制程异常联络单
- 格式:xls
- 大小:20.00 KB
- 文档页数:2
爱珂照明版本:A
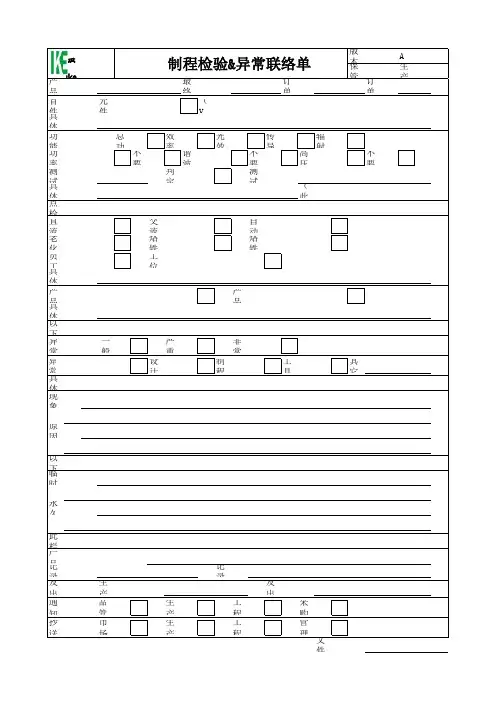
制程检验&异常联络单
ike lighting保管部门:生产(PQC)产品名称:最终客户:订单号:订单数:
首件检查:元件是否与BOM配套(V X / 以下同)
具体说明:
功能是否正常:总功率效率光效传导辐射
功率因数:正常不要求谐波:正常不要求高压:通过不要求
测试工程师:判定结果:测试日期:
具体说明:(此栏测试由测试工程师协助完成)点检项目(测试房仪器设备点检由测试工程师完成):
直流电源状态:交流电源状态:自动传送带状态:
老化设备状态:烙铁温度:烙铁接地:
员工静电佩戴:工位作业指导书配挂正确:
具体说明:
产品开关测试(0.5秒每次,10次)产品老化测试(1个小时)
具体说明:
以下栏目仅当生产出现异常时使用,并由生产PQC联络相关部门:
异常程度:一般严重非常严重
异常原因:来料缺陷设计缺陷制程缺陷工具缺陷其它
具体说明:(此栏由生产PQC完成)
现象:
原因:
以下栏目由工程部完成:
临时措施:
永久措施:
此栏由生产PQC完成:
产品最终结果跟踪记录:
记录时间:记录员:
发出部门:生产PQC(签字)发出时间:
通知部门:品管IQC生产部工程部采购部
抄送部门:市场部生产部工程部管理部
文件编号:。
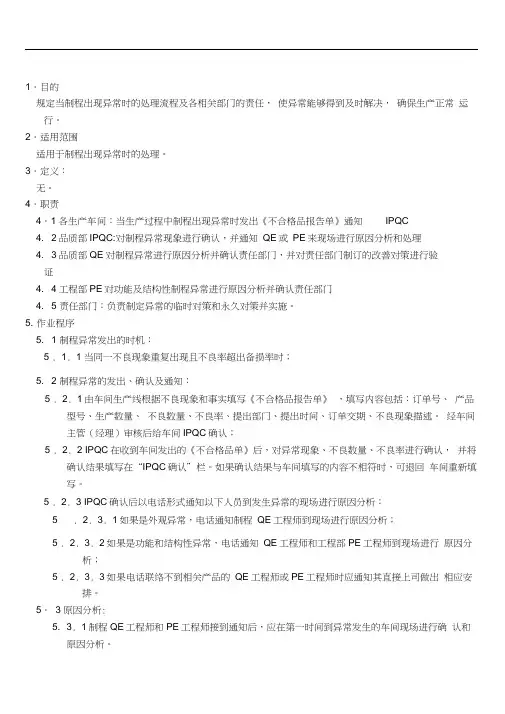
1.目的规定当制程出现异常时的处理流程及各相关部门的责任,使异常能够得到及时解决,确保生产正常运行。
2.适用范围适用于制程出现异常时的处理。
3.定义:无。
