吹瓶常见缺陷
- 格式:ppt
- 大小:77.50 KB
- 文档页数:12

故障1: PET瓶透明度不佳原因:1、加热温度过高2、加热时间过长3、压缩空气含有水份4、注塑胚管本身不透明5、胚管设计不适6、吹胀比例太小排除方法:1、降温2、缩短加热时间3、用干燥器除水4、改良胚管品质,选择用料及提高原料干燥度5、改善胚管尺寸设计6、缩小胚管直径故障2:PET瓶出现珍珠光泽泛白原因:1、加热温度过低2、胚管壁厚不均3、胚管厚度太厚,加温渗透不足排除方法:1、升温或放慢公转速度2、改善胚管品质3、减少胚管厚度,或尝试升高加热装置的外罩,以增加胚管表层温度散发故障3:PET瓶底水口位置偏移原因:1、开始吹气时间太早2、拉伸杆没下到底3、拉伸杆与瓶轴中心线偏移4、胚管壁厚不均匀或注射密度不均5、加热不均匀排除方法:1、延迟吹气时间或增加拉伸杆下降速度2、调整磁极开关的位置3、调整拉伸杆位置4、改善胚管品质5、改善加热条件,或检查胚管自转有否问题故障4:PET瓶壁厚不均原因:1、拉伸杆位置不在胚管中心2、吹气孔不对称,孔径不一3、拉伸倍率过低或吹胀比例太小4、胚管在加热炉中不自转5、胚管壁厚不均或注射密度不均排除方法:1、调整拉伸杆位置2、调整吹气孔位置及孔径3、加大拉伸倍率或吹胀比例4、检查自转装置5、改善胚管品质故障5:瓶上部太厚原因:1、上部温度过低2、模具排气孔位置距上部太远3、拉伸倍率过低4、瓶上部吹胀比过低5、拉伸杆速度太慢排除方法:1、上部加温2、调整排气孔位置3、加大拉伸倍率4 •改变瓶形状5 •调整拉伸杆速度故障6:瓶底太薄原因:1、开始吹气时间过早2、底部温度过高3、胚管底部太薄排除方法:1、延迟开始吹气时间2、降低底部温度3、增加胚管底部厚度故障7:瓶合模线明显原因:1、合模压力不够2、封口时间过早3、模具问题4、胚管牙口尺寸与模具配合不符排除方法:1、加大合模压力,调整合模撑杆角度(<5度)2、后移合模行程开关位置3、修理模具或检查模具装配位置,如导柱有否松脱,或模具是否未压紧4、维修模具牙口配合位故障8瓶底部或瓶颈卷起、积料原因:1、延时吹气时间太长2、一个卷,一个良好3、积料处温度太低4、动作用气压不稳定,影响拉伸杆下降速度排除方法:1、缩短延时吹气时间或减低拉伸杆下降速度2、调低卷瓶一边的气量3、增加胚管该处的加热温度4、加设储气罐于动作气源,或缩短供气管路故障9:瓶底拉伸穿孔原因:1、温度未够,未渗透2、延时拉伸时间太长3、拉伸比太大4、胚管底部太薄5、拉伸杆头太尖排除方法:1、加温2、缩短延时拉伸时间3、减少拉伸比4、改善胚管底部设计5、修圆拉伸杆头故障10:瓶底爆破原因:1、延时吹气时间太短2、延时开模时间太短3、温度太高4、排气阀不工作排除方法:1、加长延时吹气时间或增加拉伸杆下降速度2、加长延时开模时间3、降温4、用汽油清洗排气阀故障11 :瓶底不饱满原因:1、瓶底温度太高2、模具瓶底处排气孔不足或不均匀3、拉伸杆未到底部4、拉伸杆头设计不符合胚管底部形状5、吹气压力不足6、吹气阀流量不足7、瓶底曲线设计不佳排除方法:1、降低加热区底部温度或用湿布降低胚管底部温度2、增加排气孔数量并使其分布均匀3、调整拉伸杆到瓶底4、更换拉伸杆头5、加大吹气压力6、用汽油清洗吹气阀7、增加瓶底曲线流线型设计故障12 :原因:1、若相对于胚管牙部在某一特定方位则为胚管厚薄不均的原因2、若相对模具合模线在某一特定方位则为模具排气问题3、胚管加热不均匀4、模具底部设计不佳排除方法:1、改善胚管厚薄设计2、改善模具底部排气孔3、改善加热条件4、改善底部设计故障13:吹瓶机无电源指示原因:1、插座无电2、保险管坏3、线头脱落4、安全紧急掣未开启5、电源开关是否打开置于ON处6、指示灯损坏7、加热炉内控制插座的小型断路器是否合上排除方法:1、检查插座有无电,漏电开关是否跳闸2、检查线路有否短路,然后更换保险管3、接好接头4、打开紧急安全掣5、电源开关打在ON处6、更换指示灯7、合上断路器故障14:无封口及拉伸动作原因:1、合模行程不到位2、合模行程开关坏3、电线脱落4、延时拉伸时间继电器损坏5、升降电磁阀和拉伸电磁阀损坏6、气缸进、排气节流阀堵塞或关死7、相应电磁阀故障8、延时拉伸时间设定为“ 0”排除方法:1、前移合模碰块2、更换合模行程开关3、接好线头4、更换时间继电器5、更换电磁阀6、检查孔位,确保畅通7、检查有关电磁阀8、延时拉伸时间设定不可少于“ 0 ”故障15:圆盘不转原因:1、保险丝断,圆盘不转2、交流接触器、热继电器损坏3、电机缺相(嗡嗡响)排除方法:1、用万用表阻挡(R× 1)测量保险管电阻,若为0,说明良好;若为∞,说明已断。
