侧浇口毕业设计
- 格式:docx
- 大小:19.34 KB
- 文档页数:9
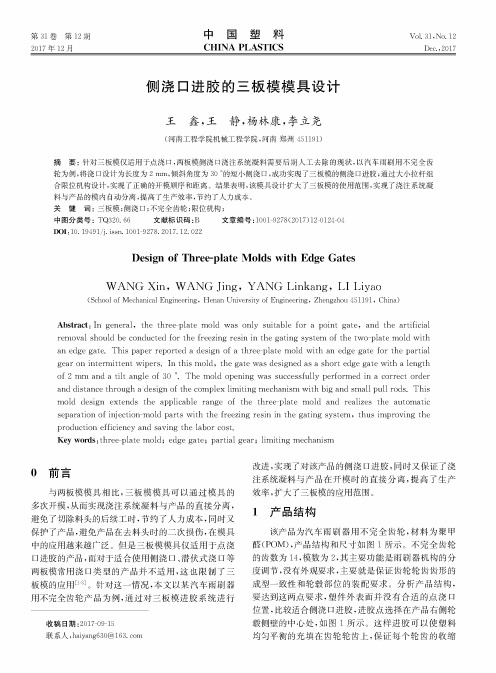
第31卷第12期2017年12月中国塑料CHINA PLASTICSVol. 31,No. 12Dec.,2017侧浇口进胶的三板模模具设计王鑫,王静,杨林康,李立尧(河南工程学院机械工程学院,河南郑州451191)摘要:针对三板模仅适用于点浇口,两板模侧浇口浇注系统凝料需要后期人工去除的现状,以汽车雨刷用不完全齿 轮为例,将浇口设计为长度为2 m m,倾斜角度为30 °的短小侧浇口,成功实现了三板模的侧浇口进胶;通过大小拉杆组 合限位机构设计,实现了正确的开模顺序和距离。
结果表明,该模具设计扩大了三板模的使用范围,实现了浇注系统凝 料与产品的模内自动分离,提高了生产效率,节约了人力成本。
关键词:三板模;侧浇口;不完全齿轮;限位机构;中图分类号:TQ320. 66 文献标识码:B文章编号=1001-9278(2017) 12-0124-04DOI:10. 19491/j. i s s n.1001-9278. 2017. 12. 022Design of Three-plate Molds with Edge GatesW A N G X i n,W A N G J i n g,Y A N G L i n k a n g,L I L i y a o (School of Mechanical Engineering,Henan University of Engineering,Zhengzhou 451191 ^ China)Abstract:In general,the three-plate mold was only suitable for a point gate,and the artificial removal should be conducted for the freezing resin in the gating system of the two-plate mold with an edge gate.This paper reported a design of a three-plate mold with an edge gate for the partial gear on intermittent wipers.In this mold,the gate was designed as a short edge gate with a length of 2 mm and a tilt angle of 30 °.The mold opening was successfully performed in a correct order and distance through a design of the complex Umiting mechanism with big and small pull rods.This mold design extends the applicable range of the three-plate mold and realizes the automatic separation of injection-mold parts with the f reezing resin in the gating system,thus improving the