4.职责4.1 各生产车间:当生产过程中制程出现异常时发出《不合格品报告单》通知IPQC4. 2品质部IPQC:对制程异常现象进行确认,并通知QE或PE来现场进行原因分析和处理4. 3品质部QE对制程异常进行原因分析并确认责任部门,并对责任部门制订的改善对策进行验证4. 4工程部PE对功能及结构性制程异常进行原因分析并确认责任部门4. 5 责任部门:负责制定异常的临时对策和永久对策并实施。
5. 作业程序5. 1 制程异常发出的时机:5 . 1. 1 当同一不良现象重复出现且不良率超出备损率时;5. 2 制程异常的发出、确认及通知:5 . 2. 1由车间生产线根据不良现象和事实填写《不合格品报告单》,填写内容包括:订单号、产品型号、生产数量、不良数量、不良率、提出部门、提出时间、订单交期、不良现象描述。
经车间主管(经理)审核后给车间IPQC确认;5 . 2. 2 IPQC在收到车间发出的《不合格品单》后,对异常现象、不良数量、不良率进行确认,并将确认结果填写在“IPQC确认”栏。
如果确认结果与车间填写的内容不相符时,可退回车间重新填写。
5 . 2. 3 IPQC确认后以电话形式通知以下人员到发生异常的现场进行原因分析:5 . 2. 3. 1如果是外观异常,电话通知制程QE工程师到现场进行原因分析;5 . 2. 3. 2如果是功能和结构性异常,电话通知QE工程师和工程部PE工程师到现场进行原因分析;5 . 2. 3. 3如果电话联络不到相关产品的QE工程师或PE工程师时应通知其直接上司做出相应安排。
5.3 原因分析:5. 3. 1制程QE工程师和PE工程师接到通知后,应在第一时间到异常发生的车间现场进行确认和原因分析。
5. 3. 2问题分析时应运用5WHY5M1E 8D QC七大手法、IE手法等问题分析技术分析异常的根本原因( Root Cause), 根据根本原因确认责任部门及提出临时对策。
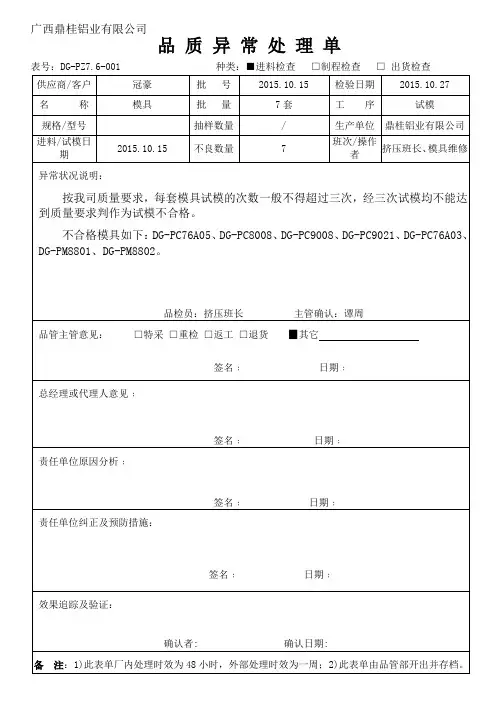
广西鼎桂铝业有限公司
品质异常处理单
表号:DG-PZ7.6-001 种类:■进料检查□制程检查□出货检查