吹瓶机常见故障及处理方法吹瓶机是目前广泛应用于瓶子生产的设备之一。
它的主要作用是将热塑性塑料材料加热融化后,通过模具吹出成型。
吹瓶机在生产过程中容易出现一些故障,这些故障不仅会影响生产效率,还会增加生产成本。
因此,了解吹瓶机常见故障及处理方法对于提高生产效率和降低生产成本具有重要意义。
一、吹瓶机常见故障1. 瓶子变形瓶子变形是吹瓶机生产过程中常见的故障之一。
这种情况一般是由于模具温度不均匀、吹气压力不足、瓶子冷却不足等原因造成的。
2. 瓶子口部不平整瓶子口部不平整也是吹瓶机生产过程中常见的故障之一。
这种情况一般是由于模具口部不平整、吹气压力过大或过小等原因造成的。
3. 瓶子泄露瓶子泄露是吹瓶机生产过程中比较严重的故障之一。
这种情况一般是由于模具口部不严密、瓶子壁厚不均等原因造成的。
4. 瓶子表面不光滑瓶子表面不光滑也是吹瓶机生产过程中常见的故障之一。
这种情况一般是由于模具表面不平整、吹气压力过大或过小等原因造成的。
5. 瓶子尺寸不一瓶子尺寸不一也是吹瓶机生产过程中常见的故障之一。
这种情况一般是由于模具温度不均匀、吹气压力不足、瓶子冷却不足等原因造成的。
二、吹瓶机处理方法1. 瓶子变形处理方法瓶子变形的处理方法主要是调整模具温度、增加吹气压力、加强瓶子冷却等。
2. 瓶子口部不平整处理方法瓶子口部不平整的处理方法主要是调整模具口部、适当调整吹气压力等。
3. 瓶子泄露处理方法瓶子泄露的处理方法主要是检查模具口部密封情况、调整瓶子壁厚等。
4. 瓶子表面不光滑处理方法瓶子表面不光滑的处理方法主要是调整模具表面、适当调整吹气压力等。
5. 瓶子尺寸不一处理方法瓶子尺寸不一的处理方法主要是调整模具温度、增加吹气压力、加强瓶子冷却等。
三、吹瓶机维护保养除了以上常见故障及处理方法外,吹瓶机的维护保养也是非常重要的。
以下是吹瓶机维护保养的一些注意事项:1. 定期检查设备:定期检查吹瓶机设备的电气、液压、气动等部分是否正常运行,如有异常及时处理。
故障1:PET瓶透明度不佳原因:1、加热温度过高 2、加热时间过长 3、压缩空气含有水份 4、注塑胚管本身不透明 5、胚管设计不适 6、吹胀比例太小排除方法:1、降温 2、缩短加热时间 3、用干燥器除水 4、改良胚管品质,选择用料及提高原料干燥度 5、改善胚管尺寸设计 6、缩小胚管直径故障2:PET瓶出现珍珠光泽泛白原因:1、加热温度过低 2、胚管壁厚不均 3、胚管厚度太厚,加温渗透不足排除方法:1、升温或放慢公转速度 2、改善胚管品质 3、减少胚管厚度,或尝试升高加热装置的外罩,以增加胚管表层温度散发故障3:PET瓶底水口位置偏移原因:1、开始吹气时间太早 2、拉伸杆没下到底 3、拉伸杆与瓶轴中心线偏移 4、胚管壁厚不均匀或注射密度不均 5、加热不均匀排除方法:1、延迟吹气时间或增加拉伸杆下降速度 2、调整磁极开关的位置 3、调整拉伸杆位置 4、改善胚管品质 5、改善加热条件,或检查胚管自转有否问题故障4:PET瓶壁厚不均原因:1、拉伸杆位置不在胚管中心 2、吹气孔不对称,孔径不一 3、拉伸倍率过低或吹胀比例太小 4、胚管在加热炉中不自转 5、胚管壁厚不均或注射密度不均排除方法:1、调整拉伸杆位置 2、调整吹气孔位置及孔径 3、加大拉伸倍率或吹胀比例 4、检查自转装置 5、改善胚管品质故障5:瓶上部太厚原因:1、上部温度过低 2、模具排气孔位置距上部太远 3、拉伸倍率过低 4、瓶上部吹胀比过低 5、拉伸杆速度太慢排除方法: 1、上部加温 2、调整排气孔位置 3、加大拉伸倍率 4.改变瓶形状 5.