白车身涂胶工艺
- 格式:ppt
- 大小:1.79 MB
- 文档页数:33
轿车车身涂装的前处理工艺轿车车身涂装的主要目的是提高车身的防护性和装饰性,增强车身防腐蚀能力,改善车身外观;另外国内外对环保的要求越来越高,为了更有效地减少汽车制造过程中造成的污染,更好地保护环境,汽车制造商致力于各种新工艺、新技术、新材料、新设备的研究与应用,不断提升轿车车身涂装质量。
为了增强车身底材钢板与涂层间的附着力,提高车身底材的抗腐蚀能力,在涂漆之前要对白车身进行表面处理。
本文就奇瑞汽车有限公司涂装二车间漆前表面处理的有关工艺、材料、设备、工艺管理等方面进行简要论述。
在各种金属表面处理方法中,磷化处理工艺已被广泛应用。
奇瑞汽车有限公司涂装二车间车身漆前表面处理(简称前处理)的工艺流程见图1。
图1 前处理工艺流程1脱脂轿车车身材料一般是钢板,车身在进入涂装车间之前,经过贮藏、冲压拉延、焊接、修磨甚至烘烤等处理过程。
在这些处理过程中,不可避免地带人大量的防锈油、拉延油等油脂类物质,而在压延和焊装过程中又产生大量的铁粉、铁屑以及残胶等杂物,脱脂工序是清除这些油脂、杂物的重要工序。
车身进入前处理之前设置手工高压水枪冲洗,使用中性脱脂剂和工业水按一定比例混合,通过增压装置输送到两把高压水枪后进行冲洗。
高压水枪的工作压力一般为50—100MPa,对车身内仓、夹缝、空腔结构等容易积聚灰粒的部位进行初步清洗。
特别是车身内腔地板,影响电泳漆膜质量的灰粒有80%以上分布于车身内腔地板上。
经过冲洗后的车身,灰粒大约可减少30%。
有利于降低脱脂槽的污染,延长槽液的使用寿命。
脱脂工序采用浸洗和出槽喷洗相结合的处理工艺,可根据白车身质量和车间工艺水平状况设置两个或多个浸洗槽。
槽液通过循环泵进行连续搅拌,增强对车身的冲刷清洗效果。
除油装置有两种工作状态,生产过程中表面浮油和分散在槽液中的油污随槽液输送到油水分离器,在油水分离器内通过加热使油脂破乳分层,再经多级溢流将油污浓缩收集;停产期间通过补加少量工业水使表面静态浮油溢流到油水分离器,再经多级溢流将油污浓缩收集。
汽车涂装车间工艺流程汽车涂装车间工艺流程总的分为两大步:第一步:从白车身开始,预清洗,预脱脂,脱脂,水洗,表调,磷化,侵洗,喷淋,电泳涂装,超滤喷淋和超滤侵洗,电泳烘烤,电泳打磨,PVC,挤密封胶,擦净;这一步的主要目的是保护基体材料免受腐蚀。
第二步:中涂喷漆,中涂烘烤,打磨,擦净,人工喷底色漆,机器人喷底色漆BC,机器人喷涂罩光漆CC,面漆烘干,抛光修复,质量检查(补漆或大返修),送总装。
这一步主要的目的是提高外观质量和上色。
按照现代化智能生产要求,一个年产10-20万辆轿车的智能化涂装车间,主要包含前处理电泳线、焊缝涂胶线、打磨线、喷涂线、检查精修等工序,这些工序都可以在PMS(生产管理系统)、PMC(生产及物料控制)、ANDON和RFID(无线射频识别系统)的实施下,实现100%多车型混流自动化喷涂。
也就是说引入人工智能/机器人操作的生产线,除了喷涂效率高以外,也可以最大程度的减少微尘产生,使涂装无尘车间微尘控制更有效。
按照行业的经验,汽车制造涂装车间通常可以划分为一般洁净区、洁净室(区)、烘干区和噪声区等区域。
这些区域平面设计的原则是使生产工艺流程做到便捷、顺畅。
涂装产品、涂装材料、设备维修和废物输送等物流不能交错干涉(制造类车间物流为主)。
根据生产组织需要,有相应的工序间安排产品的排空、缓冲、编组输送线,使不合格产品可随时就近下线,返回打磨返修。
另外,应尽量缩短产品的物流路程。
切忌按涂装工序罗列生产物流顺序,导致其他物料运输被忽略。
一般行业的主案设计师会对工艺、生产线、设备等内容全方位了解后做出相对适合的平面方案。
汽车涂装车间空气质量的保证来自于无尘车间的整体设计及精准施工,空气净化系统的建设承担主要职责。
这需要在装修封闭喷涂区域的基础下,设计合适的空气净化系统。
