不规则,且纱线表面有毛羽(伸出的纤维短毛),因此我们不能够用直径表示其细度,所以纺织工作者使用上述指标表示。
纱线细度指标计算公式与换算关系Ne=纱线长度码数/(840*纱线重量磅数)Nm=纤维或纱线长度米数/重量克数Ntex=(1000*纤维或纱线重量克数)/长度米数 Nden=(9000*纤维或纱线重量克数)/长度米数换算关系:Nm=9000/Nden Ntex=1000/NmNtex=Nden/9 Ntex=583/Ne(棉型材料);Ntex=590.5/Ne(化纤)纱线介绍既是将纺织纤维平行排列,并经加捻制而成的产品。
而将双根或多根纱并合加捻制而成的产品则称之为线或股线。
“纱支”简而言之,即指纱的粗细程度,中国目前通用的还是“英制式”即:一磅(454克)重的棉纱(或其它成分纱),长度为840码(0.9144码/米)时,纱的细度为一支。

纱支规格每千米克重(理论值)1 kg = 米(M) 1 kg = 码 (Y)20s/259.05169351852020s/388.575112901234720s/4118.184********s/239.367254022778030s/359.05169351852040s/229.525338703704040s/344.288225792469350s/223.62423374630050s/335.43282253086760s/219.683508055556160s/329.5253387037040Spec.Linear The average strength CN/50cm>=C.V.of single yarmCV%<=Twist T/10cm (for reference)规格 Ne纱支数线密度tex单线平均强力单线强力变异系数捻 度20s/229.5*221001059~6220s/329.5*332008.548~5120s/429.5*44200835~4130s/219.7*213001161~7630s/319.7*321001049~62涤纶缝纫线:也叫 SP 线、PP 线采用100% 涤纶短纤原料,具有柔韧、服帖、颜色全、色牢度好等特点,广泛应用于工业缝纫用线。
以下是涤纶缝纫线产品参考之参数:(免费下载)地址 湖北省汉川马口纺织工业园米长和码长换算涤 纶 缝 纫 线 强 力 参 数40s/214.8*211201170~80 40s/314.8*314001065~75 50s/211.8*29001382~103 50s/311.8*310501167~84 60s/29.8*27001390~113 60s/39.8*310001174~92号数 支数长度 用途29.5×220s/23000Y=2743M 牛仔服装,童车,帐篷19.7×330s/329.5×320s/319.7×230s/23000Y=2743M 一般时装面料,各种针织面料,被套,被单,运动服.40s/23000Y=2743M40s/24000Y=3658M40s/25000Y=4572M40s/28000Y=7315M 14.8×3 40s/33000Y=2743M11.8×250s/210000Y=9144M T恤衫,薄型面料,砂洗,真丝.9.8×260s/25000Y=4572M薄型面料,拷边,手帕.9.8×360s/33000Y=2743M 一般时装面料,各种针织面料,被套,被单,运动服.7.4×380s/33000Y=2743M 高级衬衫,高级民族服装.纯棉缝纫线60s/33000Y=2743M针织服装包缝线60s/310000Y=9144M涤纶高强(普强)缝纫线150-300D×2100-460g 行缝,皮革缝纫线,扣眼,锁边线.150-300D×3150D*2 850g 尼龙拉链牙缝纫线150D×3100D×2150-200D×1涤纶低弹丝锁边线100g拷边,包缝专用线缝纫线用途2000Y=1829M汽车坐垫,箱包,旅游鞋,皮鞋,皮14.8×2厚踏花被,羊皮手套,玩具.9.8×3涤纶绣花线100g电脑绣花,缝纫机刺绣.。