调整拉伸杆速度故障6:瓶底太薄原因:1、开始吹气时间过早 2、底部温度过高 3、胚管底部太薄排除方法: 1、延迟开始吹气时间 2、降低底部温度 3、增加胚管底部厚度故障7:瓶合模线明显原因:1、合模压力不够 2、封口时间过早 3、模具问题 4、胚管牙口尺寸与模具配合不符排除方法: 1、加大合模压力,调整合模撑杆角度(<5度)2、后移合模行程开关位置3、修理模具或检查模具装配位置,如导柱有否松脱,或模具是否未压紧4、维修模具牙口配合位故障8:瓶底部或瓶颈卷起、积料原因: 1、延时吹气时间太长 2、一个卷,一个良好 3、积料处温度太低 4、动作用气压不稳定,影响拉伸杆下降速度排除方法: 1、缩短延时吹气时间或减低拉伸杆下降速度 2、调低卷瓶一边的气量 3、增加胚管该处的加热温度 4、加设储气罐于动作气源,或缩短供气管路故障9:瓶底拉伸穿孔原因:1、温度未够,未渗透 2、延时拉伸时间太长 3、拉伸比太大 4、胚管底部太薄5、拉伸杆头太尖排除方法: 1、加温 2、缩短延时拉伸时间 3、减少拉伸比 4、改善胚管底部设计 5、修圆拉伸杆头故障10:瓶底爆破原因:1、延时吹气时间太短 2、延时开模时间太短 3、温度太高 4、排气阀不工作排除方法: 1、加长延时吹气时间或增加拉伸杆下降速度 2、加长延时开模时间 3、降温 4、用汽油清洗排气阀故障11:瓶底不饱满原因:1、瓶底温度太高 2、模具瓶底处排气孔不足或不均匀 3、拉伸杆未到底部 4、拉伸杆头设计不符合胚管底部形状 5、吹气压力不足 6、吹气阀流量不足 7、瓶底曲线设计不佳排除方法: 1、降低加热区底部温度或用湿布降低胚管底部温度 2、增加排气孔数量并使其分布均匀 3、调整拉伸杆到瓶底 4、更换拉伸杆头 5、加大吹气压力 6、用汽油清洗吹气阀 7、增加瓶底曲线流线型设计故障12:原因:1、若相对于胚管牙部在某一特定方位则为胚管厚薄不均的原因 2、若相对模具合模线在某一特定方位则为模具排气问题 3、胚管加热不均匀 4、模具底部设计不佳排除方法: 1、改善胚管厚薄设计 2、改善模具底部排气孔 3、改善加热条件 4、改善底部设计故障13:吹瓶机无电源指示原因:1、插座无电 2、保险管坏 3、线头脱落 4、安全紧急掣未开启 5、电源开关是否打开置于ON处 6、指示灯损坏 7、加热炉内控制插座的小型断路器是否合上排除方法: 1、检查插座有无电,漏电开关是否跳闸 2、检查线路有否短路,然后更换保险管 3、接好接头 4、打开紧急安全掣 5、电源开关打在ON处 6、更换指示灯 7、合上断路器故障14:无封口及拉伸动作原因:1、合模行程不到位 2、合模行程开关坏 3、电线脱落 4、延时拉伸时间继电器损坏 5、升降电磁阀和拉伸电磁阀损坏 6、气缸进、排气节流阀堵塞或关死 7、相应电磁阀故障 8、延时拉伸时间设定为“0”排除方法:1、前移合模碰块 2、更换合模行程开关 3、接好线头 4、更换时间继电器 5、更换电磁阀 6、检查孔位,确保畅通 7、检查有关电磁阀 8、延时拉伸时间设定不可少于“0”故障15:圆盘不转原因:1、保险丝断,圆盘不转 2、交流接触器、热继电器损坏 3、电机缺相(嗡嗡响)排除方法: 1、用万用表阻挡(R×1)测量保险管电阻,若为0,说明良好;若为∞,说明已断。
故障1:PET瓶透明度不佳ﻫ原因:1、加热温度过高2、加热时间过长3、压缩空气含有水份4、注塑胚管本身不透明5、胚管设计不适6、吹胀比例太小排除方法:1、降温2、缩短加热时间3、用干燥器除水4、改良胚管品质,选择用料及提高原料干燥度5、改善胚管尺寸设计6、缩小胚管直径ﻫ故障2:PET瓶出现珍珠光泽泛白原因:1、加热温度过低2、胚管壁厚不均3、胚管厚度太厚,加温渗透不足排除方法:1、升温或放慢公转速度2、改善胚管品质3、减少胚管厚度,或尝试升高加热装置得外罩,以增加胚管表层温度散发故障3:PET瓶底水口位置偏移ﻫ原因:1、开始吹气时间太早2、拉伸杆没下到底3、拉伸杆与瓶轴中心线偏移4、胚管壁厚不均匀或注射密度不均5、加热不均匀ﻫ排除方法:1、延迟吹气时间或增加拉伸杆下降速度2、调整磁极开关得位置3、调整拉伸杆位置4、改善胚管品质5、改善加热条件,或检查胚管自转有否问题故障4:PET瓶壁厚不均原因:1、拉伸杆位置不在胚管中心2、吹气孔不对称,孔径不一3、拉伸倍率过低或吹胀比例太小4、胚管在加热炉中不自转5、胚管壁厚不均或注射密度不均ﻫ排除方法:1、调整拉伸杆位置2、调整吹气孔位置及孔径3、加大拉伸倍率或吹胀比例4、检查自转装置5、改善胚管品质故障5:瓶上部太厚ﻫ原因:1、上部温度过低2、模具排气孔位置距上部太远3、拉伸倍率过低4、瓶上部吹胀比过低5、拉伸杆速度太慢ﻫ排除方法: 1、上部加温2、调整排气孔位置3、加大拉伸倍率4。