production efficiency and saving the labor costKeywords:three-platemold;edge gate;partial gear;limitingmechanism八-3-t__〇刖言与两板模模具相比,三板模模具可以通过模具的 多次开模,从而实现浇注系统凝料与产品的直接分离,避免了切除料头的后续工时,节约了人力成本,同时又 保护了产品,避免产品在去料头时的二次损伤,在模具 中的应用越来越广泛。

浇口的设计浇口(Gate)是连接流道与型腔之间的一段细短通道,是一條橫切面面積細小的短槽,它是浇注系统的关键部分。
當塑料流入流道時,塑料接近模面最先降熱(冷卻)及凝固.塑料再向前流動時只是在此凝固的塑料層流過.又由於塑料是低傳熱物質.固態的塑料形成絕綠層及保持層的仍可流動.所以,在理想的情況下,澆口應設置在橫流道層位置,使得最佳的塑料流動效應.此情況最常見於圓形及六角形的橫流道.然而梯形的橫流道無法達致此效果,因澆口不能設置於流道的中間位置.浇口的形状、位置和尺寸对制品的质量影响很大。
浇口的主要作用有以下几点:1、熔体充模后,首先在浇口处凝固,当注射机螺杆抽回时可防止熔体想流道回流;2、熔体在流经狭窄的浇口时产生摩擦热,使熔体升温,有助于充模;3、易于切除浇口尾料,二次加工方便,除水口完畢,僅留下少許痕跡;4、对于多型腔模具,浇口能用来平衡进料,对于多浇口单型腔模具,浇口既能用来平衡进料,又能用以控制熔合纹在制品中的位置;5、減少填料過多現象.浇口的类型与位置浇口亦称进料口,是连接分流道与型腔的熔体的通道.,也是注塑模进料系统的最后部分.浇口的设计与位置的选择恰当与否,直接关系到塑件能否完好的高质量地注射成型.其基本作用为:1、从流道来的熔融塑料以最快的速度进入充满型腔。
2、型腔充满后,浇口能迅速冷却封闭,防止型腔能还未冷却的塑料回流。
浇口的设计和塑件的尺寸、形状模具结构,注射工艺条件及塑件性能等因素有关.但是根据上述两句基本作用来说,浇口截面小,长度要短,因为只有这样才能满足增大流料速度,快速冷却封闭,便于塑件分离以及浇口残痕最小等要求.「浇口」(Gate)对於成形性及内部应力有较大的影响,通常依据成形品的形状来决定适当形式,可分为「限制浇口」与「非限制浇口」两大类.限制性浇口是整个浇注系统中截面尺寸最小的部位,通过截面尺寸的突然变化使分流道送来的塑料熔体产生突变的流速增加,提高剪切速率,降低粘度,使其成为理想的流动状态,从而迅速均均衡的充满型腔.对于多型腔模具,调节浇口的尺寸,还可以使非平衡布置的型腔达到同时进料的目的,提高塑件质量. 另外限制性浇口还起着较早固化防止型腔中的熔体倒流的作用, 加工容易,易从浇道切断成形品,可减少残留应力. 又可分为「侧状浇口」(Side Gate)、「重叠浇口」(Overlap Gate)、「凸片浇口」(Tab Gate)、「扇形浇口」(Fan Gate)、「膜状浇口」(Film Gate)、「环形浇口」(Ring Gate)、「盘状浇口」(Disk Gate)、「点状浇口」(Point Gate)及「潜状浇口」(Submarine Gate)等非限制性浇口是由竖浇道直接将塑料注入模穴的浇口,整个浇注系统中截面尺寸最大的部位,它主要是对中大型筒类,壳类塑件型腔起引料和进料后的施压作用.浇口的种类、位置、大小、数目等,直接影响成形品的外观、变形、成形收缩率及强度,所以在设计上应考虑下列事项:在注塑模设计中, 按浇口的结构形式和特点,常用的浇口形式有如下几种:1、直接浇口既是主流道浇口,属于非限制性浇口. 