纱线捻度twist的详细知识一定义为使纱线具有一定的强力、弹性、伸长、光泽、手感等物理机械性能的纱线,必须通过加捻改变棉纱,由纤维结构来实现纱线加捻,其实就是利用棉纱横截面间产生相对角位移,使原来伸直平行之纤维与纱轴发生倾斜来改变纱线结构,粗条在加捻过程由宽度逐渐收缩,两侧逐渐折迭而卷入纱线条中心,形成加捻三角形,在加捻三角形中,棉条的宽度和截面发生变化,从扁平带状,逐渐成圆柱形的纱.1.捻回之定义:纱条绕其轴心旋转360度即为一个捻回.2.捻度之定义:纱条在退捻前的规定长度内的捻回数,通常为每英寸之捻回数目T.P.I或每公尺之捻回数目T.P.M表示.3.捻系数定义:是纱线加捻程度的量度,按每单位长度的捻回.T.M:数乘以纱线密度的平方根计算.T.M=T.P.I/纱支的平方根T.P.I=T.Mx纱支的平方根4.捻向定义:当纱条处于铅直位置时,组成纱条的单元绕纱条轴心旋转形成的螺旋线的倾斜方向.5.S捻定义:纱条中纤维的倾斜方向与字母S中部相一致.为右手方向或顺时针方向之捻回纱.6.Z捻定义:纱条中纤维的倾斜方向与字母Z中部相一致,为左手方向或逆时针方向之捻回纱.二捻度测试捻度通常不是均匀地分配在整根纱上,作测试捻度时要离开一码取样,捻度测试仪有很多种,大致设计都相同,首先把纱线被支撑点左边的钳夹住,然后拉至右边的旋转夹,刻度盘的指针为零度,将纱线夹在旋转夹上,样本纱线约10或20英寸,当旋转夹转动时,捻度被解开,当所有捻度消失时,旋转夹沿同一方向继续旋转直到捻度重新加入,指针向零标志.转数表记录总转数,总圈数除二,再除样本长度,计算出每英寸捻度.三捻度与强力的关系将纱线拉伸到断裂时,发现断裂截面上并不是所有纤维都断裂,而是一部份纤维断裂,另一部份纤维滑脱,且断裂的那部份纤维也不是同时断裂,这种断裂性能和单纱强力与纱的捻度有着密切的关系,随着捻度的增加,纱线强力继续增加,但到一定捻度之后,继续加捻度,强力反而下降,有利方面是捻度增加,纤维间摩擦阻力增加,使在断裂过程中强力的成分增加,不利方面是捻度增加,纤维与纱条轴线的倾角加大纤维强力在纱条轴向能承受的分力降低,而且捻度过大会增加纱条内外纤维应力分布不匀,加剧纤维断裂的不同时性,使强力随捻度增大而增大,两者相等时强力最大,这时捻度为临界捻度,与临界捻度相对应的捻系数称为临界系数.捻度增加,捻回角度增大,光向旁边侧面反射,光泽差、手感差,反之手感软,但捻度过小发生毛羽、手感松,光泽不一定好.捻系数及捻向主决于最后产品的质量要求,不同用途捻系数不同,捻向视成品及后加工的需要而定,为了减少纱线机上翻改和操作的不便,一般皆为Z捻向.如纤维长度长、细度细、品级高之棉花,捻系数可较少,细号纱比粗号纱捻系数大.伸长率为棉纱在一定拉伸负荷下,棉纱受到拉伸而伸长,其长度称为总伸长,当负荷去除后,被拉伸的棉纱很快回缩,而不能回复到原来长度这个可缩的长度,为弹性伸长,即弹性伸长与总伸长之百分比,纱的弹性随着捻度的增加而增大,但到一定捻度后开始下降,一般采用捻度接近于弹性最大的捻度范围.常用捻系数,梳织经纱较高,而针织一般较低,约3.5-3.6.因纱线之用途各异,有不同之捻系数纱线产品,按日本纺织计算数据,分为:普通捻=4.0捻系数,松捻=3.4捻系数,特别松捻=1.32-2.8捻系数,强捻=5.0-5.4捻系数,特别强捻=5.0-6.5捻系数.高捻纱一般要经过蒸纱工序才能编织用,有时更需加装解扭器才能编织。