改变瓶形状 5.调整拉伸杆速度ﻫ故障6:瓶底太薄原因:1、开始吹气时间过早2、底部温度过高3、胚管底部太薄排除方法: 1、延迟开始吹气时间2、降低底部温度3、增加胚管底部厚度ﻫ故障7:瓶合模线明显ﻫ原因:1、合模压力不够2、封口时间过早3、模具问题4、胚管牙口尺寸与模具配合不符排除方法: 1、加大合模压力,调整合模撑杆角度(<5度)2、后移合模行程开关位置3、修理模具或检查模具装配位置,如导柱有否松脱,或模具就是否未压紧4、维修模具牙口配合位ﻫ故障8:瓶底部或瓶颈卷起、积料原因: 1、延时吹气时间太长2、一个卷,一个良好3、积料处温度太低4、动作用气压不稳定,影响拉伸杆下降速度ﻫ排除方法: 1、缩短延时吹气时间或减低拉伸杆下降速度2、调低卷瓶一边得气量3、增加胚管该处得加热温度4、加设储气罐于动作气源,或缩短供气管路故障9:瓶底拉伸穿孔原因:1、温度未够,未渗透2、延时拉伸时间太长3、拉伸比太大4、胚管底部太薄5、拉伸杆头太尖ﻫ排除方法: 1、加温2、缩短延时拉伸时间3、减少拉伸比4、改善胚管底部设计5、修圆拉伸杆头ﻫ故障10:瓶底爆破原因:1、延时吹气时间太短2、延时开模时间太短3、温度太高4、排气阀不工作ﻫ排除方法: 1、加长延时吹气时间或增加拉伸杆下降速度2、加长延时开模时间3、降温4、用汽油清洗排气阀ﻫ故障11:瓶底不饱满原因:1、瓶底温度太高2、模具瓶底处排气孔不足或不均匀3、拉伸杆未到底部4、拉伸杆头设计不符合胚管底部形状5、吹气压力不足6、吹气阀流量不足7、瓶底曲线设计不佳ﻫ排除方法: 1、降低加热区底部温度或用湿布降低胚管底部温度2、增加排气孔数量并使其分布均匀3、调整拉伸杆到瓶底4、更换拉伸杆头5、加大吹气压力6、用汽油清洗吹气阀7、增加瓶底曲线流线型设计ﻫ故障12: ﻫ原因:1、若相对于胚管牙部在某一特定方位则为胚管厚薄不均得原因 2、若相对模具合模线在某一特定方位则为模具排气问题 3、胚管加热不均匀4、模具底部设计不佳ﻫ排除方法: 1、改善胚管厚薄设计 2、改善模具底部排气孔 3、改善加热条件 4、改善底部设计ﻫ故障13:吹瓶机无电源指示ﻫ原因:1、插座无电 2、保险管坏3、线头脱落4、安全紧急掣未开启5、电源开关就是否打开置于ON处6、指示灯损坏 7、加热炉内控制插座得小型断路器就是否合上ﻫ排除方法: 1、检查插座有无电,漏电开关就是否跳闸2、检查线路有否短路,然后更换保险管 3、接好接头 4、打开紧急安全掣 5、电源开关打在ON处 6、更换指示灯7、合上断路器ﻫ故障14:无封口及拉伸动作原因:1、合模行程不到位 2、合模行程开关坏 3、电线脱落4、延时拉伸时间继电器损坏 5、升降电磁阀与拉伸电磁阀损坏6、气缸进、排气节流阀堵塞或关死7、相应电磁阀故障 8、延时拉伸时间设定为“0”ﻫ排除方法:1、前移合模碰块 2、更换合模行程开关3、接好线头4、更换时间继电器 5、更换电磁阀6、检查孔位,确保畅通 7、检查有关电磁阀 8、延时拉伸时间设定不可少于“0”故障15:圆盘不转ﻫ原因:1、保险丝断,圆盘不转 2、交流接触器、热继电器损坏3、电机缺相(嗡嗡响)排除方法: 1、用万用表阻挡(R×1)测量保险管电阻,若为0,说明良好;若为∞,说明已断。
包装饮用水吹瓶质量安全风险清单引言:随着人们对健康意识的提高,饮用水成为日常生活中不可或缺的部分。
而饮用水的包装形式之一——吹瓶,也因其方便携带、易于使用的特点成为广大消费者的首选。
然而,吹瓶作为容器,其质量安全问题也引起了人们的关注。
本文将从材料选择、生产工艺、包装过程、使用环境等方面,对吹瓶的质量安全风险进行清单化梳理,以期帮助消费者更全面地了解吹瓶的风险,并在购买和使用过程中有所警惕。
一、材料选择方面的风险:1. 低质量原材料:部分不良生产商为降低成本,使用劣质或次生料进行生产,这样做可能导致吹瓶质量不达标,存在安全隐患。
2. 添加剂问题:某些不负责任的生产商可能会在吹瓶制造过程中添加有害物质,如塑化剂、重金属等,对人体健康造成潜在威胁。
