吹瓶常见缺陷
- 格式:ppt
- 大小:340.50 KB
- 文档页数:10

故障1: PET瓶透明度不佳原因:1、加热温度过高2、加热时间过长3、压缩空气含有水份4、注塑胚管本身不透明5、胚管设计不适6、吹胀比例太小排除方法:1、降温2、缩短加热时间3、用干燥器除水4、改良胚管品质,选择用料及提高原料干燥度5、改善胚管尺寸设计6、缩小胚管直径故障2:PET瓶出现珍珠光泽泛白原因:1、加热温度过低2、胚管壁厚不均3、胚管厚度太厚,加温渗透不足排除方法:1、升温或放慢公转速度2、改善胚管品质3、减少胚管厚度,或尝试升高加热装置的外罩,以增加胚管表层温度散发故障3:PET瓶底水口位置偏移原因:1、开始吹气时间太早2、拉伸杆没下到底3、拉伸杆与瓶轴中心线偏移4、胚管壁厚不均匀或注射密度不均5、加热不均匀排除方法:1、延迟吹气时间或增加拉伸杆下降速度2、调整磁极开关的位置3、调整拉伸杆位置4、改善胚管品质5、改善加热条件,或检查胚管自转有否问题故障4:PET瓶壁厚不均原因:1、拉伸杆位置不在胚管中心2、吹气孔不对称,孔径不一3、拉伸倍率过低或吹胀比例太小4、胚管在加热炉中不自转5、胚管壁厚不均或注射密度不均排除方法:1、调整拉伸杆位置2、调整吹气孔位置及孔径3、加大拉伸倍率或吹胀比例4、检查自转装置5、改善胚管品质故障5:瓶上部太厚原因:1、上部温度过低2、模具排气孔位置距上部太远3、拉伸倍率过低4、瓶上部吹胀比过低5、拉伸杆速度太慢排除方法:1、上部加温2、调整排气孔位置3、加大拉伸倍率4 •改变瓶形状5 •调整拉伸杆速度故障6:瓶底太薄原因:1、开始吹气时间过早2、底部温度过高3、胚管底部太薄排除方法:1、延迟开始吹气时间2、降低底部温度3、增加胚管底部厚度故障7:瓶合模线明显原因:1、合模压力不够2、封口时间过早3、模具问题4、胚管牙口尺寸与模具配合不符排除方法:1、加大合模压力,调整合模撑杆角度(<5度)2、后移合模行程开关位置3、修理模具或检查模具装配位置,如导柱有否松脱,或模具是否未压紧4、维修模具牙口配合位故障8瓶底部或瓶颈卷起、积料原因:1、延时吹气时间太长2、一个卷,一个良好3、积料处温度太低4、动作用气压不稳定,影响拉伸杆下降速度排除方法:1、缩短延时吹气时间或减低拉伸杆下降速度2、调低卷瓶一边的气量3、增加胚管该处的加热温度4、加设储气罐于动作气源,或缩短供气管路故障9:瓶底拉伸穿孔原因:1、温度未够,未渗透2、延时拉伸时间太长3、拉伸比太大4、胚管底部太薄5、拉伸杆头太尖排除方法:1、加温2、缩短延时拉伸时间3、减少拉伸比4、改善胚管底部设计5、修圆拉伸杆头故障10:瓶底爆破原因:1、延时吹气时间太短2、延时开模时间太短3、温度太高4、排气阀不工作排除方法:1、加长延时吹气时间或增加拉伸杆下降速度2、加长延时开模时间3、降温4、用汽油清洗排气阀故障11 :瓶底不饱满原因:1、瓶底温度太高2、模具瓶底处排气孔不足或不均匀3、拉伸杆未到底部4、拉伸杆头设计不符合胚管底部形状5、吹气压力不足6、吹气阀流量不足7、瓶底曲线设计不佳排除方法:1、降低加热区底部温度或用湿布降低胚管底部温度2、增加排气孔数量并使其分布均匀3、调整拉伸杆到瓶底4、更换拉伸杆头5、加大吹气压力6、用汽油清洗吹气阀7、增加瓶底曲线流线型设计故障12 :原因:1、若相对于胚管牙部在某一特定方位则为胚管厚薄不均的原因2、若相对模具合模线在某一特定方位则为模具排气问题3、胚管加热不均匀4、模具底部设计不佳排除方法:1、改善胚管厚薄设计2、改善模具底部排气孔3、改善加热条件4、改善底部设计故障13:吹瓶机无电源指示原因:1、插座无电2、保险管坏3、线头脱落4、安全紧急掣未开启5、电源开关是否打开置于ON处6、指示灯损坏7、加热炉内控制插座的小型断路器是否合上排除方法:1、检查插座有无电,漏电开关是否跳闸2、检查线路有否短路,然后更换保险管3、接好接头4、打开紧急安全掣5、电源开关打在ON处6、更换指示灯7、合上断路器故障14:无封口及拉伸动作原因:1、合模行程不到位2、合模行程开关坏3、电线脱落4、延时拉伸时间继电器损坏5、升降电磁阀和拉伸电磁阀损坏6、气缸进、排气节流阀堵塞或关死7、相应电磁阀故障8、延时拉伸时间设定为“ 0”排除方法:1、前移合模碰块2、更换合模行程开关3、接好线头4、更换时间继电器5、更换电磁阀6、检查孔位,确保畅通7、检查有关电磁阀8、延时拉伸时间设定不可少于“ 0 ”故障15:圆盘不转原因:1、保险丝断,圆盘不转2、交流接触器、热继电器损坏3、电机缺相(嗡嗡响)排除方法:1、用万用表阻挡(R× 1)测量保险管电阻,若为0,说明良好;若为∞,说明已断。