塑料熔体由主流道的大端直接进入型腔,因儿具有流动阻力小,流动流程短及补给时间长等特点.但是也有一定的缺点如进料处有较大的残余应力而导致塑件翘曲变形,由于浇口较大驱除浇口痕迹较困难,而且痕迹较大,影响美观.所以这类浇口多用于注射成型大,中型长流程深型腔筒型或翘型塑件,尤其适合与如聚碳酸脂,聚砜等高粘度塑料.另外,这种形式的浇口只适合于单型腔模具.在设计浇口时,为了减小与塑件接触处的浇口面积,防止该处产生缩口,变形等缺陷,一方面应尽量选用较小锥度的主流道锥角a(a=2~4度),另一方面尽量减小定模板和定模座的厚度.这样的浇口有良好的熔体流动状态,塑料熔体从型腔底面中心部位流向分型面,有利于排气;这样的形式使塑件和浇注系统在分型面上的投影面积最小,模具结构紧凑,注射机受力均匀.2、中心浇口当筒类或壳类塑件的底部中心或接近于中心部位有通孔时,内浇口就开设在该浇口处,同时中心设置分流锥,这种类型的浇口.实际上这是直接浇口的一种特殊形式,具有直接浇口的一系列优点,而克服了直接浇口易产生缩孔,变形等缺陷.中心浇口其实也是端面进料的环行浇口(下面介绍),在设计时,环行的厚度一般不小于0.5mm.进料口环行的面积大于主流道小端面积时,浇口为非限制性浇口;反之,则浇口为限制性型浇口.3、侧浇口侧浇口国外称为标准浇口,(各种图我这里有但是没有扫描仪) 侧浇口一般开设在分型面上,塑料熔体从内侧或外侧充满模具型腔,其截面形状多为矩形(扁槽),改变浇口宽度与厚度可以调节熔体的剪切剪切速率及浇口的冻结时间.这类浇口可根据塑件的形状特征选择其位置,加工和修整方便,因此它是应用较广泛的.优点如下由于浇口截面小,减小浇注系统的浇注系统塑料的消耗量,去除浇口容易,痕迹不明显.缺点有熔接痕存在,注射压力损失较大,使深型腔塑件的排气不利.还克分为1)扇形浇口2)平缝浇口4、环行浇口对型腔填充采用圆环形进料形式的浇口称为环行浇口.特点进料均匀,圆周上各处流速大致相同,流动状态好,型腔中的空气容易排除,熔接痕可以避免.浇口设计在型心上,浇口的厚度t=0.25~1.6mm,长度l=0.8~1.8mm;端面进料的搭接式环行浇口,搭接长度L1=0.8~1.2mm,总长L可取2~3mm; 环行浇口主要用于成型圆筒型无底塑件,但是浇注系统耗料较多,浇口去除困难,浇口痕迹明显.5、轮辐式浇口6、爪形浇口。



前言第二章注塑设备选择第2.1节估算塑件体积该产品大批量生产故设计的模具要有较高的注塑效率,浇注系统要能自动脱模,可采用侧浇口自动脱模结构。
由于塑件中等大小,所以模具采用一模二腔结构,浇口形式采用侧浇口。
2.1.1计算塑件体积由第一章可知塑件材料PMMA的密度为1.16~1.20g.cm3-,收缩率为1.6%~2.0%,计算出其平均密度为1.18 g.cm3-,平均收缩率为1.8%。
经测绘初步估算得塑件体积 V塑=9.18+1.428+7.722+0.33+0.32+2.62=21.6 cm3;塑件质量M塑= V塑ρ=21.6 cm3×1.18 g.cm3-=25.488g;2.1.2 浇注系统凝料体积的初步估算可按塑件体积的0.6倍估算,由于该模具采用一模二腔。