二、生产工艺方面的风险:1. 温度控制不当:吹瓶的生产过程需要进行高温加热,若温度控制不当,可能导致吹瓶变形、漏气等问题,影响使用安全。
2. 制造工艺不规范:一些小作坊式的生产商可能没有完善的质量控制体系,制造工艺不规范,可能导致吹瓶破损、泄漏等问题。
三、包装过程方面的风险:1. 污染问题:在吹瓶包装过程中,若生产商没有进行必要的清洁和消毒措施,可能导致吹瓶内部受到污染,对饮用水质量产生影响。
2. 包装密封问题:一些不良厂家可能在包装过程中没有严格控制吹瓶的密封性能,导致吹瓶内的饮用水与外界环境接触,影响水质安全。
四、使用环境方面的风险:1. 高温环境:吹瓶在高温环境下易变形,甚至可能释放出有害物质,因此在夏季或高温地区使用时需要格外注意。
2. 长时间存放:长时间存放的吹瓶可能会受到外界环境的影响,如阳光直射、高温等,造成吹瓶变形、老化,影响使用安全。
五、质量认证方面的风险:1. 伪造问题:一些不法商家可能会伪造吹瓶的质量认证标志,使消费者难以辨别吹瓶的质量是否达标。
2. 无认证问题:一些小作坊式的生产商可能没有进行质量认证,导致吹瓶质量无法得到保障。
六、产品维权方面的风险:1. 售后服务不到位:一些不良厂家可能在售后服务方面不负责任,消费者在遇到吹瓶质量问题时难以得到及时维权。
一)AA值过高1、原料性能有质量问题→原料进仓前检验原料的质量。
2、干燥效果不良→检查干燥机运行情况(如:露点、干燥温度/时间)。
3、炮筒加热温度太高→在保证质量前提下尽量将温度降低。
4、螺杆背压太高→在质量前提下将背压设为(400~600Psi)。
5、周期时间太长→优化周期时间(避免原料在螺杆停留时间过长)。
(二)瓶胚发黄1、干燥时间过长/温度太高→把已过度干燥的原料放出,重新抽料干燥。
2、炮筒温度过高→将温度降低(一般在瓶胚不产生白雾温度提升2~5℃)为正常温度。
3、模具温度过高→将温度降至合适温度(275~280℃)。
4、原料在螺杆停留时间过长→将炮筒高温的原料空注出来。
(三)壁厚变化率过大1、螺杆温度过高→适当调低螺杆温度。
2、螺杆背压过大→将螺杆背压调至合当压力。
3、注射速度太快→适当调低注射速度(一般注射时3.5~4S)。
4、模冷却水温太高→检查冷却循环水温度(9~11℃±2℃)。
5、冷却时间太短→加长冷却时间(一般设为3~4S)。
(四)表面擦痕(胚身/螺纹)1、模具有粘料→清理模具。
2、模具损坏→更换损坏部件或修复。
3、取出板吸筒损坏→更换损坏吸筒或修复。
4、模唇顶出位置/压力过大→将顶出位置/压力调至合适状态。
5、取出板位置不当→检查取出板吸筒与模唇距离位置(一般设为:22mm)。
(五)IV降过大1、原料存放时间过长→原料做到先进先出方法使用。
2、干燥效果不良→检查干燥机是否正常,保养干燥机,检查干燥珠使用时间(一般2~3年更换)。
3、炮筒加热温度过高→在保证质量前提下尽量将温度降低。
4、螺杆背压过大→在质量前提下将背压,一般设为:400~600Psi。
5、模具加热温度过高→降低温具加热温度,一般设为:280~285℃。
6、瓶胚存放时间过长或仓库境温度、湿度过高→检查仓库的湿/温度(一般为:70%/28以下),做好先进先出的库存方法。
7、原料本身性能有质量问题→通知供应商处理。
制品异常现象及处理方法
1.瓶身周围厚薄不均匀
(1)、瓶坯偏心度太大,最好选用偏心不超过0.20毫米的瓶坯。
(2)、拉伸杆头没有调到模具底部中心,调整拉伸杆位置。
2.瓶底不平或瓶子外形棱角模糊不清
(1)、吹气压力不足,调高空压机压力。
(2)、吹气时间太短,调长吹气时间。
3.瓶底不中心或瓶底过薄
(1)、拉伸时间过短造成拉伸杆未到模具底部就开始吹气,形成瓶底不中心,应调长拉─吹时间。
(2)、瓶底过薄是由于加热箱下层温度过高,处理方法一可降低下层温度,二可上升中层或上层温度。
4.瓶子内出现微小水点或黑色点
(1)、气源内含水量太多,可检查空压机滤水是否彻底或主机内滤水器是否损坏。
(2)、拉伸杆有油污,擦拭拉伸杆或更换拉伸气缸内的密封件。
5.瓶身表面有明显的沙粒
(1)、检查吹瓶模具型腔,清理杂质。