吹瓶容易出现的问题及分析解决办法)-标准化文件发布号:(9456-EUATWK-MWUB-WUNN-INNUL-DDQTY-KII吹瓶容易出现的问题及分析解决办法现在市面上高端的瓶子,一般都采用两步法吹制而成,两步法故明思意就是分两个步聚进行,也叫注拉吹,就是先注塑出瓶胚,然后再用瓶胚吹成瓶子。
因为是用瓶胚来加工吹制的瓶子,所以瓶胚的质量好坏就显得非常重要。
“巧妇难为无米之炊”,没有好的米,当然也不容易做出好的饭来,同理瓶胚不好也较难吹出好的瓶子。
通常吹瓶过程中容易出现几个问题。
吹破瓶子,底部聚料,底部不正,瓶身偏薄,瓶子发白等。
怎样分辨是吹的问题还是瓶胚的问题呢。
现在我从吹出瓶子上的不同状况进行分析;一、瓶子吹破的原因:1、胚管加热不够,没有烤透;2、拉伸杆没有拉到位(到底);3、拉伸杆速度太慢;4、开了温度保护但上下限温度设置得过高。
解决办法:1、产量不变的情况下加高电压。
电压不变情况下减少产量,也就是加长二次吹气的时间。
2、合模后排气,用手将拉伸杆推到模底与模底接触,扭紧限位螺母。
(只限于机械限气缸调节)。
3、将拉伸气缸上的节流阀调到最大。
4、将下限温度调低,一般PET瓶胚设置为85~95度,上限可设置到125~130度。
二、底部聚料,就是底有很厚的料聚在一起:1、一般为延时吹气时间太长,或一次吹气时间太长;2、就是瓶胚底部没有烤软,跟其它位置温差大。
解决办法:1、减小延时吹气的时间,一般用量为秒左右,可根据瓶子情况增加或减少。
2、用手捏胚管,看是否是底部还很硬,如是则加高对应底部灯管的电压。
三、底部不正原因:1、为拉伸杆速度太慢;2、延时吹气时间不够;3、瓶胚偏心严重。
解决办法:1、将拉伸气缸上的节流阀调到最大;2、加长延时吹气时间;3、测量胚管的偏心度。
(偏心较大时,加温到一定程度胚管会变得弯曲);4、含温度保护项。
四、瓶身偏簿的原因:1、如果瓶底水口位是正中的,那胚管偏心的可能较大,或跟注塑模具冷却水道有关系,冷却不均。
吹瓶机故障与制品出现的原因及排除1.吹瓶机制品出现瓶身不圆的故障可能原因:a.模具温度不均匀,导致瓶身吹制时受热不均。
b.模具设计不合理,导致瓶身受力不均,造成不规则形状。
c.瓶身吹制速度过快,导致受热不均匀。
排除方法:a.检查和调整模具的冷却系统,保证温度均匀。
b.设计和制造合理的模具,确保受力均匀。
c.调整吹制速度,确保瓶身受热均匀。
2.吹瓶机制品出现瓶底凸起或凹陷的故障可能原因:a.瓶底模具强度不足,无法承受吹瓶时的高压。
b.瓶底吹制过程中温度不均匀,造成瓶底变形。
c.气路系统出现堵塞或漏气,导致瓶底受力不均。
排除方法:a.更换更强度的瓶底模具。
b.检查和修复瓶底冷却系统,确保温度均匀。
c.定期检查气路系统,确保畅通无阻。
3.吹瓶机制品出现表面划痕或气泡的故障可能原因:a.模具表面不平整或存在磨损,导致制品表面不平整。
b.吹瓶过程中的温度不稳定,造成瓶身表面气泡。
c.原料质量问题,含有污染物。
排除方法:a.定期检查和维护模具,确保表面平整且光滑。
b.控制吹瓶机温度,保持稳定。
c.每批次原料进厂前都要进行质量检测,确保无污染物。
4.吹瓶机制品出现尺寸偏差的故障可能原因:a.吹瓶温度不稳定,导致瓶体伸长或收缩。
b.进料速度不均匀,导致瓶子形状变化。
c.润滑系统故障,引起运动部件的卡滞或不同步。
排除方法:a.控制吹瓶温度的稳定性。
b.调整进料速度,确保均匀。
c.定期检查和维护润滑系统,确保运动部件正常运转。
总结:吹瓶机故障的原因通常可以分为模具问题、温度问题、气路问题、质量问题、进料问题等。