1.所以浇注系统凝料体积为V2=2V塑×0.6=2×21.6×0.6=25.92 cm3;2.该模具一次注塑所需塑料的体积为V0=2V塑+ V2=2×21.6+25.92=69.12 cm3;第2.2节注塑机型号的选定根据塑料制品的体积与质量,以及成型工艺参数初步选定注塑机的型号为SZ—200/1000型卧式螺杆注塑机2.2.1 注塑机的主要技术参数如表2.1所示表2.1注: 该注塑机由宁波市金星塑料机械有限公司生产 2.2.2 型腔数量的校核1.由注塑机料筒塑化速率校核型腔数目 n ≤123600m m KMt-;上式右边≈12≥2,符合要求。
式中 K ——注塑机最大注塑量的利用系数,取0.8;M ——注塑机的额定塑化量(g/h 或cm 3/h),该注塑机为14g/s ; t ——成型周期,因塑件较小,壁厚不大,取45s ; m 1——单个塑件质量 25.48g ; m 2——浇注系统所需塑料质量 30.58g ; 2.按注射机的最大注射量校核型腔数目 n ≤21m m Kmn-;上式右边≈5.4≥2符合要求;式中 m n ——注射机允许的最大注射量(g 或cm 3) 210 cm 3; 3.按注射机的额定锁模力校核型腔数目注射机在充模过程中产生的胀模力主要作用在两个位置: 在两瓣合模上的作用面积约为A 11≈24×135=3240mm 2; 瓣合模与支撑板的接触处的作用面积A 12≈17×135=2295mm 2; n ≤12A P A P F 型型-上式右边≈3.1≥2符合要求;式中 F ——注射机的额定锁模力(N),该注射机为4×105N ;A1——2个塑件在模具分型面上的投影面积(mm2), A1=2A11=6480mm2;A2——浇注系统在模具分型面上的投影面积(mm2), A2=0.35A1=2268mm2;P型——塑料熔体对型腔的成型压(MPa),一般是注射压力的30%~65%,该处取型腔的平均压力为45MPa;第三章拟定模具结构形式第3.1节分型面位置的确定在塑件设计阶段,就应考虑成型时分型面的形状和位置,否则无法用模具成型。
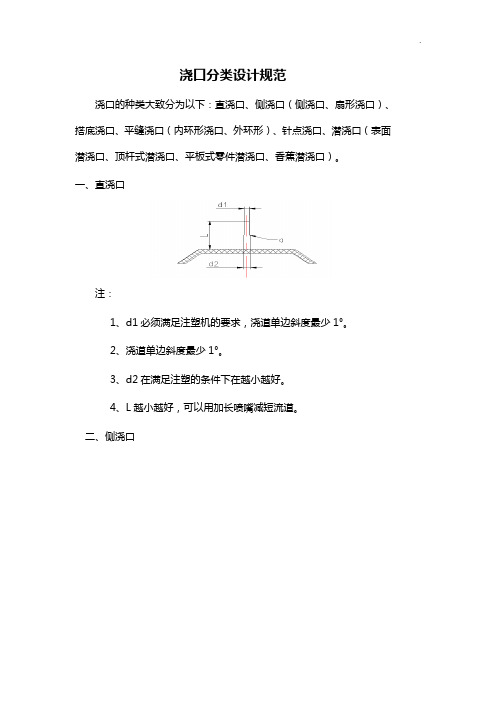
浇口分类设计规范浇口的种类大致分为以下:直浇口、侧浇口(侧浇口、扇形浇口)、搭底浇口、平缝浇口(内环形浇口、外环形)、针点浇口、潜浇口(表面潜浇口、顶杆式潜浇口、平板式零件潜浇口、香蕉潜浇口)。
一、直浇口注:1、d1必须满足注塑机的要求,浇道单边斜度最少1°。
2、浇道单边斜度最少1°。
3、d2在满足注塑的条件下在越小越好。
4、L越小越好,可以用加长喷嘴减短流道。
二、侧浇口1、浇口尺寸计算方法:h=nt w=(3-10)h L=(0.8-1.5 )A=(20-30)°L1=0.5 -1其中n为常数,根据塑料的不同而不同塑料类别参数nPE/PS 0.6POM/PC/PP 0.7PMMA/PA 0.8PVC 0.92、侧浇口自动脱浇口设计侧浇口在一般设计是不能自动脱浇口的,如果把产品与流道设计成不同时间顶出,便可以实现自动脱浇口的效果。
倒扣延时针三、搭底浇口搭底浇口是侧浇口的改良,适合某种特定形状的产品。
1)、在侧面不允许有浇口的情况下;2)、避免有流纹的现象;3)除硬质PVC外,适合绝大多数产品。
注:h=nt w=(3-10)h L=0.8-1.5 四、扇形浇口扇形浇口是侧浇口的改良,它的宽度随深度的减少而增加。
1)、适合于大型平板类形状产品2)、塑料流入型腔呈扁平状,减少流纹及夹水纹的产生。
3)、适合除硬质PVC外的任何塑料,本公司PMMA产品五、平缝式浇口此尺寸参照侧浇口,以加强浇口处应力,便于断口整齐及近浇口的乱流现象。
六、针点浇口1)针点浇口在脱模时能够把产品和流道自动分离开,因儿勿须后处理。