( 2 )、检查瓶坯表面。
(3)、加热箱孔内有杂质,预热时粘到瓶坯上,清理孔内杂质。
(4)、瓶坯本身原料质量太次。
6.瓶身破碎,在吹制时有很大响声
(1)、检查瓶坯是否已完全加热好呈弹性状。
(2)、由于拉伸杆未完全拉伸到瓶底,应调长拉─吹时间。
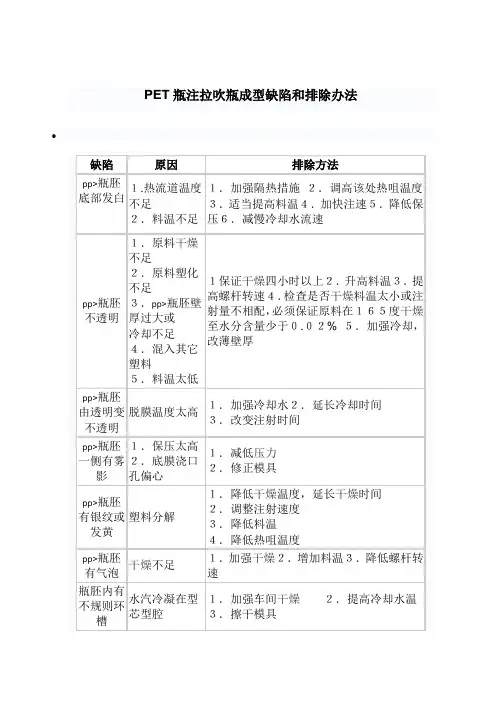
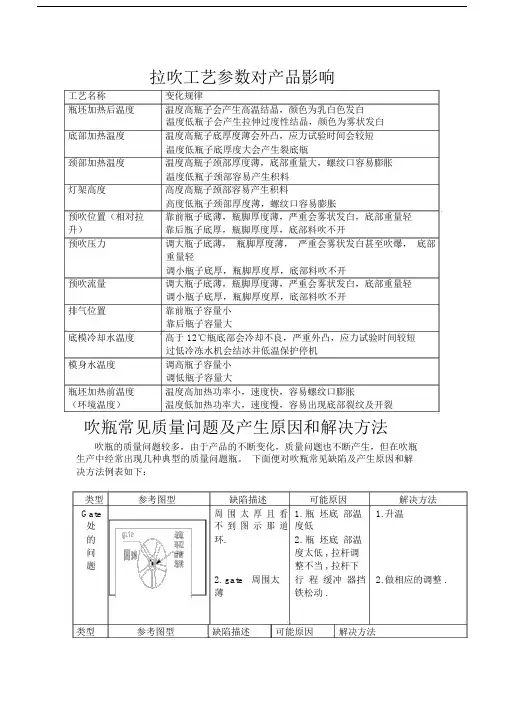
拉吹工艺参数对产品影响工艺名称变化规律瓶坯加热后温度温度高瓶子会产生高温结晶,颜色为乳白色发白温度低瓶子会产生拉伸过度性结晶,颜色为雾状发白底部加热温度温度高瓶子底厚度薄会外凸,应力试验时间会较短温度低瓶子底厚度大会产生裂底瓶颈部加热温度温度高瓶子颈部厚度薄,底部重量大,螺纹口容易膨胀温度低瓶子颈部容易产生积料灯架高度高度高瓶子颈部容易产生积料高度低瓶子颈部厚度薄,螺纹口容易膨胀预吹位置(相对拉靠前瓶子底薄,瓶脚厚度薄,严重会雾状发白,底部重量轻升)靠后瓶子底厚,瓶脚厚度厚,底部料吹不开预吹压力调大瓶子底薄,瓶脚厚度薄,严重会雾状发白甚至吹爆,底部重量轻调小瓶子底厚,瓶脚厚度厚,底部料吹不开预吹流量调大瓶子底薄,瓶脚厚度薄,严重会雾状发白,底部重量轻调小瓶子底厚,瓶脚厚度厚,底部料吹不开排气位置靠前瓶子容量小靠后瓶子容量大底模冷却水温度高于 12℃瓶底部会冷却不良,严重外凸,应力试验时间较短过低冷冻水机会结冰并低温保护停机模身水温度调高瓶子容量小调低瓶子容量大瓶坯加热前温度温度高加热功率小,速度快,容易螺纹口膨胀(环境温度)温度低加热功率大,速度慢,容易出现底部裂纹及开裂吹瓶常见质量问题及产生原因和解决方法吹瓶的质量问题较多,由于产品的不断变化,质量问题也不断产生,但在吹瓶生产中经常出现几种典型的质量问题瓶。
下面便对吹瓶常见缺陷及产生原因和解决方法例表如下:类型参考图型缺陷描述可能原因解决方法Gate 周围太厚且看 1. 瓶坯底部温 1. 升温处不到图示那道度低的环. 2. 瓶坯底部温问度太低 , 拉杆调题整不当 , 拉杆下2. gate 周围太行程缓冲器挡 2. 做相应的调整 .薄铁松动 .类型参考图型缺陷描述可能原因解决方法瓶坯本身Gategate 处过3. 底部中心烧. 3. 降温处有高度近视 3. 坯底区温4.降低坯底区温度的的“眼镜”度偏高 . 5.检查底模冷却问圈 4. 坯底区温题4. gate 处度高或底摸向外凸冷却不良 .个底角都薄预吹气压偏 1. 降低预吹气压或流量底且中心也薄高 2. 增大凸轮角度或 3 个底角预吹凸轮位3.检查拉伸杆或吹嘴角置太靠前薄且 gate 不预吹气压薄在中心处或气流偏大拉升杆弯曲或吹嘴气偏1.在标签到1.瓶坯身区1.提高 3,4 区温度pintch 部位温度太低白2.提高 4,5 区温度2.在 pintch 2.4,5 区温 3. 提高瓶坯底区温度下部度低3.在底角部3.瓶坯底区雾温度太低1. 炸裂的瓶 1. 瓶坯本身 1. 调整灯架高度瓶坯号相同的原因 2. 调整吹嘴高度3. 降低 1,2 区温度 , 提高口 2. 瓶子模具 2. 吹嘴下压oven 风量号相同力量太大炸3. 模具号不 3. 瓶口加热裂固定温度偏高1. 所有容积 1. 预吹气压 1. 升高预吹气压 , 调整预吹容都偏小低预吹时间凸轮短 2. 调整单向阀检查模身冷却积 2. 单个瓶子容积偏小 2. 单向阀流小量小或模身冷却不良类型参考图型缺陷描述可能的原因解决方法1. 在支撑环 1. 预吹压力 1. 降低预吹压力。
吹塑机日常使用中经常会出现吹瓶变形的情况,下边简单介绍下几种不同情况的处理方法:
瓶颈下有皱折的时候,一般是因为瓶颈处的瓶坯冷却不好,或预吹太晚,或预吹压力太低的缘故。
瓶底发白的时候,一般是因为过分拉伸,或瓶坯太冷,或预吹压力太高,或预吹太早。
上厚下薄的情况,一般是由于预吹太早,可以降低预吹压力,或减少气流量,或延迟预吹时间。
下厚上薄的情况,一般是由于预吹太迟,可以增加预吹压力,或增大气流量,或提前预吹时间。
瓶底里面有折皱的情况,一般是由于预吹太晚,或流量太小,或压力太低,或底部温度太高的缘故。
瓶底有放大镜现象的情况,一般是由于预吹太迟,或预吹压力太低,或瓶底料太多的缘故。