暖通设计师需要计算相关的排风设备参数来确定送风量大小,以室内达到正压为准。
汽车涂装车间空气净化原理:喷漆时,外部空气经过初级过滤网过滤后由风机送到房顶,再经过顶部过滤网二次过滤净化后进入房内。
车⾝⽓密性及⽩车⾝⽤胶技术标准油漆车⾝⽓密性主要检测油漆车⾝密封性能,油漆车⾝⽓密性试验主要检测油漆车⾝各空腔及焊缝是否漏⽓及泄漏量⼤⼩。
油漆车⾝需满⾜焊装涂胶、涂装涂胶、堵件及胶块设计状态。
⽓密性验证⽬的:检测油漆车⾝油泄漏量是否达到密封性能⽬标,并检查⽩车⾝焊接、涂胶、涂装PVC涂胶及堵件装配是否满⾜产品要求。
技术要求⽩车⾝胶品:采⽤树脂或橡胶或聚合物为基材,在⽩车⾝上主要起到密封、防腐、粘接、减振及降噪等作⽤,外观主要为均匀膏状或固体形态。
1.胶品特性按照胶品主要性能和⽤途的差异进⾏分类,见表1。
2.胶品类型(1)点焊胶和结构胶涂胶PDM图定义:型号、尺⼨定义须完整。
其中尺⼨定义包括胶体的直径(或⾼、宽)、涂胶长度及公差,并标注每段胶的总长度。
不同部位的胶须有典型断⾯图,涂胶起⽌端必须要有放⼤图进⾏尺⼨标注。
1)避免涂胶不连续。
同⼀涂胶部位的胶体直径定义须统⼀(特别是⼿⼯涂胶情况下)。
2)在同⼀涂胶部位避免定义2种以上容易混淆的胶种的原则,以免⽤错胶。
3)车⾝结构设计:涂胶位置的钣⾦搭接边宽度建议不⼩于10mm,以避免装配溢胶问题。
4)搭接边设计避免过于复杂的曲⾯造型,保证⼿⼯涂胶不出现折折弯弯的S形轨迹;有条件的部位,钣⾦⾯设计涂胶线便于控制涂胶位置。
5)不得设计钣⾦缺⼝,影响涂胶的连续性或导致出现漏胶和流挂问题。
6)涂胶位置距离20mm范围内禁⽌定义烧CO2焊缝。
(2)2D胶块、拇指胶、密封胶条、隔振胶条涂胶PDM图定义:型号、尺⼨定义须完整。
其中尺⼨定义包括胶块在钣⾦上的粘贴位置及尺⼨公差。
胶块在钣⾦上粘贴位置,必须以钣⾦棱线为参照标识不同⽅向的距离和允许的偏差量。
车⾝结构设计:对胶块或胶条的位置设计参照标识。
在装配粘贴起、末位置,设置涂胶提⽰标识,如凸台、凸圈、拉延标记等。
须注意的是,所有标识不得破坏钣⾦密封结构。
其他要求:产品部门必须对胶品的膨胀特性进⾏确认和验证能否充满钣⾦空腔。


白车身的工艺方法有哪些
白车身的工艺方法主要有以下几种:
1.冲压:通过将金属板材放入冲床中,利用冲床的冲压模具对金属板材进行冲击,使其产生所需形状的加工工艺方法。
冲压工艺可以用于生产白车身中的大部分零件,如车门、车顶等。
2.焊接:将不同的车身零件通过焊接方法连接在一起,形成整体结构。
常见的焊接方法有点焊、气焊、电弧焊等。
焊接工艺在生产白车身中起到了至关重要的作用。
3.涂装:将车身零部件进行喷涂,使其形成一层保护性的涂层,以保护车身不受外界环境的腐蚀。
涂装工艺也可以使车身获得更好的外观效果,并起到美化的作用。
4.铆接:将车身零件通过铆钉连接在一起,形成固定的结构。
铆接工艺可以用于连接较薄的金属零件,如薄板,以及连接不易进行其他组装方式的零件。
5.黏接:使用特殊的胶水或者胶粘剂将车身零部件连接在一起,形成结构稳定的白车身。
黏接工艺相比其他工艺方法具有更轻量化和更高的结构强度。
6.包覆:对特定的车身部件进行包覆,增加其刚度和强度。
包覆可以采用复合材
料、纤维增强塑料等材料进行,以提高车身的轻量化和安全性。
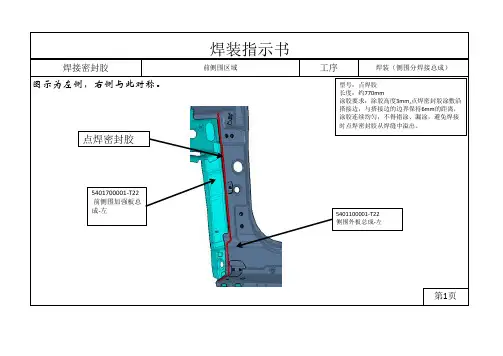
5401010001-T22 侧围总成点焊密封胶5010100001-T22下车身总成点焊密封胶5401500001-T22 后侧围内板总成5701010001-T22 总成焊装(侧围外板总成-左)焊装指示书膨胀胶加油口盒、侧围工序型号:膨胀胶涂胶要求:长度、宽度沿整个胶槽,涂胶连续均匀。
高度:6mm 。
膨胀胶5401190001-T22 加油口盒总成5401111001-T22 侧围外板-左仅左侧,右侧无。