2)进胶点处形状的三中形式:以上三种形式根据产品的实际要求选择。
七、潜浇口1、表面潜浇口2 6.53 m m潜定模潜动模`2、顶杆潜浇口d1<t顶杆4、香蕉式潜浇口距离PL面5-8mm产品镶件平板式零件的潜浇口.。
教学案例:点浇口、侧浇口知识点讲解
这三类产品模具浇口类型都属于典型的点浇口、侧浇口:
侧浇口侧浇口
侧浇口侧浇口
侧浇口
一、点浇口
点浇口又称针点浇口,是一种在塑件中央开设浇口时使用的圆形限制浇口。
适用场合:常用于成型各种壳类、盒类塑件。
优点:浇口位置灵活,浇口附近变形小,多型腔时采用点浇口容易平衡浇注系统。
缺点:由于浇口的截面积小,流动阻力大,需提高注射压力,宜用于成型流动性好的热塑性
塑料。
采用点浇口时,为了能取出流道凝料,必须使用三板式双分型面模具费用较高。
点浇口直径可以按经验公式计算
式中d ——浇口直径为 (mm);
δ——塑件壁厚,mm ;
A ——型腔面积,mm2。
42)20.014.0(A d δ-=
二、侧浇口
国外又称标准浇口。
一般开设在分型面上,从制品的边缘进料。
侧浇口 重叠浇口(搭接式浇口)
优点:易于加工、便于试模后修正,浇口去除方便。
缺点:在制品的外表面留有浇口痕迹。
适用范围:广泛应用于中小型制品的多型腔注射模。
其侧浇口厚度t(mm)和测浇口宽度b(mm)的经验公式如下
δ——塑料厚度,mm ;
A ——为塑件外表面面积,mm2。
对于中小型塑件深度t=0.5~2.0mm ,宽度b=1.5 ~5.0mm ,浇口长度L=0.8 ~2.0mm ; 重叠浇口(侧面进料的搭接式浇口),搭接部分长度l2-l1=(0.6 ~0.9)mm +b/2,浇口长度l2=2.0 ~3.0mm.
δ)9.06.0(30)9.06.0(-=-=t A
b。
技术专栏 : 塑料射出成型模具的浇口设计浇口(Gate)在射出成型模具的浇注系统(Feed System)中是连接流道(Runner)和型腔(Cavity)的熔胶通道。
浇口设计和塑件质量有着密不可分的关系。
1. 浇口的位置和数目1.1. 浇口位置与喷流(Jetting)的关系浇口若能布置成冲击型浇口 -- 也就是使得进浇后的塑料熔体立刻冲击到一阻挡物(如型腔壁、芯型销等),让塑流稳定下来,就可以减少喷流的机率。
1.2. 浇口的位置和数目与熔接线(Weld Line)的关系熔接线是两股熔胶的波前(Melt Front)相遇后所形成的线条。
就塑件的外观或是强度而言,熔接线都是负面的。
每增加一个浇口,至少要增加一条熔接线,同时还要增加一个浇口痕(Gate Mark)、较多的积风(Air Trap)以及流道的体积。
所以在型腔能够如期充填的前提下,浇口的数目是愈少愈好。
为了减少浇口的数目,每一浇口应在塑流力所能及的流动比之内(Flow Length to Thickness Ratio),找出可以涵盖最大塑件面积的进浇位置。
更改浇口位置以后,能够将熔接线自敏感处移除为上策。
如果熔接线无法移除,那么增加波前的熔胶温度(Melt Temperature);或是减少两相遇波前的熔胶温度差(Melt Temperature Difference);或是增加两波前相遇后的熔胶压力(Melt Pressure);或是增加熔胶波前相遇时的遇合角(Meeting Angle),都可以改善熔接线的质量。
1.3. 浇口的位置和数目与积风(Air Trap)的关系积风是型腔内的空气和熔胶释出的气体被熔胶包围后的缺陷。
