白车身涂胶工艺
- 格式:ppt
- 大小:1.47 MB
- 文档页数:15
关于白车身胶体连接原理及胶接质量控制管理摘要:汽车白车身是将板材通过焊接、胶体连接、螺栓装配等方式组合而成的,其中胶体连接的作用是增加车身刚度、提升车身抗腐蚀性能提升、降低噪声等。
在白车身生产过程中,使用了大量的结构胶、密封胶以及膨胀胶和型腔阻断胶。
由于涂胶质量对白车身的质量影响较大,故在白车身生产过程中,涂胶的过程及结果管理尤为重要。
涂胶质量主要是管理涂胶外观质量、涂胶尺寸、连接性能等,针对上述实物质量开展涂胶质量过程管理,涂胶人员技能、涂胶温度、涂胶工装、胶嘴直径、涂胶设备均需进行精细化管理,才能确保白车身涂胶质量,满足整车质量和性能要求。
关键词:白车身;涂胶;NVH;胶接1胶体连接方法简介胶体连接即采用具有一定粘性的胶体连接零件的工艺方式,最普遍的胶体作业方式为涂胶,因此胶体连接通常指的是涂胶,但有时因实际需要也采用粘贴或装配的作业方式。
本手册为区分不同形式的胶体作业,引入胶体连接概念(简称胶接)。
因涂胶应用最广,为方便习惯阅读,下文未特别说明时胶接等同于涂胶。
1.1 胶体分类胶体分类通常根据功能进行区分,也可以根据作业方法、胶体形态进行分类。
各分类方法无绝对区分,如减震胶一般为使用胶枪涂布的糊状类胶,但有时也会使用半固体类胶粘贴在白车身部位,如某些零件涂胶槽内可粘贴半固体胶或涂布糊状胶。
1.2加强质量控制的意义白车身是汽车的构成,也是汽车的要件之一,能够承载汽车和其他要件,是人们可以直观看到的部分。
因此加强白车身的质量控制,不仅与汽车外观息息相关,也会影响汽车的质量和性能,所以白车身的质量水准,是衡量汽车企业生产水平和工艺的重要标准。
在白车身生产和制造过程中,会涉及到许多的生产工艺和技术,要想加强白车身的整体质量,就要对每个环节和工艺都进行严格的控制,才能全面提升白车身质量。
在实际生产过程中焊接点的质量控制和白车身涂胶质量控制,以及白车身尺寸控制和尺寸控制方法,还有选装件区分质量控制和扭矩控制方法是生产工艺中最为主要的方法,所以加强对这些工艺的控制,可以全面地提高白车身质量,进而提升提高企业的经济效益,对企业生存和发展也有着非常重要的影响。
汽车涂装车间工艺流程汽车涂装车间工艺流程总的分为两大步:第一步:从白车身开始,预清洗,预脱脂,脱脂,水洗,表调,磷化,侵洗,喷淋,电泳涂装,超滤喷淋和超滤侵洗,电泳烘烤,电泳打磨,PVC,挤密封胶,擦净;这一步的主要目的是保护基体材料免受腐蚀。
第二步:中涂喷漆,中涂烘烤,打磨,擦净,人工喷底色漆,机器人喷底色漆BC,机器人喷涂罩光漆CC,面漆烘干,抛光修复,质量检查(补漆或大返修),送总装。
这一步主要的目的是提高外观质量和上色。
按照现代化智能生产要求,一个年产10-20万辆轿车的智能化涂装车间,主要包含前处理电泳线、焊缝涂胶线、打磨线、喷涂线、检查精修等工序,这些工序都可以在PMS(生产管理系统)、PMC(生产及物料控制)、ANDON和RFID(无线射频识别系统)的实施下,实现100%多车型混流自动化喷涂。
也就是说引入人工智能/机器人操作的生产线,除了喷涂效率高以外,也可以最大程度的减少微尘产生,使涂装无尘车间微尘控制更有效。
按照行业的经验,汽车制造涂装车间通常可以划分为一般洁净区、洁净室(区)、烘干区和噪声区等区域。
这些区域平面设计的原则是使生产工艺流程做到便捷、顺畅。
涂装产品、涂装材料、设备维修和废物输送等物流不能交错干涉(制造类车间物流为主)。
根据生产组织需要,有相应的工序间安排产品的排空、缓冲、编组输送线,使不合格产品可随时就近下线,返回打磨返修。