1文章内容由广东大红马纱线提供,专注纱线30年以上的经验,拥有锦纶丝1000色现货,涤纶低弹丝536色现货涤纶大有光536色现货,涤纶缝纫线1800色现货。
纱线捻度的计算公式实际捻度按下式计算:1、特数制实际捻度Tt:试样捻回数总和Tt= —————————————————×100(捻/10cm)(16-1)试样夹持长度(mm)×试验次数2、公制支数实际捻度Tm:试样捻回数总和Tm= —————————————————×1000(捻/m) (16-2)试样夹持长度(mm)*试验次数纺纱工艺流程把棉花纺成纱,一般要经过清花、梳棉、并条、粗纱、细纱等主要工序。
用于高档产品的纱和线还需要增加精梳工序。
生产不同要求的棉纱,要采取不同的加工程序,如纺纯棉纱和涤棉混纺纱,由于使用的原料不同,各种原料所具有的物理性能不同,以及产品质量要求不同,在加工时需采用不同的生产流程。
(一)纯棉纱工艺流程1.普梳纱:清花→梳棉→头并→二并→粗纱→细纱→后加工2.精梳纱:清花→梳棉→预并→条卷→精梳→头并→二并→三并→粗纱→细纱→后加工(二)涤棉混纺纱的工艺流程1.普梳纱:原棉:清花→梳棉→→头并→二并→三并→粗纱→细纱→后加工涤纶:清花→梳棉→2.精梳纱:原棉:清花→梳棉→预并→条卷→精梳→头并→二并→三并→粗纱→细纱→后加工涤纶:清花→梳棉→预并→二、纱线产品分类及品种代号(一)纱线产品的一般分类,见下表。
分类依据分类使用原料的不同纯棉纱线、纯化纤纱线、棉型混纺纱线、毛型混纺纱线纺纱的方法不同环锭纺纱线、气流纺纱线、静电纺纱线等纺纱的工艺不同梳棉纱线、精梳纱线、桃毛纱线加捻方向的不同顺手捻(s捻)、反手捻(z捻)产品用途的不同织布用纱线、针织用纱线、起绒用纱线、绳带用纱线、渔网用纱线、帘子布用纱线(二)纱线粗细程度分类类别号数英制支数粗号纱大于32tex 18支及以下中号纱20—30tex 19—29支细号纱9—19tex 30—60支特细号小于9tex 60支以上(三)纱线品种代号,见下表。
纱线支数捻度对照表
纱线的代号
①制支数。
在公定回潮率时1克重的纤维或纱线所具有的长度(米)。
纤维或纱线越细,公制支数越高。
麻纤维和毛纱、毛型化纤纯纺、混纺纱线,以及绢纺纱线和差麻纱线的粗细用公制支数表示。
股线的公支制数,用组成股线的单纱的公称支数除以股数表示。
②②英制支数。
一磅(453、5克)棉花纺成一根840码(一码等于0、9144
米),长度的棉纱就是一支纱;纺成8400码就是10支纱,支数数多,纱就越细,自然棉纤维质量就越好,支数有21、32、38、42、46、60S/2等(S/2)是双股线的标
记。
支数越多质量越好。
英制支数用英文字母S表示,换算成米/克为1S=169336米/克,只要知道一团(绞)纱线的米长和克重就不难算出纱线的支数,即:支数二米长/克重/1.69336。
这种表示方法因计算不便,现在使用的国家日趋减少。
股线的英制支数表示方法与公制支数相仿。
除上述两种表示方法外,国际上还广泛采用特克斯和旦两种单位。
特克斯(Tex)简称特,又称号数,用WOO米长的纤维或纱线在公定回潮率时的重量(克)表示。
纱支规格每千米克重(理论值)1 kg = 米(M) 1 kg = 码 (Y)20s/259.05169351852020s/388.575112901234720s/4118.184********s/239.367254022778030s/359.05169351852040s/229.525338703704040s/344.288225792469350s/223.62423374630050s/335.43282253086760s/219.683508055556160s/329.5253387037040Spec.Linear