积风的存在,重则导致短射(Short Shot)或焦痕(Burn Mark),轻亦影响外观和强度。
每增加一个浇口,就会增加积风发生的机率。
当塑件厚薄差异大时,如果浇口位置设置不当,就会因为跑道现象(Race Track Effect)而导致积风。
侧浇口毕业设计
篇一:侧浇口塑料模具设计案例
基于UG6.0的侧浇口塑料模具设计
一、创建一个3D实体模型,这里我们直接调用。
1. 双击UG图标
2. 单击打开文件
,打开UG软件。
3. 选择UG文件1565,单击ok。
1
4. 3D实体模型
图.1-1
图.1-2
2
二、校验模型成型的可行性
1.检查拔模斜度是否正确?
1)单击分析
形状面斜率
2)矢量类型选择ZC轴,单击确定
3
3)在最小值输入“-3”,最大值输入“3”。
选中塑件,其余默认,单击确定。
4
图2-1 5
篇二:模具专业毕业设计
***职业技术学院
毕业设计
题
系
专
班
姓
学目水瓶盖注射模别机电工程系业模具设计与制造级 ********* 名 ***号 1111111111
指导教师 ***
日期 20**年06月
设计任务书
设计题目:
水杯瓶盖的注射模
设计要求:
(1)模具图样的设计
1)了解制品工艺性
2)了解制品的批量
3)了解塑料制品所用的设备
(2)确定模具设计方案
1)确定模具所用的材料
2)确定模具设计的基本结构
3)确定模具选用的标准件型号
4)确定模具型腔型芯的成形尺寸
5) 进行注塑机的强度、刚度校核及冷却系统的排布
6)完成模具图样的设计图纸
设计进度要求:
第一周:查找资料确定题目
第二周:理清设计思路列出提纲初步完成论文撰写
第三周:绘制设计所用图纸
第四周:进一步完善论文
第五周:清查、核对数据
第六周:校正论文格式、复查论文内容
第七周:完成撰写上缴指导教师审核并打印
指导教师(签名):
摘要
塑料制品具有原料丰富,价格低廉,,性能优良等特点。
它在电脑、手机、汽车、电机、电器、仪器仪表、家电和通讯产品制造中具有不可替代的作用,应用极其广泛。
注射成形是成形热塑件的主要方法,因此应用范围很广。
注射成形是把塑料原料放入料筒中经过加热熔化,使之成为高黏度的流体,用柱塞或螺杆作为加压工具,使熔体通
过喷嘴以较高压力注入模具的型腔中,经过冷却、凝固阶段,而后从模具中脱出,成为塑料制品。
本产品是日常应用的水杯瓶盖,且实用性强。
该产品设计为大批量生产,故设计的模具要有较高的注塑效率,浇注系统要能够自动脱模,此外为保证塑件表面质量采用侧浇口,因此选用双分型面注射模,侧浇口自动脱模结构。
模具的型腔采用一模二腔平衡布置,浇注系统采用潜伏式成形。
因该塑件为绕线型产品外侧有较大的侧凹,故采用了斜滑块的侧向分型抽芯机构完成塑件的推出。
塑件的工艺性能要求注塑模中有冷却系统,因此在模具设计中也进行了设计。
本次的设计查阅了大量的专业资料和书籍,丰富了设计过程。
关键词:注射成型,潜伏式交口,侧向分型目录
1 塑件工艺分析 ......................................... 错误!未定义书签。
1.1 成形工艺分析 ..................................... 错误!未定义书签。
1.2 塑件材料成型工艺参数确定 .......................................... 5 2 注塑机选用 ...........................................