另外,应尽量缩短产品的物流路程。
切忌按涂装工序罗列生产物流顺序,导致其他物料运输被忽略。
一般行业的主案设计师会对工艺、生产线、设备等内容全方位了解后做出相对适合的平面方案。
汽车涂装车间空气质量的保证来自于无尘车间的整体设计及精准施工,空气净化系统的建设承担主要职责。
这需要在装修封闭喷涂区域的基础下,设计合适的空气净化系统。
暖通设计师需要计算相关的排风设备参数来确定送风量大小,以室内达到正压为准。
汽车涂装车间空气净化原理:喷漆时,外部空气经过初级过滤网过滤后由风机送到房顶,再经过顶部过滤网二次过滤净化后进入房内。

321 引言随着汽车行业的快速发展,人们的生活品质快速提升,大众对汽车市场的需求也变得更加追求安全性和舒适性。
对于汽车的安全性影响最大的也是白车身的焊接强度,舒适性不仅仅是体现在豪华的内饰,而降噪,减振等看不见的性能反而更能影响到用户的体验。
各种胶品的普遍应用无疑是能够将车身的性能发挥的更极致,而越是豪华汽车对胶品的重视程度也越大,也有着更专业的,更有针对性的涂胶工艺。
与此同时,对涂胶工艺也提出了更高的技术要求:①涂胶对于位置精度要求;②涂胶对于白车身清洁度的要求;③胶品的成本和性能要求。
2 白车身点焊密封胶的性能点焊密封胶是在焊接前涂布在钣金件搭接处的一种密封胶,它要求板件焊接后的搭接间隙不能超过0.3mm,并且冲压件的附贴性要好。
点焊密封胶主要成分是橡胶基材的无溶剂反应型粘结剂,在室温下具有很高的粘性,在加热后能够固化成橡胶弹性体,有着很好的柔韧性(固化温度在140~210℃),固化后能够很好的起到密封和防水功能,即使在振动的情况下也能起着良好的密封性,低温下也不易剥离。
点焊密封胶在室温下主要使用高压气泵输送,在车身板件上有着很好的粘附,并且抗流挂性也很好。
在汽车白车身生产中使用的点焊密封胶具有良好的施工工艺性、触变性,这样才能保障点焊密封胶的密封性全部发挥出来。
3 白车身点焊密封胶的应用范围点焊密封胶能起到防止焊缝间隙漏水、透风和漏尘的作用,保证车内环境不受到外界污染,对于那些装配后被遮蔽而难以涂布焊缝密封胶的部位,点焊密封胶更是不可缺少。
车身的密封位置主要集中在地板,前后轮罩的位置最为重要,这些位置防止漏水、透风,防尘作用更是不可缺少的。
在前后轮罩上增加点焊密封胶,能够在一定程度上起到减少噪音的作用,所以车身的点焊密封胶主要集中在如图1的位置。
图13.1 侧裙、发舱、前后地板拼接处侧围和地板连接,一般只在拼接间隙大的钣金与钣金之间进行涂胶,如图2中的③和④处;后轮罩与侧围的连接处、与地板的连接处,如图2的⑤和⑥处;前地板与前舱拼接处,与后地板拼接处,此处并不普遍,一般只有高档车才会有,如图2中①和②处。
白车身外覆盖件包边工艺详解引言白车身外覆盖件包边工艺是汽车生产过程中的一项重要工艺,通过对车身外覆盖件进行包边处理,可以提高车身外观的美观度和质感,同时还能增强车身结构的稳定性和耐久性。
本文将详细介绍白车身外覆盖件包边工艺的原理、流程和应用。
工艺原理白车身外覆盖件包边工艺主要是通过对车身外覆盖件的边缘进行封闭和强化处理,使其达到更高的结构强度和防腐蚀性能。
该工艺的主要原理如下:1.封闭边缘:包边工艺通过对车身外覆盖件边缘进行包覆,可以有效地封闭边缘缝隙,避免灰尘、水分和其他杂质进入车身结构内部,从而保护车身结构的完整性。
2.提高结构强度:包边工艺在车身外覆盖件的边缘增加一层加强材料,可以有效地提高车身结构的强度和刚度,增强车身的整体稳定性。
特别是在车辆受到外部冲击时,包边工艺能够减缓冲击力的传递和分散,更好地保护车内乘员的安全。
