SMT自动上板机操作指导书
- 格式:doc
- 大小:45.50 KB
- 文档页数:2

SMT全自动印刷机作业指导书(ISO9001-2015)1.0目的为提供机器操作标准,促使操作人员能准确的规范的操作,进而提高工作效率,并能确保设备与操作者安全2.0范围SMT部IS-SE-IPM全自动印刷机3.0开机前检查:3.1确认气压值0.45Mpa±0.05Mpa.3.2检查设备是否完好接地;3.3检查机內有无异物。
3.3检查‘EMERGENCYSTOP’紧急开关是否弹起;3.4检查面板电源开关是否处于(OFF)状态;4.0开机:4.1以上检查项目OK后,将墙上电源开关拨到(ON)状态;4.2把机器上的总电源开关(MAINSWITCH)至ON;4.3待WINDOWSXP系统启动后机器应用程序至主画面;4.4点击初始化,待机器归零完毕。
5.0操作步骤5.1点击打开文件选择生产程序(确认是否与工艺程序名一致);5.2单击机器软件画面的‘自动运行’,确认PCB设置的宽度与实际的PCB宽度是否匹配,进出板方向是否正确,机器的印锡参数与清洗参数是否与工艺要求一致等;5.3依次点击设置机械/钢网设定中心为准钢网止动器下标记钢网,确认OKMARK 点的位置后按下‘CLAMP’键固定钢网;5.4按照刮刀方向安装刮刀,安装刮刀时要注意刮刀不能安装反并且安装到位.否则钢网和刮刀会损坏,区分前后刮刀,根据螺丝间距的不同装在不同位置上,不能相互交换。
5.6加入适量的锡膏点击主画面的自动运行,然后点击控制面板上的START开始印刷,在印第一块板前由跟线技术人员确认刮刀是否装好,钢网是否锁紧。
作业员在确认PCB型号和版本正确后,按工艺要求的方向将其放在机器进板轨道上,开始印刷。
5.7在印刷过程中,每隔半小时检查刮刀前的锡膏滚动直径是否小于15mm,每次添加的原则是:少量多次,同时铲回刮刀两边的锡膏,放置到刮刀滚动位置,以免两边的锡膏停置时间过长出现变质。
在添加锡膏时必须将机器退出自动印刷状态,锡膏加好后,必须保持机器安全门关闭,以免锡膏内助焊剂挥发过快,影响其印刷质量。
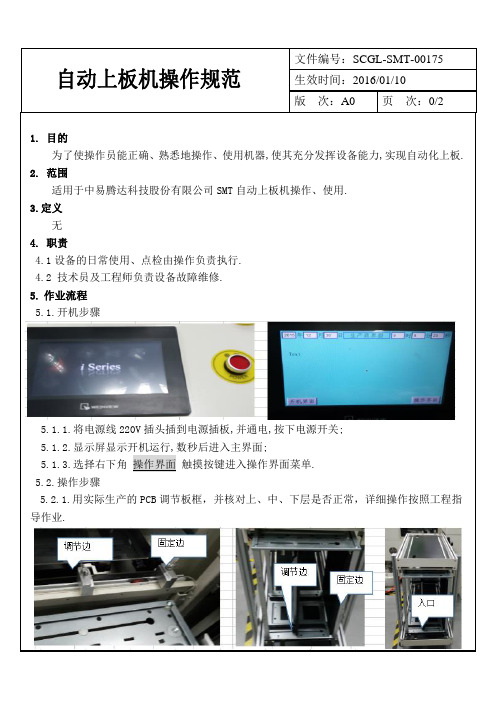
生效时间:2016/01/10版次:A0 页次:0/21. 目的为了使操作员能正确、熟悉地操作、使用机器,使其充分发挥设备能力,实现自动化上板.2. 范围适用于中易腾达科技股份有限公司SMT自动上板机操作、使用.3.定义无4. 职责4.1设备的日常使用、点检由操作负责执行.4.2 技术员及工程师负责设备故障维修.5.作业流程5.1.开机步骤5.1.1.将电源线220V插头插到电源插板,并通电,按下电源开关;5.1.2.显示屏显示开机运行,数秒后进入主界面;5.1.3.选择右下角操作界面触摸按键进入操作界面菜单.5.2.操作步骤5.2.1.用实际生产的PCB调节板框,并核对上、中、下层是否正常,详细操作按照工程指导作业.生效时间:2016/01/10版次:A0 页次:1/25.2.2.根据实际生产的PCB板调节导轨调节边,详细操作按照工程指导作业.5.2.3.将待生产的PCB装入上板框,并放置到自动上板机入口.5.2.4.在开机界面选择自动.5.3关机步骤5.3.1.按电源开关,关闭系统,关闭插座电源.5.4机器保养程序5.4.1.操作员、技术员按照自动上板机保养记录表点检及保养.5.4.2.操作员、技术员将点检及保养结果登入自动上板机保养记录表.5.5注意事项5.5.1.当板框、上板机导轨调节宽度不适当会导致夹板或推坏板.5.5.2.当出现夹板现象应该立即停止并及时纠正问题,如依然无法解决需要及时通知SMT技术人员处理.5.5.3.如遇紧急情况请按紧急停止按钮.6.相关文件无7.相关表格无8.相关附件无。