要解决吹瓶机故障,需要对各个环节进行细致的检查与排除。
定期的维护和保养对于预防吹瓶机故障也是非常重要的。
只有保证各个环节的正常运行,才能生产出高质量的制品。
吹瓶机常见故障及处理方法吹瓶机是目前广泛应用于瓶子生产的设备之一。
它的主要作用是将热塑性塑料材料加热融化后,通过模具吹出成型。
吹瓶机在生产过程中容易出现一些故障,这些故障不仅会影响生产效率,还会增加生产成本。
因此,了解吹瓶机常见故障及处理方法对于提高生产效率和降低生产成本具有重要意义。
一、吹瓶机常见故障1. 瓶子变形瓶子变形是吹瓶机生产过程中常见的故障之一。
这种情况一般是由于模具温度不均匀、吹气压力不足、瓶子冷却不足等原因造成的。
2. 瓶子口部不平整瓶子口部不平整也是吹瓶机生产过程中常见的故障之一。
这种情况一般是由于模具口部不平整、吹气压力过大或过小等原因造成的。
3. 瓶子泄露瓶子泄露是吹瓶机生产过程中比较严重的故障之一。
这种情况一般是由于模具口部不严密、瓶子壁厚不均等原因造成的。
4. 瓶子表面不光滑瓶子表面不光滑也是吹瓶机生产过程中常见的故障之一。
这种情况一般是由于模具表面不平整、吹气压力过大或过小等原因造成的。
5. 瓶子尺寸不一瓶子尺寸不一也是吹瓶机生产过程中常见的故障之一。
这种情况一般是由于模具温度不均匀、吹气压力不足、瓶子冷却不足等原因造成的。
二、吹瓶机处理方法1. 瓶子变形处理方法瓶子变形的处理方法主要是调整模具温度、增加吹气压力、加强瓶子冷却等。
2. 瓶子口部不平整处理方法瓶子口部不平整的处理方法主要是调整模具口部、适当调整吹气压力等。
3. 瓶子泄露处理方法瓶子泄露的处理方法主要是检查模具口部密封情况、调整瓶子壁厚等。
4. 瓶子表面不光滑处理方法瓶子表面不光滑的处理方法主要是调整模具表面、适当调整吹气压力等。
5. 瓶子尺寸不一处理方法瓶子尺寸不一的处理方法主要是调整模具温度、增加吹气压力、加强瓶子冷却等。
三、吹瓶机维护保养除了以上常见故障及处理方法外,吹瓶机的维护保养也是非常重要的。
以下是吹瓶机维护保养的一些注意事项:1. 定期检查设备:定期检查吹瓶机设备的电气、液压、气动等部分是否正常运行,如有异常及时处理。

故障1:PET瓶透明度不佳原因:1、加热温度过高 2、加热时间过长 3、压缩空气含有水份 4、注塑胚管本身不透明 5、胚管设计不适 6、吹胀比例太小排除方法:1、降温 2、缩短加热时间 3、用干燥器除水 4、改良胚管品质,选择用料及提高原料干燥度 5、改善胚管尺寸设计 6、缩小胚管直径故障2:PET瓶出现珍珠光泽泛白原因:1、加热温度过低 2、胚管壁厚不均 3、胚管厚度太厚,加温渗透不足排除方法:1、升温或放慢公转速度 2、改善胚管品质 3、减少胚管厚度,或尝试升高加热装置的外罩,以增加胚管表层温度散发故障3:PET瓶底水口位置偏移原因:1、开始吹气时间太早 2、拉伸杆没下到底 3、拉伸杆与瓶轴中心线偏移 4、胚管壁厚不均匀或注射密度不均 5、加热不均匀排除方法:1、延迟吹气时间或增加拉伸杆下降速度 2、调整磁极开关的位置 3、调整拉伸杆位置 4、改善胚管品质 5、改善加热条件,或检查胚管自转有否问题故障4:PET瓶壁厚不均原因:1、拉伸杆位置不在胚管中心 2、吹气孔不对称,孔径不一 3、拉伸倍率过低或吹胀比例太小 4、胚管在加热炉中不自转 5、胚管壁厚不均或注射密度不均排除方法:1、调整拉伸杆位置 2、调整吹气孔位置及孔径 3、加大拉伸倍率或吹胀比例 4、检查自转装置 5、改善胚管品质故障5:瓶上部太厚原因:1、上部温度过低 2、模具排气孔位置距上部太远 3、拉伸倍率过低 4、瓶上部吹胀比过低 5、拉伸杆速度太慢排除方法: 1、上部加温 2、调整排气孔位置 3、加大拉伸倍率 4.改变瓶形状 5.