3.增强防腐蚀性能:车身外覆盖件容易受到水分、氧气、盐雾等外界环境的侵蚀,导致腐蚀和生锈。
包边工艺能够提供一层保护膜,有效地隔绝环境气体和水分的接触,减缓车身外覆盖件的腐蚀速度,延长车身寿命。
工艺流程白车身外覆盖件包边工艺的具体流程如下:1.准备工作:在进行包边工艺之前,需要对车身外覆盖件进行检查和清洁,确保没有明显的缺陷和污垢。
2.预处理:将车身外覆盖件的边缘进行打磨和清洁处理,以确保后续工艺能够更好地附着和固定。
3.涂胶:在车身外覆盖件的边缘涂布特定的胶水,胶水可以有效地粘合附着在车身外覆盖件上的包边材料。
4.包边材料粘贴:将预先剪裁好的包边材料粘贴在涂胶的边缘上,注意要保持包边材料与车身外覆盖件边缘的贴合度和整齐度。
5.烘干:待包边材料粘贴完成后,放置在特定的烘干室中进行烘干,以确保胶水能够充分固化和粘合。
6.整理修饰:在烘干后,对已完成的包边进行整理修饰,处理包边材料的余料和边缘的不齐。
7.质检:对包边工艺完成的车身外覆盖件进行质检,确保包边的质量和效果符合要求。
车⾝⽓密性及⽩车⾝⽤胶技术标准油漆车⾝⽓密性主要检测油漆车⾝密封性能,油漆车⾝⽓密性试验主要检测油漆车⾝各空腔及焊缝是否漏⽓及泄漏量⼤⼩。
油漆车⾝需满⾜焊装涂胶、涂装涂胶、堵件及胶块设计状态。
⽓密性验证⽬的:检测油漆车⾝油泄漏量是否达到密封性能⽬标,并检查⽩车⾝焊接、涂胶、涂装PVC涂胶及堵件装配是否满⾜产品要求。
技术要求⽩车⾝胶品:采⽤树脂或橡胶或聚合物为基材,在⽩车⾝上主要起到密封、防腐、粘接、减振及降噪等作⽤,外观主要为均匀膏状或固体形态。
1.胶品特性按照胶品主要性能和⽤途的差异进⾏分类,见表1。
2.胶品类型(1)点焊胶和结构胶涂胶PDM图定义:型号、尺⼨定义须完整。
其中尺⼨定义包括胶体的直径(或⾼、宽)、涂胶长度及公差,并标注每段胶的总长度。
不同部位的胶须有典型断⾯图,涂胶起⽌端必须要有放⼤图进⾏尺⼨标注。
1)避免涂胶不连续。
同⼀涂胶部位的胶体直径定义须统⼀(特别是⼿⼯涂胶情况下)。
2)在同⼀涂胶部位避免定义2种以上容易混淆的胶种的原则,以免⽤错胶。
3)车⾝结构设计:涂胶位置的钣⾦搭接边宽度建议不⼩于10mm,以避免装配溢胶问题。
4)搭接边设计避免过于复杂的曲⾯造型,保证⼿⼯涂胶不出现折折弯弯的S形轨迹;有条件的部位,钣⾦⾯设计涂胶线便于控制涂胶位置。
5)不得设计钣⾦缺⼝,影响涂胶的连续性或导致出现漏胶和流挂问题。
6)涂胶位置距离20mm范围内禁⽌定义烧CO2焊缝。
(2)2D胶块、拇指胶、密封胶条、隔振胶条涂胶PDM图定义:型号、尺⼨定义须完整。
其中尺⼨定义包括胶块在钣⾦上的粘贴位置及尺⼨公差。
胶块在钣⾦上粘贴位置,必须以钣⾦棱线为参照标识不同⽅向的距离和允许的偏差量。
车⾝结构设计:对胶块或胶条的位置设计参照标识。
在装配粘贴起、末位置,设置涂胶提⽰标识,如凸台、凸圈、拉延标记等。
须注意的是,所有标识不得破坏钣⾦密封结构。
其他要求:产品部门必须对胶品的膨胀特性进⾏确认和验证能否充满钣⾦空腔。

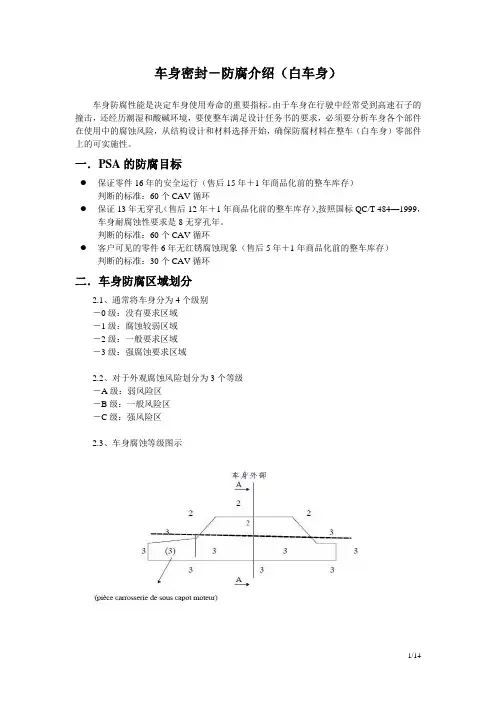
车身密封-防腐介绍(白车身)车身防腐性能是决定车身使用寿命的重要指标。
由于车身在行驶中经常受到高速石子的撞击,还经历潮湿和酸碱环境,要使整车满足设计任务书的要求,必须要分析车身各个部件在使用中的腐蚀风险,从结构设计和材料选择开始,确保防腐材料在整车(白车身)零部件上的可实施性。
一.PSA的防腐目标●保证零件16年的安全运行(售后15年+1年商品化前的整车库存)判断的标准:60个CAV循环●保证13年无穿孔(售后12年+1年商品化前的整车库存),按照国标QC/T 484—1999,车身耐腐蚀性要求是8无穿孔年。