瓶子局部发白的情况,一般是由于过度拉伸,或发白处温度过低,或碰到拉伸杆,或预吹太早了的缘故。
整个瓶浑浊的情况,一般是由于冷却不够的缘故。
瓶底偏心的情况,与瓶坯温度、拉伸、预吹、高压吹等情况都是可能相关的。
吹瓶机常见故障及分析吹瓶机是一种常见的塑料瓶制造设备,用于生产各种类型和规格的塑料瓶。
然而,长时间的运行和频繁的使用可能会导致一些常见的故障。
以下是吹瓶机常见故障及其分析:1.吹瓶机温度控制不准确:温度控制不准确可能导致瓶体变形或熔化,影响生产质量。
故障原因可能是温度传感器失效、PID控制器故障、加热器故障等。
解决方法是更换传感器、维修或更换控制器、修理或更换加热器。
2.吹瓶机压力不稳定:压力不稳定可能导致瓶壁厚度不均匀或瓶体开裂。
故障原因可能是空压机故障、气缸密封件老化、油水分离器堵塞等。
解决方法是维修或更换空压机、更换气缸密封件、清洗油水分离器。
3.吹瓶机挤杆运行不正常:挤杆运行不正常可能导致瓶体内部气泡、材料堵塞等问题。
故障原因可能是传动皮带松动、润滑不良、电机故障等。
解决方法是调整传动皮带张力、润滑挤杆、维修或更换电机。
4.吹瓶机模具磨损:模具磨损可能导致产品尺寸不准确或瓶口变形。
故障原因可能是模具材料质量不合格、模具使用寿命超过预期等。
解决方法是更换模具、优化模具使用和维护。
5.吹瓶机冷却系统故障:冷却系统故障可能导致瓶体变形或开裂。
故障原因可能是冷却水管道堵塞、冷却水泵故障等。
解决方法是清洗冷却水管道、维修或更换冷却水泵。
6.吹瓶机气源故障:气源故障可能导致瓶体气泡或瓶封不完全。
故障原因可能是气源压力不足、气源管路堵塞、气源过滤器故障等。
解决方法是增加气源压力、清洗气源管路、维修或更换气源过滤器。
除了以上列举的故障,吹瓶机还可能遇到其他问题,如电路故障、控制面板故障等。
为了避免这些故障,可以进行定期的设备检查和维护,及时更换磨损的零部件,保持吹瓶机的正常运行和生产质量。
另外,培训操作员正确使用和维护设备也非常重要,以减少故障发生的可能性。
吹瓶机常见故障及处理方法
随着可持续发展的概念越来越深入人心,吹瓶机的出现受到越来越多的消费者的关注。
吹瓶机在节能、环保、高效等方面都有明显的优点,它的质量直接决定着使用的效果。
但就像其他的设备一样,吹瓶机也会出现一些故障,下面就介绍常见的几种故障及处理方法。
1、制作过程缺氢现象:此类问题一般是因为设备使用中出现了氦气泄漏而引起,解决这种情况,首先应查明氦气泄漏的部位,找到泄漏处后应及时将氦气排出,然后用熔接器熔接氦气外部加压式接头,最后检查机器启动。
2、吹瓶机噪音过大:此类问题一般是因为设备使用中出现了各种零部件的磨损而引起,解决这种情况,应及时打开机器检查是否有部件磨损,如果有,应及时更换,然后进行调整,如果没有,可以更换润滑油,做到贴合紧凑,最后检查机器启动。
3、吹瓶机吹瓶质量较差:此类问题一般是因为机器调整不当而引起,解决这种情况,应根据需求,调整吹瓶机的参数,以确保瓶体符合要求,同时,还要根据生产过程中的实际情况,及时调整机器参数,以达到最佳的瓶形。
以上是吹瓶机常见的几种故障及处理方法,机器使用过程中如出现了以上情况,应及时处理,以免影响吹瓶机的使用效果。
故障1:PET瓶透明度不佳原因:1、加热温度过高2、加热时间过长3、压缩空气含有水份4、注塑胚管本身不透明5、胚管设计不适6、吹胀比例太小排除方法:1、降温2、缩短加热时间3、用干燥器除水4、改良胚管品质,选择用料及提高原料干燥度5、改善胚管尺寸设计6、缩小胚管直径故障2:PET瓶出现珍珠光泽泛白原因:1、加热温度过低2、胚管壁厚不均3、胚管厚度太厚,加温渗透不足排除方法:1、升温或放慢公转速度2、改善胚管品质3、减少胚管厚度,或尝试升高加热装置的外罩,以增加胚管表层温度散发故障3:PET瓶底水口位置偏移原因:1、开始吹气时间太早2、拉伸杆没下到底3、拉伸杆与瓶轴中心线偏移4、胚管壁厚不均匀或注射密度不均5、加热不均匀排除方法:1、延迟吹气时间或增加拉伸杆下降速度2、调整磁极开关的位置3、调整拉伸杆位置4、改善胚管品质5、改善加热条件,或检查胚管自转有否问题故障4:PET瓶壁厚不均原因:1、拉伸杆位置不在胚管中心2、吹气孔不对称,孔径不一3、拉伸倍率过低或吹胀比例太小4、胚管在加热炉中不自转5、胚管壁厚不均或注射密度不均排除方法:1、调整拉伸杆位置2、调整吹气孔位置及孔径3、加大拉伸倍率或吹胀比例4、检查自转装置5、改善胚管品质故障5:瓶上部太厚原因:1、上部温度过低2、模具排气孔位置距上部太远3、拉伸倍率过低4、瓶上部吹胀比过低5、拉伸杆速度太慢排除方法:1、上部加温2、调整排气孔位置3、加大拉伸倍率4.