第12页焊装指示书焊接密封胶空气室外板 空气室外板加强板区域工序焊装(空气室总成焊接)点焊密封胶型号:长度:约1450X2mm涂胶要求:点焊密封胶涂敷沿搭接边,涂胶高度3mm ,与搭接边的边界保持6mm 的距离,涂胶连续均匀,不得错涂、漏涂,避免焊接时点焊密封胶从焊缝中溢出。
5301331001-T22空气室外板5301351001-T22空气室外板加强板第13页点焊密封胶空气室外板空气室外板加强板AA点焊密封胶焊装指示书焊接密封胶空气室内板 空气室外板加强板区域工序焊装(空气室总成焊接)点焊密封胶型号:点焊胶长度:约1550mm涂胶要求:涂胶高度3mm,点焊密封胶涂敷沿搭接边,与搭接边的边界保持6mm 的距离,涂胶连续均匀,不得错涂、漏涂,避免焊接时点焊密封胶从焊缝中溢出。
5301381001-T22空气室内板5301351001-T22空气室外板加强板第14页点焊密封胶空气室外板加强板AA空气室内板焊装指示书焊接密封胶前挡板 空气室内板区域工序焊装(前机舱总成焊接)点焊密封胶5301141001-T22前挡板5301381001-T22空气室内板型号:点焊胶长度:1450mm涂胶要求:涂胶高度3mm,点焊密封胶涂敷沿搭接边,与搭接边的边界保持6mm的距离,涂胶连续均匀,不得错涂、漏涂,避免焊接时点焊密封胶从焊缝中溢出。
第15页点焊密封胶空气室内板前挡板A A焊装指示书焊接密封胶前挡板 A柱下内板工序焊装(前机舱总成与A柱下内板总成焊接)点焊密封胶5301141001-T22前挡板型号:点焊胶长度:510mmX2涂胶要求:涂胶高度3mm,点焊密封胶涂敷沿搭接边,与搭接边的边界保持6mm的距离,涂胶连续均匀,不得错涂、漏涂,避免焊接时点焊密封胶从焊缝中溢出。

321 引言随着汽车行业的快速发展,人们的生活品质快速提升,大众对汽车市场的需求也变得更加追求安全性和舒适性。
对于汽车的安全性影响最大的也是白车身的焊接强度,舒适性不仅仅是体现在豪华的内饰,而降噪,减振等看不见的性能反而更能影响到用户的体验。
各种胶品的普遍应用无疑是能够将车身的性能发挥的更极致,而越是豪华汽车对胶品的重视程度也越大,也有着更专业的,更有针对性的涂胶工艺。
与此同时,对涂胶工艺也提出了更高的技术要求:①涂胶对于位置精度要求;②涂胶对于白车身清洁度的要求;③胶品的成本和性能要求。
2 白车身点焊密封胶的性能点焊密封胶是在焊接前涂布在钣金件搭接处的一种密封胶,它要求板件焊接后的搭接间隙不能超过0.3mm,并且冲压件的附贴性要好。
点焊密封胶主要成分是橡胶基材的无溶剂反应型粘结剂,在室温下具有很高的粘性,在加热后能够固化成橡胶弹性体,有着很好的柔韧性(固化温度在140~210℃),固化后能够很好的起到密封和防水功能,即使在振动的情况下也能起着良好的密封性,低温下也不易剥离。
点焊密封胶在室温下主要使用高压气泵输送,在车身板件上有着很好的粘附,并且抗流挂性也很好。
在汽车白车身生产中使用的点焊密封胶具有良好的施工工艺性、触变性,这样才能保障点焊密封胶的密封性全部发挥出来。
3 白车身点焊密封胶的应用范围点焊密封胶能起到防止焊缝间隙漏水、透风和漏尘的作用,保证车内环境不受到外界污染,对于那些装配后被遮蔽而难以涂布焊缝密封胶的部位,点焊密封胶更是不可缺少。
车身的密封位置主要集中在地板,前后轮罩的位置最为重要,这些位置防止漏水、透风,防尘作用更是不可缺少的。
在前后轮罩上增加点焊密封胶,能够在一定程度上起到减少噪音的作用,所以车身的点焊密封胶主要集中在如图1的位置。
图13.1 侧裙、发舱、前后地板拼接处侧围和地板连接,一般只在拼接间隙大的钣金与钣金之间进行涂胶,如图2中的③和④处;后轮罩与侧围的连接处、与地板的连接处,如图2的⑤和⑥处;前地板与前舱拼接处,与后地板拼接处,此处并不普遍,一般只有高档车才会有,如图2中①和②处。