调整拉伸杆速度故障6:瓶底太薄原因:1、开始吹气时间过早 2、底部温度过高 3、胚管底部太薄排除方法: 1、延迟开始吹气时间 2、降低底部温度 3、增加胚管底部厚度故障7:瓶合模线明显原因:1、合模压力不够 2、封口时间过早 3、模具问题 4、胚管牙口尺寸与模具配合不符排除方法: 1、加大合模压力,调整合模撑杆角度(<5度)2、后移合模行程开关位置3、修理模具或检查模具装配位置,如导柱有否松脱,或模具是否未压紧4、维修模具牙口配合位故障8:瓶底部或瓶颈卷起、积料原因: 1、延时吹气时间太长 2、一个卷,一个良好 3、积料处温度太低 4、动作用气压不稳定,影响拉伸杆下降速度排除方法: 1、缩短延时吹气时间或减低拉伸杆下降速度 2、调低卷瓶一边的气量 3、增加胚管该处的加热温度 4、加设储气罐于动作气源,或缩短供气管路故障9:瓶底拉伸穿孔原因:1、温度未够,未渗透 2、延时拉伸时间太长 3、拉伸比太大 4、胚管底部太薄5、拉伸杆头太尖排除方法: 1、加温 2、缩短延时拉伸时间 3、减少拉伸比 4、改善胚管底部设计 5、修圆拉伸杆头故障10:瓶底爆破原因:1、延时吹气时间太短 2、延时开模时间太短 3、温度太高 4、排气阀不工作排除方法: 1、加长延时吹气时间或增加拉伸杆下降速度 2、加长延时开模时间 3、降温 4、用汽油清洗排气阀故障11:瓶底不饱满原因:1、瓶底温度太高 2、模具瓶底处排气孔不足或不均匀 3、拉伸杆未到底部 4、拉伸杆头设计不符合胚管底部形状 5、吹气压力不足 6、吹气阀流量不足 7、瓶底曲线设计不佳排除方法: 1、降低加热区底部温度或用湿布降低胚管底部温度 2、增加排气孔数量并使其分布均匀 3、调整拉伸杆到瓶底 4、更换拉伸杆头 5、加大吹气压力 6、用汽油清洗吹气阀 7、增加瓶底曲线流线型设计故障12:原因:1、若相对于胚管牙部在某一特定方位则为胚管厚薄不均的原因 2、若相对模具合模线在某一特定方位则为模具排气问题 3、胚管加热不均匀 4、模具底部设计不佳排除方法: 1、改善胚管厚薄设计 2、改善模具底部排气孔 3、改善加热条件 4、改善底部设计故障13:吹瓶机无电源指示原因:1、插座无电 2、保险管坏 3、线头脱落 4、安全紧急掣未开启 5、电源开关是否打开置于ON处 6、指示灯损坏 7、加热炉内控制插座的小型断路器是否合上排除方法: 1、检查插座有无电,漏电开关是否跳闸 2、检查线路有否短路,然后更换保险管 3、接好接头 4、打开紧急安全掣 5、电源开关打在ON处 6、更换指示灯 7、合上断路器故障14:无封口及拉伸动作原因:1、合模行程不到位 2、合模行程开关坏 3、电线脱落 4、延时拉伸时间继电器损坏 5、升降电磁阀和拉伸电磁阀损坏 6、气缸进、排气节流阀堵塞或关死 7、相应电磁阀故障 8、延时拉伸时间设定为“0”排除方法:1、前移合模碰块 2、更换合模行程开关 3、接好线头 4、更换时间继电器 5、更换电磁阀 6、检查孔位,确保畅通 7、检查有关电磁阀 8、延时拉伸时间设定不可少于“0”故障15:圆盘不转原因:1、保险丝断,圆盘不转 2、交流接触器、热继电器损坏 3、电机缺相(嗡嗡响)排除方法: 1、用万用表阻挡(R×1)测量保险管电阻,若为0,说明良好;若为∞,说明已断。
故障1:PET瓶透明度不佳ﻫ原因:1、加热温度过高2、加热时间过长3、压缩空气含有水份4、注塑胚管本身不透明5、胚管设计不适6、吹胀比例太小排除方法:1、降温2、缩短加热时间3、用干燥器除水4、改良胚管品质,选择用料及提高原料干燥度5、改善胚管尺寸设计6、缩小胚管直径ﻫ故障2:PET瓶出现珍珠光泽泛白原因:1、加热温度过低2、胚管壁厚不均3、胚管厚度太厚,加温渗透不足排除方法:1、升温或放慢公转速度2、改善胚管品质3、减少胚管厚度,或尝试升高加热装置得外罩,以增加胚管表层温度散发故障3:PET瓶底水口位置偏移ﻫ原因:1、开始吹气时间太早2、拉伸杆没下到底3、拉伸杆与瓶轴中心线偏移4、胚管壁厚不均匀或注射密度不均5、加热不均匀ﻫ排除方法:1、延迟吹气时间或增加拉伸杆下降速度2、调整磁极开关得位置3、调整拉伸杆位置4、改善胚管品质5、改善加热条件,或检查胚管自转有否问题故障4:PET瓶壁厚不均原因:1、拉伸杆位置不在胚管中心2、吹气孔不对称,孔径不一3、拉伸倍率过低或吹胀比例太小4、胚管在加热炉中不自转5、胚管壁厚不均或注射密度不均ﻫ排除方法:1、调整拉伸杆位置2、调整吹气孔位置及孔径3、加大拉伸倍率或吹胀比例4、检查自转装置5、改善胚管品质故障5:瓶上部太厚ﻫ原因:1、上部温度过低2、模具排气孔位置距上部太远3、拉伸倍率过低4、瓶上部吹胀比过低5、拉伸杆速度太慢ﻫ排除方法: 1、上部加温2、调整排气孔位置3、加大拉伸倍率4。