The average strength CN/50cm>=C.V.of single yarmCV%<=Twist T/10cm (for reference)规格 Ne纱支数线密度tex单线平均强力单线强力变异系数捻 度20s/229.5*221001059~6220s/329.5*332008.548~5120s/429.5*44200835~4130s/219.7*213001161~7630s/319.7*321001049~62涤纶缝纫线:也叫 SP 线、PP 线采用100% 涤纶短纤原料,具有柔韧、服帖、颜色全、色牢度好等特点,广泛应用于工业缝纫用线。
以下是涤纶缝纫线产品参考之参数:(免费下载)地址 湖北省汉川马口纺织工业园米长和码长换算涤 纶 缝 纫 线 强 力 参 数40s/214.8*211201170~80 40s/314.8*314001065~75 50s/211.8*29001382~103 50s/311.8*310501167~84 60s/29.8*27001390~113 60s/39.8*310001174~92号数 支数长度 用途29.5×220s/23000Y=2743M 牛仔服装,童车,帐篷19.7×330s/329.5×320s/319.7×230s/23000Y=2743M 一般时装面料,各种针织面料,被套,被单,运动服.40s/23000Y=2743M40s/24000Y=3658M40s/25000Y=4572M40s/28000Y=7315M 14.8×3 40s/33000Y=2743M11.8×250s/210000Y=9144M T恤衫,薄型面料,砂洗,真丝.9.8×260s/25000Y=4572M薄型面料,拷边,手帕.9.8×360s/33000Y=2743M 一般时装面料,各种针织面料,被套,被单,运动服.7.4×380s/33000Y=2743M 高级衬衫,高级民族服装.纯棉缝纫线60s/33000Y=2743M针织服装包缝线60s/310000Y=9144M涤纶高强(普强)缝纫线150-300D×2100-460g 行缝,皮革缝纫线,扣眼,锁边线.150-300D×3150D*2 850g 尼龙拉链牙缝纫线150D×3100D×2150-200D×1涤纶低弹丝锁边线100g拷边,包缝专用线缝纫线用途2000Y=1829M汽车坐垫,箱包,旅游鞋,皮鞋,皮14.8×2厚踏花被,羊皮手套,玩具.9.8×3涤纶绣花线100g电脑绣花,缝纫机刺绣.。
简易评估针织布用纱质量标准3.棉纤维质量规范:纤维的质量和纱线的质量之间有一定的直接关系,例如:强力较大的纱线一般是由强度较大的纤维加工而成.(在同等条件下:例如,捻度相同等)因此,描述纱线的质量前必须参考纤维的某些特性,例如:纤维的棉结含量,三丝含量等等,如有此类数据,便可以根据已知的那些纤维特性来预计纱线的质量特性,并可估计纱线加工成针织物后之影响。
例如:一般棉纤维的规范参数(a)稳定长度(HVI):2.5%伸长,应该1.08”或者27.4mm,此项可影响成纱质量。
(b)纤维细度(HVI):纤维细度(细度/成熟度)值最小应该是3.8,并且不大于4.6,同一种材料时偏差不大于+1/-0.2,此项影响成纱条干及染色受色度起横等问题。
(c)颜色(HVI):反射值(Rd)不小于75,黄色值(+b)不大于10,此项影响成纱织造后织物黄白及染名起横。
(d)棉结(AFIS-N):每克的棉结数须小于300,此项影响成纱织造后织物染色及印花外观。
(e)强力(HVI):强力必须大于20g/tex,此项影响成纱织造时生产运转顺利,及织物之爆破力。
(f)伸长率(HVI):伸长不能大于6%,此项影响成纱织造后织物规格及尺吋稳定性能。