上海同济同捷科技有限公司企业标准TJI/YJY车身涂胶图标准2005-XX-XX发布2005-XX-XX实施上海同济同捷科技有限公司发布TJI/YJY前言本标准用于轿车白车身涂胶图的制作,主要说明了白车身涂胶的胶的种类,主要功能,需要涂胶的位置,涂胶的要求,以及一台车的大致用量。
另外因轿车种类繁多,档次差异较大,各企业的技术设备条件、配套厂的能力以及生产状况各不相同,很难做到统一标准。
所以本标准以中档车为例,说明白车身涂胶图的基本要求。
(编写标准的说明)本标准的附录A为规范性附录。
本标准由上海同济同捷科技有限公司提出。
本标准由上海同济同捷科技有限公司质量与项目管理中心负责归口管理。
本标准主要起草人:高翔、周伟TJI/YJY白车身涂胶图标准1范围本标准以中档车为例,通过涂胶图来说明白车身涂胶的基本要求,其他高档和低档轿车应当根据设计要求和市场定价,适当增减涂胶的种类和位置。
2规范性引用文件引用汉高公司产品种类、用途以及技术要求3术语和定义3.1焊装用胶:焊装过程共用到四种胶,分别是折边胶、隔振胶、隔振胶片和点焊密封胶。
3.1.1 折边胶3.1.1.1.折边胶的型号:Terkoal 5027SH3.1.1.2折边胶胶的断面尺寸:直径约3mm的半圆弧,且半圆弧圆心离外板内表面边界约2.5mm。
3.1.2.隔振胶3.1.2.1.隔振胶的型号:Terostat 3215SH3.1.2.2.隔振胶的断面尺寸:直径约8mm的圆。
每段长度约60-80,段与段的间隔约40mm。
3.1.3.隔振胶片3.1.3.1隔振胶片的型号:HSTM 451SH,膨胀率范围为100%-300%,具体值根据实验确定。
3.1.3.2.隔振胶片的断面尺寸:80×60×17。
3.1.4.点焊密封胶3.1.4.1.点焊密封胶的型号:Thiemite 06-1236M。
3.1.4.2.点焊密封胶的断面尺寸:直径约5mm的圆。
上海同济同捷科技有限公司企业标准TJI/YJY.03.29-2005白车身涂胶图技术规范2005-09-01发布2005-09-01实施上海同济同捷科技有限公司发布前言本标准用于轿车白车身涂胶图的制作,主要说明了白车身涂胶的胶的种类,主要功能,需要涂胶的位置,涂胶的要求,以及一台车的大致用量。
另外因轿车种类繁多,档次差异较大,各企业的技术设备条件、配套厂的能力以及生产状况各不相同,很难做到统一标准。
所以本标准以中档车为例,说明白车身涂胶图的基本要求。
本标准的附录A为规范性附录。
本标准由上海同济同捷科技有限公司提出。
本标准由上海同济同捷科技有限公司质量与项目管理中心负责归口管理。
本标准主要起草人:高翔、周伟白车身涂胶图技术规范1范围本标准以中档车为例,通过涂胶图来说明白车身涂胶的基本要求,其他高档和低档轿车应当根据设计要求和市场定价,适当增减涂胶的种类和位置。
2规范性引用文件引用汉高公司产品种类、用途以及技术要求3术语和定义3.1焊装用胶:焊装过程共用到四种胶,分别是折边胶、隔振胶、隔振胶片和点焊密封胶。
3.1.1 折边胶3.1.1.1.折边胶的型号:Terkoal 5027SH3.1.1.2折边胶胶的断面尺寸:直径约3mm的半圆弧,且半圆弧圆心离外板内表面边界约2.5mm。
3.1.2.隔振胶3.1.2.1.隔振胶的型号:Terostat 3215SH3.1.2.2.隔振胶的断面尺寸:直径约8mm的圆。
每段长度约60-80,段与段的间隔约40mm。
3.1.3.隔振胶片3.1.3.1隔振胶片的型号:HSTM 451SH,膨胀率范围为100%-300%,具体值根据实验确定。
3.1.3.2.隔振胶片的断面尺寸:80×60×17。
3.1.4.点焊密封胶3.1.4.1.点焊密封胶的型号:Thiemite 06-1236M。
3.1.4.2.点焊密封胶的断面尺寸:直径约5mm的圆。
圆心离边界7mm。