判断的标准:60个CAV循环●客户可见的零件6年无红锈腐蚀现象(售后5年+1年商品化前的整车库存)判断的标准:30个CAV循环二.车身防腐区域划分2.1、通常将车身分为4个级别-0级:没有要求区域-1级:腐蚀较弱区域-2级:一般要求区域-3级:强腐蚀要求区域2.2、对于外观腐蚀风险划分为3个等级-A级:弱风险区-B级:一般风险区-C级:强风险区2.3、车身腐蚀等级图示部件说明要求等级涂层镀锌层电泳层抗石击Ⅰ-地板部件1-前地板总成:K2B-地板:-横梁:-外(前,前闭板)-侧围内部-通道/横梁加强板:侧围外部侧围内部-通道:333310/1010/100/010/100/010/101515/R8/R15/R8/R15OONONO/N2-后地板总成:K2C-地板:-横梁:-侧围内部-侧围外部-纵梁:-加强板:-外部-侧围内部3133310/100/010/1010/1010/100/01581515/R158NNNONNⅡ-风窗挡板:K3A-挡板: 3 10/10 10 NO:有抗石击要求N:无抗石击要求三.防腐密封定义3.1、通用涂层定义:防腐原理:以牺牲性材料保护钢板。
试验证明:10um/10um的双面镀锌钢板暴露在大气中,5年才出现红锈,而0.7的裸板暴露在大气中是3年穿孔。
根据镀锌工艺,镀锌分为热镀锌(G)和电镀锌(EZ),电镀锌成本高于热镀锌,通常G10/10的防腐效果等同于EZ7.5/7.5。
上海同济同捷科技有限公司企业标准TJI/YJY.03.29-2005白车身涂胶图技术规范2005-09-01发布2005-09-01实施上海同济同捷科技有限公司发布前言本标准用于轿车白车身涂胶图的制作,主要说明了白车身涂胶的胶的种类,主要功能,需要涂胶的位置,涂胶的要求,以及一台车的大致用量。
另外因轿车种类繁多,档次差异较大,各企业的技术设备条件、配套厂的能力以及生产状况各不相同,很难做到统一标准。
所以本标准以中档车为例,说明白车身涂胶图的基本要求。
本标准的附录A为规范性附录。
本标准由上海同济同捷科技有限公司提出。
本标准由上海同济同捷科技有限公司质量与项目管理中心负责归口管理。
本标准主要起草人:高翔、周伟白车身涂胶图技术规范1范围本标准以中档车为例,通过涂胶图来说明白车身涂胶的基本要求,其他高档和低档轿车应当根据设计要求和市场定价,适当增减涂胶的种类和位置。
2规范性引用文件引用汉高公司产品种类、用途以及技术要求3术语和定义3.1焊装用胶:焊装过程共用到四种胶,分别是折边胶、隔振胶、隔振胶片和点焊密封胶。
3.1.1 折边胶3.1.1.1.折边胶的型号:Terkoal 5027SH3.1.1.2折边胶胶的断面尺寸:直径约3mm的半圆弧,且半圆弧圆心离外板内表面边界约2.5mm。
3.1.2.隔振胶3.1.2.1.隔振胶的型号:Terostat 3215SH3.1.2.2.隔振胶的断面尺寸:直径约8mm的圆。
每段长度约60-80,段与段的间隔约40mm。
3.1.3.隔振胶片3.1.3.1隔振胶片的型号:HSTM 451SH,膨胀率范围为100%-300%,具体值根据实验确定。
3.1.3.2.隔振胶片的断面尺寸:80×60×17。
3.1.4.点焊密封胶3.1.4.1.点焊密封胶的型号:Thiemite 06-1236M。
3.1.4.2.点焊密封胶的断面尺寸:直径约5mm的圆。
圆心离边界7mm。