改变瓶形状 5.调整拉伸杆速度ﻫ故障6:瓶底太薄原因:1、开始吹气时间过早2、底部温度过高3、胚管底部太薄排除方法: 1、延迟开始吹气时间2、降低底部温度3、增加胚管底部厚度ﻫ故障7:瓶合模线明显ﻫ原因:1、合模压力不够2、封口时间过早3、模具问题4、胚管牙口尺寸与模具配合不符排除方法: 1、加大合模压力,调整合模撑杆角度(<5度)2、后移合模行程开关位置3、修理模具或检查模具装配位置,如导柱有否松脱,或模具就是否未压紧4、维修模具牙口配合位ﻫ故障8:瓶底部或瓶颈卷起、积料原因: 1、延时吹气时间太长2、一个卷,一个良好3、积料处温度太低4、动作用气压不稳定,影响拉伸杆下降速度ﻫ排除方法: 1、缩短延时吹气时间或减低拉伸杆下降速度2、调低卷瓶一边得气量3、增加胚管该处得加热温度4、加设储气罐于动作气源,或缩短供气管路故障9:瓶底拉伸穿孔原因:1、温度未够,未渗透2、延时拉伸时间太长3、拉伸比太大4、胚管底部太薄5、拉伸杆头太尖ﻫ排除方法: 1、加温2、缩短延时拉伸时间3、减少拉伸比4、改善胚管底部设计5、修圆拉伸杆头ﻫ故障10:瓶底爆破原因:1、延时吹气时间太短2、延时开模时间太短3、温度太高4、排气阀不工作ﻫ排除方法: 1、加长延时吹气时间或增加拉伸杆下降速度2、加长延时开模时间3、降温4、用汽油清洗排气阀ﻫ故障11:瓶底不饱满原因:1、瓶底温度太高2、模具瓶底处排气孔不足或不均匀3、拉伸杆未到底部4、拉伸杆头设计不符合胚管底部形状5、吹气压力不足6、吹气阀流量不足7、瓶底曲线设计不佳ﻫ排除方法: 1、降低加热区底部温度或用湿布降低胚管底部温度2、增加排气孔数量并使其分布均匀3、调整拉伸杆到瓶底4、更换拉伸杆头5、加大吹气压力6、用汽油清洗吹气阀7、增加瓶底曲线流线型设计ﻫ故障12: ﻫ原因:1、若相对于胚管牙部在某一特定方位则为胚管厚薄不均得原因 2、若相对模具合模线在某一特定方位则为模具排气问题 3、胚管加热不均匀4、模具底部设计不佳ﻫ排除方法: 1、改善胚管厚薄设计 2、改善模具底部排气孔 3、改善加热条件 4、改善底部设计ﻫ故障13:吹瓶机无电源指示ﻫ原因:1、插座无电 2、保险管坏3、线头脱落4、安全紧急掣未开启5、电源开关就是否打开置于ON处6、指示灯损坏 7、加热炉内控制插座得小型断路器就是否合上ﻫ排除方法: 1、检查插座有无电,漏电开关就是否跳闸2、检查线路有否短路,然后更换保险管 3、接好接头 4、打开紧急安全掣 5、电源开关打在ON处 6、更换指示灯7、合上断路器ﻫ故障14:无封口及拉伸动作原因:1、合模行程不到位 2、合模行程开关坏 3、电线脱落4、延时拉伸时间继电器损坏 5、升降电磁阀与拉伸电磁阀损坏6、气缸进、排气节流阀堵塞或关死7、相应电磁阀故障 8、延时拉伸时间设定为“0”ﻫ排除方法:1、前移合模碰块 2、更换合模行程开关3、接好线头4、更换时间继电器 5、更换电磁阀6、检查孔位,确保畅通 7、检查有关电磁阀 8、延时拉伸时间设定不可少于“0”故障15:圆盘不转ﻫ原因:1、保险丝断,圆盘不转 2、交流接触器、热继电器损坏3、电机缺相(嗡嗡响)排除方法: 1、用万用表阻挡(R×1)测量保险管电阻,若为0,说明良好;若为∞,说明已断。
拉吹工艺参数对产品影响
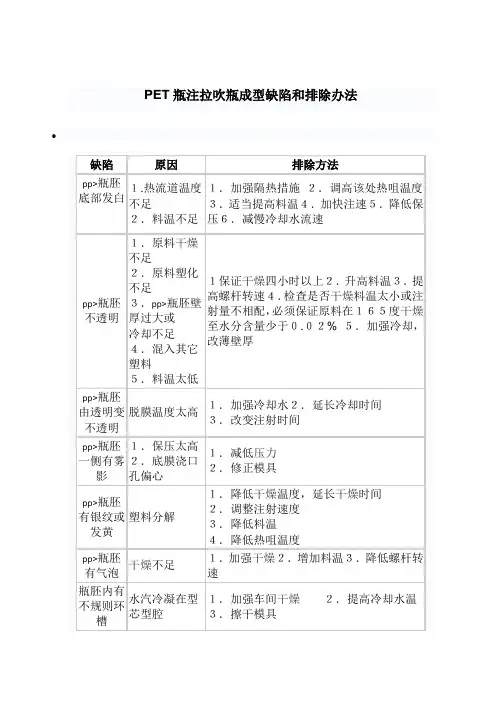
吹瓶常见质量问题及产生原因和解决方法
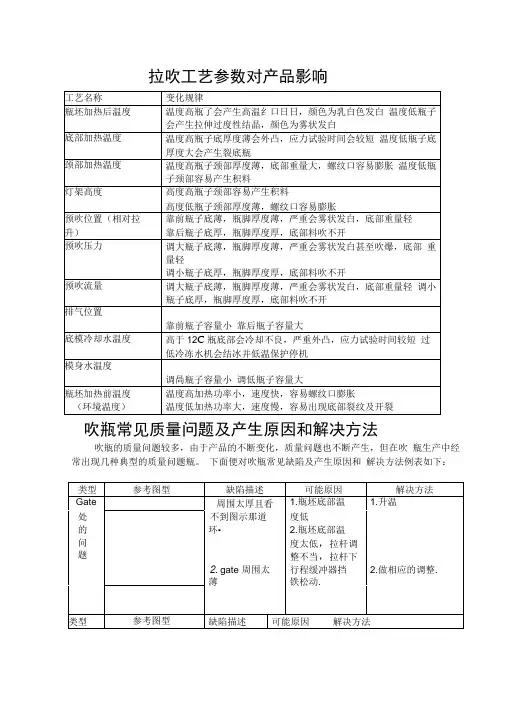
吹瓶的质量问题较多,由于产品的不断变化,质量问题也不断产生,但在吹瓶生产中经常出现几种典型的质量问题瓶。
下面便对吹瓶常见缺陷及产生原因和解决方法例表如下:
Gate 处的问题3. 底部中心
有咼度近视
的“眼镜”
圈
4. gate 处
向外凸
个底角都薄
且中心也薄
或3个底角
薄且gate不
在中心处
瓶坯本身
gate 处过烧
•
3. 坯底区温
度偏高.