另外一些重要的质量特性值例如:伸长偏差,细度,成熟度,糖分,杂质三丝,灰分等等,亦是直接或间接影响纱线外观及内在质量。
尽管实验室目前未广泛进行每项测试监控,但是将来,这些质量特性值将是“可纺性”数值的基础,更是成纱后之质量反映。
针织厂可参考性之相关数值对于某些特性,仅有有限的经验值可以利用,希望有更好的数字可以利用到。
在这些方面,测试前对仪器正确的较准是非常重要的。
对于将来更重要的是,这些特性值能够得到标准的定义并且被国际上所接受。
评估棉纱质量与针织布的关系:一般环锭纺纱线参数,例如:支数偏差CV100m%(纱线)绦干均匀度(CV0.01m)%(纱线,粗纱,粗条)筒管之间差异(CVB%)(纱线)不均匀指数(纱线)细节(-50%)细纱粗节(+50%)粗节棉结(+200%~280%)(纱线)毛羽(H)毛羽变异系数(SH)(纱线)筒管之间差异(CVB%)(纱线)断裂强度(CN/TEX)断裂强力差异(CV%)(纱线)断裂张力(CN.CM)疵点数(纱线)棉结含量(粒/G)(原棉,普梳棉的喂入物,粗条,细纱)以上各项疵点值,都能根据乌斯特环锭纺测试仪测得,包括生产在线的未经清除和经过电子清纱器的纱线的疵点值都能得到,乌斯特提供了生产在线的质量特性值,并取得国际的认可和业内共识。
纯棉40支纱捻度范围纯棉40支纱捻度范围是指纯棉40支纱的纤维捻度范围。
40支纱是指在标准化条件下,每公克棉纱长度为840码的纱线。
纤维捻度是指纱线中纤维的旋转程度或者绞合程度。
在棉纺织工业中,对捻度的要求非常重要,它直接影响到纱线的质量和产品的品质。
因此,了解并控制40支纱的捻度范围对于纺织生产非常重要。
纺织纤维的捻度是纤维旋转或者纤维绞合在某一长度上所发生的旋转角度。
捻度可以分为左旋捻和右旋捻两种,根据纱线成型时纺纱工人的旋转方向而定。
纱线的捻度与纱线的扭度有密切的关系,扭度是指在单位长度内纱线中纤维的旋转次数。
40支纱通常用于生产高密度纺织物,如高档床上用品、衬衫、裤子等。
纱线的捻度对于这些产品的质量和使用寿命有着重要的影响。
因此,纺织企业需要严格控制40支纱的捻度范围,以确保产品的质量和性能。
纯棉40支纱的捻度范围可以根据纱线的用途、工艺要求和纺纱机械的性能进行调整。
一般而言,纯棉40支纱的捻度范围通常在50-80之间。
捻度过小会导致纱线强度较低,容易断裂,而捻度过大则会影响纱线的柔软性和弯曲性。
在纺纱工艺中,纱线的捻度可以通过调整纺纱机械的捻度系统来实现。
捻度系统通常包括捻度装置和捻度控制装置。
捻度装置通过旋转和拉伸纤维来增加纱线中纤维的旋转程度,从而形成捻度。
捻度控制装置则根据设定的参数来调整捻度装置的运行状态,以达到所需的捻度范围。
在调整纱线捻度时,需要考虑纱线的用途和工艺要求。
比如,生产高密度纺织物的40支纱需要较高的捻度,以增加纱线的强度和耐磨性。
而生产柔软舒适的衣物或床上用品的40支纱则需要较低的捻度,以保持纱线的柔软性和舒适性。
总之,纯棉40支纱的捻度范围通常在50-80之间。
纺纱企业需要根据纱线的用途、工艺要求和纺纱机械的性能进行调整,以确保纱线的质量和产品的品质。
将捻度控制在合理范围内对于提高纺织品的质量和性能至关重要。
计算捻度是以纱线特克斯制的捻系数除以特克斯号数的平方根求得。
即:T= at / √te x T—捻度(捻/10cm) αt—tex制的捻系数,一般气流纺OE经纱选450±50,纬纱选430±30,针织纱可略低一些。
由于转杯纱的结构与环锭纱不同,转杯纱的捻度以设计(理论)捻度为计算标准,气流纺纱的设计捻系数或设计捻度一般高于环锭纺纱约20%左右,这其中含有6%~14%左右的气流纺纱加捻效率损失,如环锭纺纱的tex制捻系数为320~420,则气流纺OE纱的设计捻系数通常在400~500左右。