供应商/客户冠豪批号2015.10.15 检验日期2015.10.27 名称模具批量7套工序试模规格/型号抽样数量/ 生产单位鼎桂铝业有限公司
进料/试模日
期2015.10.15 不良数量7
班次/操作
者
挤压班长、模具维修
异常状况说明:
按我司质量要求,每套模具试模的次数一般不得超过三次,经三次试模均不能达到质量要求判作为试模不合格。
不合格模具如下:DG-PC76A05、DG-PC8008、DG-PC9008、DG-PC9021、DG-PC76A03、DG-PM8801、DG-PM8802。
品检员:挤压班长主管确认:谭周
品管主管意见:□特采□重检□返工□退货▉其它
签名﹕日期﹕
总经理或代理人意见﹕
签名﹕日期﹕
责任单位原因分析﹕
签名﹕日期﹕
责任单位纠正及预防措施:
签名﹕日期﹕
效果追踪及验证:
确认者: 确认日期:
备注:1)此表单厂内处理时效为48小时,外部处理时效为一周;2)此表单由品管部开出并存档。
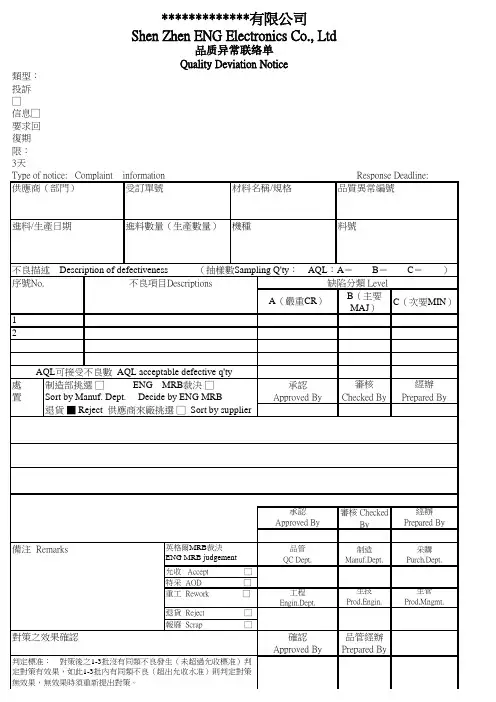
批号:数量:表单编号:检验员检验日期
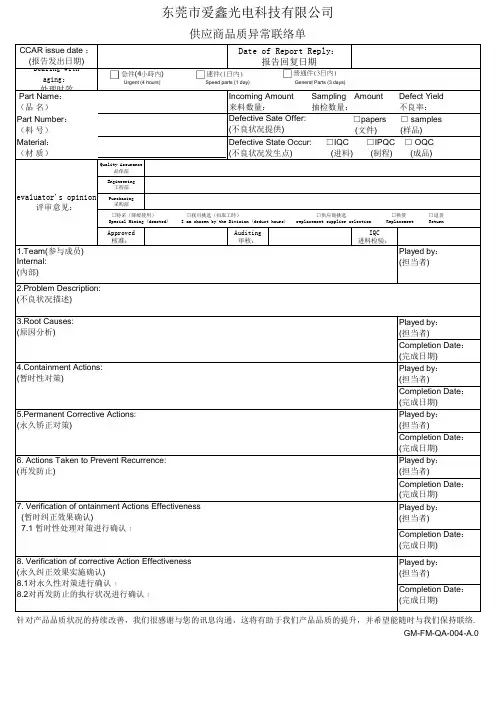
造成损失: 有 无要求回复日期处理费: 元NO 不良内容严重一般轻微A、技术上的问题B、产品零件的问题
C、工程/设计上的问题
D、指导者/作业的问题
E、管理体制的问题
F、其它
最终检查其流出原因:
2.防止不良再发生对策
3.防止不良再流出对策暂定暂定
恒久
恒久生产现场不良流出防止对策生产现场防止不良再现对策
改善后第一次检查确认 年 月 日
改善后第二次检查确认 年 月 日NO 不良内容严重一般轻微NO
严重一般轻微确认:跟踪人:确认:跟踪人:
文件的更改:□作业指导书 □控制计划 □检验指导书 □其它( )注:若未经过L&C质量部同意延迟一天回复,按每天¥100.00元处罚.