4. 坯底区温
度高或底摸
冷却不良• 预
吹气压偏高
预吹凸轮位
置太靠前
预吹气压
或气流偏大
拉升杆弯曲
3.降温
4 •降低坯底区温度
5 •检查底模冷却
1.降低预吹气压或流量
2•增大凸轮角度
3.检查拉伸杆或吹嘴
____________ 或吹嘴气偏______________________ 1.在标签到1.瓶坯身区1.提高3, 4区温度pintch 部位温度太低
瓶口炸裂
2.在pintch
下部
2.提高4, 5区温度
2.4,5区温
3.提高瓶坯底区温度
度低
3.在底角部3.瓶坯底区
温度太低
1.炸裂的瓶 1.瓶坯本身 1.调整灯架高度
坯号相同的原因 2. 调整吹嘴高度
3. 降低1,2区温度,提高2.瓶子模具
号相同
2.吹嘴下压oven风量
力量太人
3.模具号不 3.瓶口加热
固定温度偏咼。
一)AA值过高1、原料性能有质量问题→原料进仓前检验原料的质量。
2、干燥效果不良→检查干燥机运行情况(如:露点、干燥温度/时间)。
3、炮筒加热温度太高→在保证质量前提下尽量将温度降低。
4、螺杆背压太高→在质量前提下将背压设为(400~600Psi)。
5、周期时间太长→优化周期时间(避免原料在螺杆停留时间过长)。
(二)瓶胚发黄1、干燥时间过长/温度太高→把已过度干燥的原料放出,重新抽料干燥。
2、炮筒温度过高→将温度降低(一般在瓶胚不产生白雾温度提升2~5℃)为正常温度。
3、模具温度过高→将温度降至合适温度(275~280℃)。
4、原料在螺杆停留时间过长→将炮筒高温的原料空注出来。
(三)壁厚变化率过大1、螺杆温度过高→适当调低螺杆温度。
2、螺杆背压过大→将螺杆背压调至合当压力。
3、注射速度太快→适当调低注射速度(一般注射时3.5~4S)。
4、模冷却水温太高→检查冷却循环水温度(9~11℃±2℃)。
5、冷却时间太短→加长冷却时间(一般设为3~4S)。
(四)表面擦痕(胚身/螺纹)1、模具有粘料→清理模具。
2、模具损坏→更换损坏部件或修复。
3、取出板吸筒损坏→更换损坏吸筒或修复。
4、模唇顶出位置/压力过大→将顶出位置/压力调至合适状态。
5、取出板位置不当→检查取出板吸筒与模唇距离位置(一般设为:22mm)。
(五)IV降过大1、原料存放时间过长→原料做到先进先出方法使用。
2、干燥效果不良→检查干燥机是否正常,保养干燥机,检查干燥珠使用时间(一般2~3年更换)。
3、炮筒加热温度过高→在保证质量前提下尽量将温度降低。
4、螺杆背压过大→在质量前提下将背压,一般设为:400~600Psi。
5、模具加热温度过高→降低温具加热温度,一般设为:280~285℃。
6、瓶胚存放时间过长或仓库境温度、湿度过高→检查仓库的湿/温度(一般为:70%/28以下),做好先进先出的库存方法。
7、原料本身性能有质量问题→通知供应商处理。
制品异常现象及处理方法
1.瓶身周围厚薄不均匀
(1)、瓶坯偏心度太大,最好选用偏心不超过0.20毫米的瓶坯。
(2)、拉伸杆头没有调到模具底部中心,调整拉伸杆位置。
2.瓶底不平或瓶子外形棱角模糊不清
(1)、吹气压力不足,调高空压机压力。
(2)、吹气时间太短,调长吹气时间。
3.瓶底不中心或瓶底过薄
(1)、拉伸时间过短造成拉伸杆未到模具底部就开始吹气,形成瓶底不中心,应调长拉─吹时间。
(2)、瓶底过薄是由于加热箱下层温度过高,处理方法一可降低下层温度,二可上升中层或上层温度。
4.瓶子内出现微小水点或黑色点
(1)、气源内含水量太多,可检查空压机滤水是否彻底或主机内滤水器是否损坏。
(2)、拉伸杆有油污,擦拭拉伸杆或更换拉伸气缸内的密封件。
5.瓶身表面有明显的沙粒
(1)、检查吹瓶模具型腔,清理杂质。
( 2 )、检查瓶坯表面。
(3)、加热箱孔内有杂质,预热时粘到瓶坯上,清理孔内杂质。
(4)、瓶坯本身原料质量太次。
6.瓶身破碎,在吹制时有很大响声
(1)、检查瓶坯是否已完全加热好呈弹性状。
(2)、由于拉伸杆未完全拉伸到瓶底,应调长拉─吹时间。