错误!未定义书签。
3 模具结构尺寸的设计计算 ............................... 错误!未定义书签。
3.1 型腔尺寸计算 ..................................... 错误!未定义书签。
3.2 型芯的尺寸计算 ................................... 错误!未定义书签。
3.3 矩形型腔侧壁和底版厚度的计算 ..................... 错误!未定义书签。
3.4 选择浇注系统 ..................................... 错误!未定义书签。
4 模具结构设计 ......................................... 错误!未定义书签。
4.1 塑件成型位置及分型面选择 ......................... 错误!未定义书签。
4.2 型腔数的确定 ..................................... 错误!未定义书签。
4.2 型腔分布图 ...................................... 错误!未定
义书签。
4.3 模具推出机构结构设计 ............................. 错误!未定义书签。
4.4 推出机构的设计 ................................... 错误!未定义书签。
5 工艺参数的校核 ....................................... 错误!未定义书签。
5.1 最大注射量校核 ................................... 错误!未定义书签。
5.2 锁模力校核 ....................................... 错误!未定义书签。
5.3 模具闭合高度校核 ................................. 错误!未定义书签。
5.4 开模行程校核 ..................................... 错误!未定义书签。
6 模具总装图及模具的装配、试模 ........................ 错误!未定义书签。
6.1 模具总装图及模具的装配 ........................... 错误!未定义书签。
6.2 模具的安装试模 ................................... 错误!未定义书签。
致谢 ................................................ .. 29
参考文献 ................................................
30
前言
随着现代化工业发展的需要,塑料制品在工业、农业和日常生活等各个领域的应用越来越广泛,质量要求也越来越高,技术要求也越来越高。
在塑料制品的生产中,高质量的模具设计、先进的模具制造设备、合理的加工工艺、优质的模具材料和现代化的成形设备等都是成形优质塑件的重要条件。
模具是工业生产的重要装备,是国民经济的基础设备,是衡量一个国家和地区工业水平的重要标志。
纵观世界的塑料产业的发展,中国塑料机械工业协会秘书长戴仲尧先生非常重视塑料企业走向世界的问题。
据他所说:塑料机械是工业消费的重要组成部分,是国家重点支持的一个产业部门。
塑料机械是塑料加工工业、塑料制品工业所必须的装备,而塑料机械的发展也依赖于塑料制品、原料加工工业的发展,塑料机械与塑料加工所用的原材料、塑料
制品之间是一个因果关系,它们之间相互依赖。
据新近的有关资料表明,在国内外模具工业中,各类模具占模具总量的比例如下:冲压模、塑料模各占35% ~ 40%;压铸模10% ~ 15%;粉末冶金模、陶瓷模、玻璃模等其他模具占10%左右,因此,塑料成型模具的应用在各类模具的应用占有与冲压模并驾齐驱的“老大”位置。
塑料工业是当今世界上发展最快的工业门类之一,对于我国而言,它在整个国民经济的各个部门中发挥了越来越大的作用。
我们学生对于塑料工业的认识还是很肤浅的,但是通过这次塑料模具课程设计,让我们更多的了解有关塑料模具设计的基本知识,更进一步掌握了一些关于塑料模具设计的步骤和方法,对塑料模有了一个更高的认识。
这对我们在今后的生产实践工作中无疑是个很好的帮助,也间接性的为今后工作经验有了一定的积累。
塑料制品成型及模具的设计还是个很专业性、实践性很强的技术,而它的主要内容都是在今后的生产实践中逐步积累和丰富起来的。
因此,我们要学好这项技术光靠书本上的知识还是不够的,我们更多的还应该将理论与实际结合起来,还需要我们到工厂里去实践,我相信在未来的我国的模具行业也必将立居于世界前列!
篇三:边缘浇口或侧面浇口
邊緣澆口或側面澆口。