上海同济同捷科技有限公司企业标准TJI/YJY车身涂胶图标准2005-XX-XX发布2005-XX-XX实施上海同济同捷科技有限公司发布TJI/YJY前言本标准用于轿车白车身涂胶图的制作,主要说明了白车身涂胶的胶的种类,主要功能,需要涂胶的位置,涂胶的要求,以及一台车的大致用量。
另外因轿车种类繁多,档次差异较大,各企业的技术设备条件、配套厂的能力以及生产状况各不相同,很难做到统一标准。
所以本标准以中档车为例,说明白车身涂胶图的基本要求。
(编写标准的说明)本标准的附录A为规范性附录。
本标准由上海同济同捷科技有限公司提出。
本标准由上海同济同捷科技有限公司质量与项目管理中心负责归口管理。
本标准主要起草人:高翔、周伟TJI/YJY白车身涂胶图标准1范围本标准以中档车为例,通过涂胶图来说明白车身涂胶的基本要求,其他高档和低档轿车应当根据设计要求和市场定价,适当增减涂胶的种类和位置。
2规范性引用文件引用汉高公司产品种类、用途以及技术要求3术语和定义3.1焊装用胶:焊装过程共用到四种胶,分别是折边胶、隔振胶、隔振胶片和点焊密封胶。
3.1.1 折边胶3.1.1.1.折边胶的型号:Terkoal 5027SH3.1.1.2折边胶胶的断面尺寸:直径约3mm的半圆弧,且半圆弧圆心离外板内表面边界约2.5mm。
3.1.2.隔振胶3.1.2.1.隔振胶的型号:Terostat 3215SH3.1.2.2.隔振胶的断面尺寸:直径约8mm的圆。
每段长度约60-80,段与段的间隔约40mm。
3.1.3.隔振胶片3.1.3.1隔振胶片的型号:HSTM 451SH,膨胀率范围为100%-300%,具体值根据实验确定。
3.1.3.2.隔振胶片的断面尺寸:80×60×17。
3.1.4.点焊密封胶3.1.4.1.点焊密封胶的型号:Thiemite 06-1236M。
3.1.4.2.点焊密封胶的断面尺寸:直径约5mm的圆。
XXX车身涂胶报告
根据XXX车型使用的涂胶类型和功能的不同,可以大致分为以下几种:
一、焊装用胶
1、点焊密封胶
不光可以提高焊接质量,提高钣金件的密封性,还可以提高白车身的防风、防水、防锈、防腐蚀的功能。
多见于A柱外板与侧围、顶盖与侧围、轮罩外板与内板之间等部位。
2、隔震胶
3、隔震胶片
降低钣金件的震动,减少噪音。
本车分布于前后车门外板内部、后轮罩处侧围外板内部。
4、折边胶
车门外板、发动机盖外板、行李箱盖外板的包边密封。
二、涂装用胶
1、焊缝密封胶
它的作用在于提高整车的密封和防锈蚀能力。
白车身的焊缝就是用它来密封的。
2、阻尼胶
用来降低消音器和路面噪音,从而实现安静驾驶。
多用于乘员舱、行李舱以及地板底部。
分布见下图。
3、PVC抗石击涂料
三、总装用胶
1、拇指胶作用是美化外观,用于尾灯周围的钣金件焊缝以及后背门框钣金件焊缝的密封。
2、玻璃胶宽25mm左右,厚5mm左右的涂胶带,粘贴玻璃。
3、车门密封胶用来密封车门内板的空洞,起到防水、防风的作用。
车身密封-防腐介绍(白车身)车身防腐性能是决定车身使用寿命的重要指标。
由于车身在行驶中经常受到高速石子的撞击,还经历潮湿和酸碱环境,要使整车满足设计任务书的要求,必须要分析车身各个部件在使用中的腐蚀风险,从结构设计和材料选择开始,确保防腐材料在整车(白车身)零部件上的可实施性。
一.PSA的防腐目标●保证零件16年的安全运行(售后15年+1年商品化前的整车库存)判断的标准:60个CAV循环●保证13年无穿孔(售后12年+1年商品化前的整车库存),按照国标QC/T 484—1999,车身耐腐蚀性要求是8无穿孔年。