拉吹工艺参数对产品影响工艺名称变化规律瓶坯加热后温度温度高瓶子会产生高温结晶,颜色为乳白色发白温度低瓶子会产生拉伸过度性结晶,颜色为雾状发白底部加热温度温度高瓶子底厚度薄会外凸,应力试验时间会较短温度低瓶子底厚度大会产生裂底瓶颈部加热温度温度高瓶子颈部厚度薄,底部重量大,螺纹口容易膨胀温度低瓶子颈部容易产生积料灯架高度高度高瓶子颈部容易产生积料高度低瓶子颈部厚度薄,螺纹口容易膨胀预吹位置(相对拉靠前瓶子底薄,瓶脚厚度薄,严重会雾状发白,底部重量轻升)靠后瓶子底厚,瓶脚厚度厚,底部料吹不开预吹压力调大瓶子底薄,瓶脚厚度薄,严重会雾状发白甚至吹爆,底部重量轻调小瓶子底厚,瓶脚厚度厚,底部料吹不开预吹流量调大瓶子底薄,瓶脚厚度薄,严重会雾状发白,底部重量轻调小瓶子底厚,瓶脚厚度厚,底部料吹不开排气位置靠前瓶子容量小靠后瓶子容量大底模冷却水温度高于 12℃瓶底部会冷却不良,严重外凸,应力试验时间较短过低冷冻水机会结冰并低温保护停机模身水温度调高瓶子容量小调低瓶子容量大瓶坯加热前温度温度高加热功率小,速度快,容易螺纹口膨胀(环境温度)温度低加热功率大,速度慢,容易出现底部裂纹及开裂吹瓶常见质量问题及产生原因和解决方法吹瓶的质量问题较多,由于产品的不断变化,质量问题也不断产生,但在吹瓶生产中经常出现几种典型的质量问题瓶。
下面便对吹瓶常见缺陷及产生原因和解决方法例表如下:类型参考图型缺陷描述可能原因解决方法Gate 周围太厚且看 1. 瓶坯底部温 1. 升温处不到图示那道度低的环. 2. 瓶坯底部温问度太低 , 拉杆调题整不当 , 拉杆下2. gate 周围太行程缓冲器挡 2. 做相应的调整 .薄铁松动 .类型参考图型缺陷描述可能原因解决方法瓶坯本身Gategate 处过3. 底部中心烧. 3. 降温处有高度近视 3. 坯底区温4.降低坯底区温度的的“眼镜”度偏高 . 5.检查底模冷却问圈 4. 坯底区温题4. gate 处度高或底摸向外凸冷却不良 .个底角都薄预吹气压偏 1. 降低预吹气压或流量底且中心也薄高 2. 增大凸轮角度或 3 个底角预吹凸轮位3.检查拉伸杆或吹嘴角置太靠前薄且 gate 不预吹气压薄在中心处或气流偏大拉升杆弯曲或吹嘴气偏1.在标签到1.瓶坯身区1.提高 3,4 区温度pintch 部位温度太低白2.提高 4,5 区温度2.在 pintch 2.4,5 区温 3. 提高瓶坯底区温度下部度低3.在底角部3.瓶坯底区雾温度太低1. 炸裂的瓶 1. 瓶坯本身 1. 调整灯架高度瓶坯号相同的原因 2. 调整吹嘴高度3. 降低 1,2 区温度 , 提高口 2. 瓶子模具 2. 吹嘴下压oven 风量号相同力量太大炸3. 模具号不 3. 瓶口加热裂固定温度偏高1. 所有容积 1. 预吹气压 1. 升高预吹气压 , 调整预吹容都偏小低预吹时间凸轮短 2. 调整单向阀检查模身冷却积 2. 单个瓶子容积偏小 2. 单向阀流小量小或模身冷却不良类型参考图型缺陷描述可能的原因解决方法1. 在支撑环 1. 预吹压力 1. 降低预吹压力。
故障1:PET瓶透明度不佳原因:1、加热温度过高2、加热时间过长3、压缩空气含有水份4、注塑胚管本身不透明5、胚管设计不适6、吹胀比例太小排除方法:1、降温2、缩短加热时间3、用干燥器除水4、改良胚管品质,选择用料及提高原料干燥度5、改善胚管尺寸设计6、缩小胚管直径故障2:PET瓶出现珍珠光泽泛白原因:1、加热温度过低2、胚管壁厚不均3、胚管厚度太厚,加温渗透不足排除方法:1、升温或放慢公转速度2、改善胚管品质3、减少胚管厚度,或尝试升高加热装置的外罩,以增加胚管表层温度散发故障3:PET瓶底水口位置偏移原因:1、开始吹气时间太早2、拉伸杆没下到底3、拉伸杆与瓶轴中心线偏移4、胚管壁厚不均匀或注射密度不均5、加热不均匀排除方法:1、延迟吹气时间或增加拉伸杆下降速度2、调整磁极开关的位置3、调整拉伸杆位置4、改善胚管品质5、改善加热条件,或检查胚管自转有否问题故障4:PET瓶壁厚不均原因:1、拉伸杆位置不在胚管中心2、吹气孔不对称,孔径不一3、拉伸倍率过低或吹胀比例太小4、胚管在加热炉中不自转5、胚管壁厚不均或注射密度不均排除方法:1、调整拉伸杆位置2、调整吹气孔位置及孔径3、加大拉伸倍率或吹胀比例4、检查自转装置5、改善胚管品质故障5:瓶上部太厚原因:1、上部温度过低2、模具排气孔位置距上部太远3、拉伸倍率过低4、瓶上部吹胀比过低5、拉伸杆速度太慢排除方法: 1、上部加温2、调整排气孔位置3、加大拉伸倍率4.改变瓶形状5.