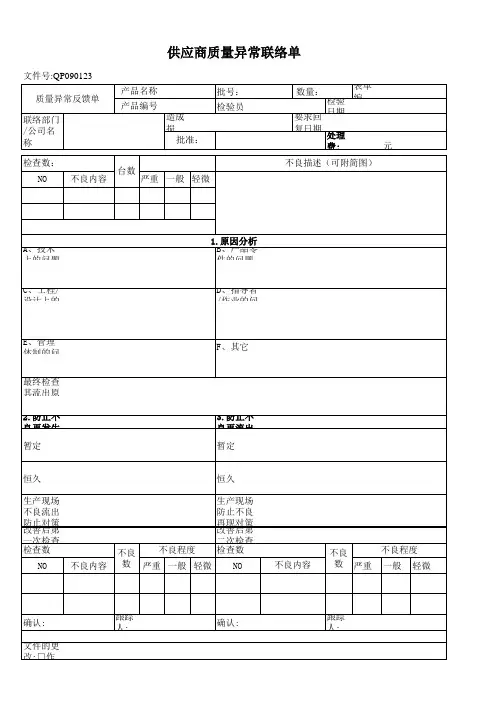
产品名称产品编号文件号:QP090123
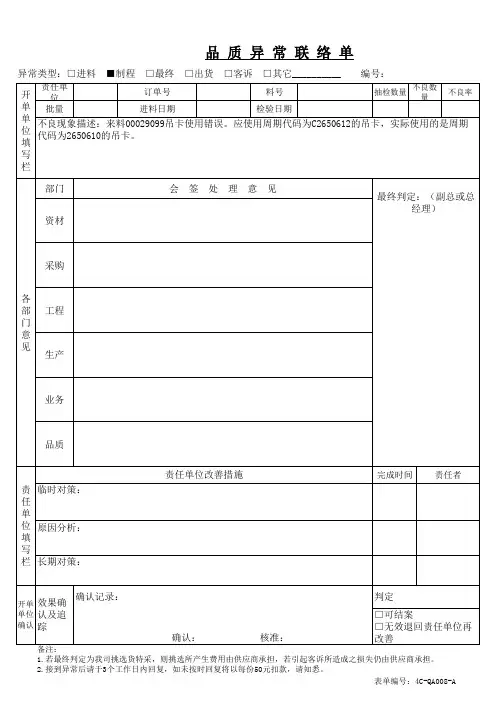
供应商质量异常联络单
质量异常反馈单
不良内容联络部门
/公司名
称
批准:检查数:
台数不良描述(可附简图)
1.原因分析检查数
不良数不良程度检查数不良数不良程度。
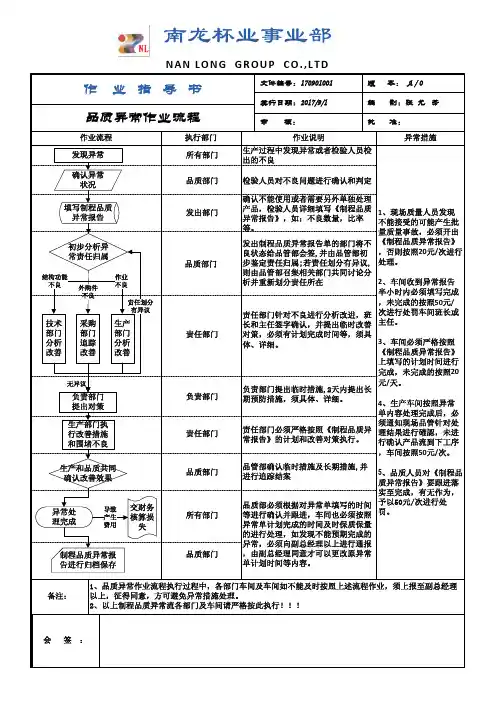
深圳市大阪科技有限公司
制程异常联络单
注:
1、生产现场在生产过程中发现不良时填写本表。
2、本表由责任人填写、班长确认、工程师主导原因分析并制定临时和永久性对策及纠正预防措施。
3、本表原件文员收集统计,复印件与产品同步在现场周转。
4、可特采品:对产品作相应标识并和本表复印件一起与OK品隔离、周转。
5、返修后的OK品:操作同4并按要求返修,返修后由品质部复检,确认OK后与OK品一起周转。
6、返修后可特采品:操作同4并按要求返修。
7、报废品:填写报废单连同报废品、本表复印件一起交文员处理。
制表: 班组签字: 主管签字:
注:
1、生产现场在生产过程中发现不良时填写本表。
2、本表由问题发现人填写、班组长确认、协同品管原因分析并制定临时和永久性对策及纠正预防措施。
3、本表原件文员收集统计,复印件与产品同步在现场周转。
4、可特采品:对产品作相应标识并和本表复印件一起与OK品隔离、周转。
5、返修后的OK品:操作同4并按要求返修,返修后由品质部复检,确认OK后与OK品一起周转。
6、返修后可特采品:操作同4并按要求返修。
7、报废品:填写报废单连同报废品、本表复印件一起交文员处理。
8、本表每天报生产日报备案。
施。