应根据配棉等级、纤维整齐度、纱线用途、成纱强度、纺纱断头率,以及气流纺纱机是否装有假捻盘或阻捻器配置等各种因素由用户选择确定。
气流纺纱主要品种捻度选用实例(供参考):英制支数特克斯tex 捻度(捻/10cm)捻系数(at)6 97.2 44.4 438 7 83.3 48.2 440 8 72.9 51.5 440 10 58.3 57.9 442 12 48.6 65.6 457 13 44.9 66.0 44214 41.6 70.4 454 16 36.4 75.6 456 18 32.4 85.8 488 20 29.2 90.2 487.5 21 27.8 91.4 482 28 20.8 101 461 30 19.4 103 454 32 18.2 107 456.5。
DTY:假捻变形丝称为DTY(D raw Tex-tu red Y a rn),也称弹力丝。
DTY网络丝:网络丝是指丝条在网络喷嘴中,经喷射气流作用,单丝互相缠结而呈周期性网络点的长丝。
网络加工多用于POY、FDY和DTY的加工,网络技术与DTY技术结合制造的低弹网络丝,既有变形丝的蓬松性和良好的弹性,又有许多周期性和网络点,提高了长丝的紧密度,省去了纺织加工的若干工序,并能改善丝束通过喷水织机的能力。
POY与FDY:高速纺丝的纺丝速度为3000~6000m/m in,纺丝速度4000m /m in以下的卷绕丝具有较高的取向度,为预取向丝,通称POY(p re-o r ien ted ya rn)。
若在纺丝过程中引入拉伸作用,可获得具有高取向度和中等结晶度的卷绕丝,为全拉伸丝,通称FDY(fu lly d raw ya rn)。
DT:拉伸加捻丝称为DT(D raw Tw is t)。
以POY为原丝经牵伸加捻机,拉伸为主并给予少量的捻度,即可得到DT。
100D/36F,150D/36F,50D /18F等,这些是纤维规格的表示方法。
斜线上方的数据表示纤维的纤度,D是纤维的纤度单位“旦”,即在标准状态下,以9000米长纤维的克重表示,如100克重即为100旦(100D);斜线下方的数据表示纺丝时使用喷丝板的孔数,也表示该规格的丝具有的单丝根数,例如36F,意思是纺丝时使用的喷丝板有36孔,即该纤维有36根单丝。
大有光,半消光,全消光:为了消除纤维的光泽,采用在熔体中加入二氧化钛(T iO 2)以消减纤维的光泽。
如果在熔体中不加T iO 2为有光丝(或大有光丝),加入0.3%为半消光丝,大于0.3%为全消光丝。
50D/18F铁:为50旦18孔,铁管卷装。
75D/36F纸:为75旦36孔,纸管卷装。
150D/36F阳离子:为150旦36孔,经阳离子改善染色性能。
210D/72F肥瘦丝:为210旦72孔的竹节丝。
主题:棉纱的标准捻度
针对售纱,凡客户未对捻度提出要求的,车间就按下列标准执行(捻系数),请车间和营销部确认执行。
1、针织纱、股线单纱(纱支<60S:
细绒棉、化纤及其混纺纱、长绒棉含量低于30%时:330-340
长绒棉含量不低于30%时:320-330
2、针织纱、股线单纱(纱支>=60S):
细绒棉、化纤及其混纺纱、长绒棉含量低于30%时:340-350
长绒棉含量不低于30%时:330-340
3、机织纱(纱支<60S:
细绒棉、化纤及其混纺纱、长绒棉含量低于30%时:370-380
长绒棉含量不低于30%时:360-370
4、机织纱(纱支>=60S):
细绒棉、化纤及其混纺纱、长绒棉含量低于30%时:380-390
长绒棉含量不低于30%时:370-380
5、氨包纱:
普梳纱:440-460
精梳纱:420-440
6、紧密纱:比对应的环锭纱低一档。