改变瓶形状5.调整拉伸杆速度故障6:瓶底太薄原因:1、开始吹气时间过早2、底部温度过高3、胚管底部太薄排除方法:1、延迟开始吹气时间2、降低底部温度3、增加胚管底部厚度故障7:瓶合模线明显原因:1、合模压力不够2、封口时间过早3、模具问题4、胚管牙口尺寸与模具配合不符排除方法: 1、加大合模压力,调整合模撑杆角度(<5度)2、后移合模行程开关位置3、修理模具或检查模具装配位置,如导柱有否松脱,或模具是否未压紧4、维修模具牙口配合位故障8:瓶底部或瓶颈卷起、积料原因:1、延时吹气时间太长2、一个卷,一个良好3、积料处温度太低4、动作用气压不稳定,影响拉伸杆下降速度排除方法:1、缩短延时吹气时间或减低拉伸杆下降速度2、调低卷瓶一边的气量3、增加胚管该处的加热温度4、加设储气罐于动作气源,或缩短供气管路故障9:瓶底拉伸穿孔原因:1、温度未够,未渗透2、延时拉伸时间太长3、拉伸比太大4、胚管底部太薄5、拉伸杆头太尖排除方法:1、加温2、缩短延时拉伸时间3、减少拉伸比4、改善胚管底部设计5、修圆拉伸杆头故障10:瓶底爆破原因:1、延时吹气时间太短2、延时开模时间太短3、温度太高4、排气阀不工作排除方法: 1、加长延时吹气时间或增加拉伸杆下降速度2、加长延时开模时间3、降温4、用汽油清洗排气阀故障11:瓶底不饱满原因:1、瓶底温度太高2、模具瓶底处排气孔不足或不均匀3、拉伸杆未到底部4、拉伸杆头设计不符合胚管底部形状5、吹气压力不足6、吹气阀流量不足7、瓶底曲线设计不佳排除方法: 1、降低加热区底部温度或用湿布降低胚管底部温度2、增加排气孔数量并使其分布均匀3、调整拉伸杆到瓶底4、更换拉伸杆头5、加大吹气压力6、用汽油清洗吹气阀7、增加瓶底曲线流线型设计故障12:1、若相对于胚管牙部在某一特定方位则为胚管厚薄不均的原因2、若相对模具合模线在某一特定方位则为模具排气问题3、胚管加热不均匀4、模具底部设计不佳排除方法: 1、改善胚管厚薄设计2、改善模具底部排气孔3、改善加热条件4、改善底部设计故障13:吹瓶机无电源指示原因:1、插座无电2、保险管坏3、线头脱落4、安全紧急掣未开启5、电源开关是否打开置于ON处6、指示灯损坏7、加热炉内控制插座的小型断路器是否合上排除方法:1、检查插座有无电,漏电开关是否跳闸2、检查线路有否短路,然后更换保险管3、接好接头4、打开紧急安全掣5、电源开关打在ON处6、更换指示灯7、合上断路器故障14:无封口及拉伸动作原因:1、合模行程不到位2、合模行程开关坏3、电线脱落4、延时拉伸时间继电器损坏5、升降电磁阀和拉伸电磁阀损坏6、气缸进、排气节流阀堵塞或关死7、相应电磁阀故障8、延时拉伸时间设定为“0”排除方法:1、前移合模碰块2、更换合模行程开关3、接好线头4、更换时间继电器5、更换电磁阀6、检查孔位,确保畅通7、检查有关电磁阀8、延时拉伸时间设定不可少于“0" 故障15:圆盘不转原因:1、保险丝断,圆盘不转2、交流接触器、热继电器损坏3、电机缺相(嗡嗡响)排除方法: 1、用万用表阻挡(R×1)测量保险管电阻,若为0,说明良好;若为∞,说明已断. 2、用万用表ACV250档测交流接触线圈两端的电压,若为0,再测交流接触器线圈上端与热继电器(96)之间的电压,若为220V,则说明热继电器损坏或过载3、接驳相线故障16:警报响原因:主电机电流过大,热继电器过载电流保护断电排除方法: 检查电机故障或调整热继电器过载电流量故障17:空气开关调闸原因:1、火线及调压电路短路2、电机烧坏排除方法:1、若合上开关就跳闸,先断开加热用空气开关,再合,若再跳,则说明主线路有短路接地,一个一个地合上空气开关,当合上某个时跳,则说明这个空气开关的某个调压电路有问题,再一个个检查2、若启动电机就跳闸,则说明电机支路有问题。