调整拉伸杆速度故障6:瓶底太薄原因:1、开始吹气时间过早2、底部温度过高3、胚管底部太薄排除方法: 1、延迟开始吹气时间2、降低底部温度3、增加胚管底部厚度故障7:瓶合模线明显原因:1、合模压力不够2、封口时间过早3、模具问题4、胚管牙口尺寸与模具配合不符排除方法: 1、加大合模压力,调整合模撑杆角度(<5度)2、后移合模行程开关位置3、修理模具或检查模具装配位置,如导柱有否松脱,或模具是否未压紧4、维修模具牙口配合位故障8:瓶底部或瓶颈卷起、积料原因: 1、延时吹气时间太长2、一个卷,一个良好3、积料处温度太低4、动作用气压不稳定,影响拉伸杆下降速度排除方法: 1、缩短延时吹气时间或减低拉伸杆下降速度2、调低卷瓶一边的气量3、增加胚管该处的加热温度4、加设储气罐于动作气源,或缩短供气管路故障9:瓶底拉伸穿孔原因:1、温度未够,未渗透2、延时拉伸时间太长3、拉伸比太大4、胚管底部太薄5、拉伸杆头太尖排除方法: 1、加温2、缩短延时拉伸时间3、减少拉伸比4、改善胚管底部设计5、修圆拉伸杆头故障10:瓶底爆破原因:1、延时吹气时间太短2、延时开模时间太短3、温度太高4、排气阀不工作排除方法: 1、加长延时吹气时间或增加拉伸杆下降速度2、加长延时开模时间3、降温4、用汽油清洗排气阀故障11:瓶底不饱满原因:1、瓶底温度太高2、模具瓶底处排气孔不足或不均匀3、拉伸杆未到底部4、拉伸杆头设计不符合胚管底部形状5、吹气压力不足6、吹气阀流量不足7、瓶底曲线设计不佳排除方法: 1、降低加热区底部温度或用湿布降低胚管底部温度2、增加排气孔数量并使其分布均匀3、调整拉伸杆到瓶底4、更换拉伸杆头5、加大吹气压力6、用汽油清洗吹气阀7、增加瓶底曲线流线型设计故障12:原因:1、若相对于胚管牙部在某一特定方位则为胚管厚薄不均的原因 2、若相对模具合模线在某一特定方位则为模具排气问题 3、胚管加热不均匀 4、模具底部设计不佳排除方法: 1、改善胚管厚薄设计 2、改善模具底部排气孔 3、改善加热条件 4、改善底部设计故障13:吹瓶机无电源指示原因:1、插座无电 2、保险管坏 3、线头脱落 4、安全紧急掣未开启 5、电源开关是否打开置于ON处 6、指示灯损坏 7、加热炉内控制插座的小型断路器是否合上排除方法: 1、检查插座有无电,漏电开关是否跳闸 2、检查线路有否短路,然后更换保险管 3、接好接头 4、打开紧急安全掣 5、电源开关打在ON处 6、更换指示灯 7、合上断路器故障14:无封口及拉伸动作原因:1、合模行程不到位 2、合模行程开关坏 3、电线脱落 4、延时拉伸时间继电器损坏 5、升降电磁阀和拉伸电磁阀损坏 6、气缸进、排气节流阀堵塞或关死 7、相应电磁阀故障 8、延时拉伸时间设定为“0”排除方法:1、前移合模碰块 2、更换合模行程开关 3、接好线头 4、更换时间继电器 5、更换电磁阀 6、检查孔位,确保畅通 7、检查有关电磁阀 8、延时拉伸时间设定不可少于“0”故障15:圆盘不转原因:1、保险丝断,圆盘不转 2、交流接触器、热继电器损坏 3、电机缺相(嗡嗡响)排除方法: 1、用万用表阻挡(R×1)测量保险管电阻,若为0,说明良好;若为∞,说明已断。
吹瓶机常见故障及分析吹瓶机是一种常见的塑料瓶制造设备,用于生产各种类型和规格的塑料瓶。
然而,长时间的运行和频繁的使用可能会导致一些常见的故障。
以下是吹瓶机常见故障及其分析:1.吹瓶机温度控制不准确:温度控制不准确可能导致瓶体变形或熔化,影响生产质量。
故障原因可能是温度传感器失效、PID控制器故障、加热器故障等。
解决方法是更换传感器、维修或更换控制器、修理或更换加热器。
2.吹瓶机压力不稳定:压力不稳定可能导致瓶壁厚度不均匀或瓶体开裂。
故障原因可能是空压机故障、气缸密封件老化、油水分离器堵塞等。
解决方法是维修或更换空压机、更换气缸密封件、清洗油水分离器。
3.吹瓶机挤杆运行不正常:挤杆运行不正常可能导致瓶体内部气泡、材料堵塞等问题。
故障原因可能是传动皮带松动、润滑不良、电机故障等。
解决方法是调整传动皮带张力、润滑挤杆、维修或更换电机。
4.吹瓶机模具磨损:模具磨损可能导致产品尺寸不准确或瓶口变形。
故障原因可能是模具材料质量不合格、模具使用寿命超过预期等。
解决方法是更换模具、优化模具使用和维护。
5.吹瓶机冷却系统故障:冷却系统故障可能导致瓶体变形或开裂。
故障原因可能是冷却水管道堵塞、冷却水泵故障等。
解决方法是清洗冷却水管道、维修或更换冷却水泵。
6.吹瓶机气源故障:气源故障可能导致瓶体气泡或瓶封不完全。
故障原因可能是气源压力不足、气源管路堵塞、气源过滤器故障等。
解决方法是增加气源压力、清洗气源管路、维修或更换气源过滤器。
除了以上列举的故障,吹瓶机还可能遇到其他问题,如电路故障、控制面板故障等。
为了避免这些故障,可以进行定期的设备检查和维护,及时更换磨损的零部件,保持吹瓶机的正常运行和生产质量。
另外,培训操作员正确使用和维护设备也非常重要,以减少故障发生的可能性。