7、以筒纱实测捻系数为准。
---------------质控部林敬瑞 2005-5-20 9:31:15。
纯棉40支纱捻度范围1. 什么是纯棉40支纱捻度纯棉40支纱是一种常用的纺织原料,它主要由纯棉纤维经过加工和纺织而成。
在纺织过程中,一项重要的指标就是捻度。
捻度是指单位长度内纤维的扭转程度,它直接影响到线的质量和性能。
2. 捻度对线的影响捻度对线的性能有着重要影响。
适当的捻度可以提高线的强度和耐磨性,使其更加牢固和耐用。
而过高或过低的捻度则会导致线易断裂、易起毛球等问题。
在选择合适的捻度时,需要考虑到使用环境、用途以及所需品质等因素。
对于纯棉40支纱来说,合理的捻度范围可以提供良好的品质和性能。
3. 纯棉40支纱捻度范围根据相关行业标准和经验,通常情况下,纯棉40支纱的合理捻度范围为550-650拧/米。
这个范围可以满足大部分使用要求,并且具有良好的均匀性和稳定性。
在实际生产中,捻度的选择还需要根据具体的工艺和设备条件进行调整。
不同的纺纱机器和工艺参数可能会对捻度产生一定影响。
因此,在确定捻度范围时,需要综合考虑这些因素。
4. 捻度测试方法为了准确测量纯棉40支纱的捻度,通常采用以下测试方法:4.1 捻度计测试法捻度计是一种专门用于测量线的捻度的仪器。
使用捻度计进行测试时,需要将一定长度的线样置于仪器上,并根据仪器指示进行操作,最终得到线样的捻度数值。
4.2 目测法目测法是一种简便但不够准确的测试方法。
通过观察线样在特定条件下的扭转程度来判断其捻度。
虽然目测法相对简单,但由于主观因素较大,结果可能存在较大误差。
综合来说,使用捻度计进行测试可以得到更准确和可靠的结果。
5. 纯棉40支纱在不同领域的应用纯棉40支纱具有良好的柔软性、透气性和吸湿性,广泛应用于纺织行业。
以下是一些常见的应用领域:5.1 纺织品制造纯棉40支纱可以用于生产各种纺织品,如床上用品、衣物、家居装饰品等。
由于其良好的柔软性和透气性,这些产品通常具有舒适的手感和良好的穿着体验。
5.2 工业制品纯棉40支纱也可用于制造工业产品,如滤布、胶带等。
各种纱支的捻度标准
纱支的捻度是指单位长度纱线的捻力大小,它直接影响着纱线的质量和性能。
不同类型的纱线需要有不同的捻度标准,以满足不同织物的需求。
在纺织行业中,各种纱支的捻度标准是非常重要的,下面我们来详细了解一下各种纱支的捻度标准。
首先,我们来看最常见的棉纱。
棉纱是纺织行业中使用最广泛的一种纱线,它
的捻度标准一般是根据纱线的细度和用途来确定的。
一般来说,细纱需要较高的捻度,以保证纱线的强度和稳定性;而粗纱则需要较低的捻度,以保证纱线的柔软性和舒适度。
此外,不同用途的棉纱也有不同的捻度标准,比如用于针织的棉纱和用于织布的棉纱就有着不同的捻度要求。
其次,我们来看涤纶纱。
涤纶纱是一种合成纤维纱线,它的捻度标准也是根据
纱线的细度和用途来确定的。
一般来说,涤纶纱的捻度要比棉纱略低,因为涤纶纱本身就具有较高的强度和稳定性,不需要过高的捻度来增强其强度。
而且,涤纶纱的柔软性和舒适度也不如棉纱,所以它的捻度可以适当降低,以提高其柔软性和舒适度。
另外,还有羊毛纱、麻纱、丝纱等各种纱线,它们的捻度标准也各不相同。
羊
毛纱一般需要较高的捻度,以保证纱线的弹性和柔软度;麻纱则需要较低的捻度,以保证纱线的粗糙感和透气性;丝纱的捻度则要根据纱线的细度和用途来确定,一般来说,细丝需要较高的捻度,而粗丝则需要较低的捻度。
总的来说,各种纱支的捻度标准是根据纱线的细度、原料、用途等因素来确定的,它直接影响着纱线的质量和性能。
在生产过程中,我们需要根据不同类型的纱线,合理确定捻度标准,以保证纱线的质量和性能,满足不同织物的需求。
只有这样,才能生产出高质量的纺织品,满足市场的需求。