判断的标准:60个CAV循环●客户可见的零件6年无红锈腐蚀现象(售后5年+1年商品化前的整车库存)判断的标准:30个CAV循环二.车身防腐区域划分2.1、通常将车身分为4个级别-0级:没有要求区域-1级:腐蚀较弱区域-2级:一般要求区域-3级:强腐蚀要求区域2.2、对于外观腐蚀风险划分为3个等级-A级:弱风险区-B级:一般风险区-C级:强风险区2.3、车身腐蚀等级图示部件说明要求等级涂层镀锌层电泳层抗石击Ⅰ-地板部件1-前地板总成:K2B-地板:-横梁:-外(前,前闭板)-侧围内部-通道/横梁加强板:侧围外部侧围内部-通道:333310/1010/100/010/100/010/101515/R8/R15/R8/R15OONONO/N2-后地板总成:K2C-地板:-横梁:-侧围内部-侧围外部-纵梁:-加强板:-外部-侧围内部3133310/100/010/1010/1010/100/01581515/R158NNNONNⅡ-风窗挡板:K3A-挡板: 3 10/10 10 NO:有抗石击要求N:无抗石击要求三.防腐密封定义3.1、通用涂层定义:防腐原理:以牺牲性材料保护钢板。
试验证明:10um/10um的双面镀锌钢板暴露在大气中,5年才出现红锈,而0.7的裸板暴露在大气中是3年穿孔。
根据镀锌工艺,镀锌分为热镀锌(G)和电镀锌(EZ),电镀锌成本高于热镀锌,通常G10/10的防腐效果等同于EZ7.5/7.5。
5401010001-T22 侧围总成点焊密封胶5010100001-T22下车身总成点焊密封胶5401500001-T22 后侧围内板总成5701010001-T22 总成焊装(侧围外板总成-左)焊装指示书膨胀胶加油口盒、侧围工序型号:膨胀胶涂胶要求:长度、宽度沿整个胶槽,涂胶连续均匀。
高度:6mm 。
膨胀胶5401190001-T22 加油口盒总成5401111001-T22 侧围外板-左仅左侧,右侧无。
第12页焊装指示书焊接密封胶空气室外板 空气室外板加强板区域工序焊装(空气室总成焊接)点焊密封胶型号:长度:约1450X2mm涂胶要求:点焊密封胶涂敷沿搭接边,涂胶高度3mm ,与搭接边的边界保持6mm 的距离,涂胶连续均匀,不得错涂、漏涂,避免焊接时点焊密封胶从焊缝中溢出。
5301331001-T22空气室外板5301351001-T22空气室外板加强板第13页点焊密封胶空气室外板空气室外板加强板AA点焊密封胶焊装指示书焊接密封胶空气室内板 空气室外板加强板区域工序焊装(空气室总成焊接)点焊密封胶型号:点焊胶长度:约1550mm涂胶要求:涂胶高度3mm,点焊密封胶涂敷沿搭接边,与搭接边的边界保持6mm 的距离,涂胶连续均匀,不得错涂、漏涂,避免焊接时点焊密封胶从焊缝中溢出。
5301381001-T22空气室内板5301351001-T22空气室外板加强板第14页点焊密封胶空气室外板加强板AA空气室内板焊装指示书焊接密封胶前挡板 空气室内板区域工序焊装(前机舱总成焊接)点焊密封胶5301141001-T22前挡板5301381001-T22空气室内板型号:点焊胶长度:1450mm涂胶要求:涂胶高度3mm,点焊密封胶涂敷沿搭接边,与搭接边的边界保持6mm的距离,涂胶连续均匀,不得错涂、漏涂,避免焊接时点焊密封胶从焊缝中溢出。
第15页点焊密封胶空气室内板前挡板A A焊装指示书焊接密封胶前挡板 A柱下内板工序焊装(前机舱总成与A柱下内板总成焊接)点焊密封胶5301141001-T22前挡板型号:点焊胶长度:510mmX2涂胶要求:涂胶高度3mm,点焊密封胶涂敷沿搭接边,与搭接边的边界保持6mm的距离,涂胶连续均匀,不得错涂、漏涂,避免焊接时点焊密封胶从焊缝中溢出。