smt机器操作规程SMT(Surface Mount Technology)是一种表面贴装技术,用于电子组装中的元件贴装。
SMT机器是实现自动化贴装的重要设备。
为了保证贴装工作顺利进行,避免错误和事故的发生,以下是SMT机器操作的一般规程。
规程一:安全操作1. 操作人员应经过相关培训,并熟悉SMT机器的操作原理和流程。
2. 操作人员应佩戴适当的个人防护装备,如安全帽、防护眼镜、防静电手套等。
3. 在操作SMT机器之前,应确保机器的电源已关闭,并拔掉电源插头。
4. 在安装和更换SMT机器上的元件时,应先进行电源和气源的切断,避免发生触电和气体泄漏的危险。
规程二:设备操作1. 在操作SMT机器之前,应检查机器的各项功能是否正常,并确保机器的各部件已经调整到正确的位置。
2. 根据电路板的要求,正确安装SMT机器上的元件,并确保元件的方向正确。
3. 为了确保元件的粘附力,操作人员应根据元件的特性和要求,设置适当的温度和时间参数。
4. 操作人员在设备运行过程中要随时观察机器的运行情况,注意是否有异常的声音或震动等情况的发生。
5. 在设备运行过程中,操作人员不得擅自停止设备或关闭紧急停止按钮,必须事先与相关人员沟通并获得许可。
规程三:维护保养1. 定期对SMT机器进行清洁和维护,包括清理积尘、清洗元件传送带和风机等。
2. 使用专业的清洁剂和工具来清洗机器,切勿使用有腐蚀性或易燃性的物质。
3. 定期检查机器的各项部件是否存在磨损或故障,及时更换和修理。
4. 使用机器附件和耗材时,应选择合适的规格和型号,避免对机器造成损害。
5. 定期记录机器的使用情况和维护保养情况,为设备的长期稳定运行提供参考。
规程四:应急处理1. 在SMT机器发生故障或操作失误时,操作人员要及时停止设备的运行,并立即报告相关责任人。
2. 在处理故障时,操作人员不得随意拆卸和修理机器,必须经过专业人员的检查和维修。
3. 在发生火灾或其他紧急情况时,操作人员应立即按照相关应急预案进行处理,并采取适当的措施保护自己的安全。

SMT通用作业指导书1000字SMT通用作业指导书1. 操作前准备在进行SMT作业之前,需要进行以下准备工作:1.1 确认所需物料准确无误,数量足够,检查各种元器件是否存在压坏、弯曲、刮花等损坏现象。
1.2 确保仪器设备正常:SMT设备、电炉、SMT回流焊炉等。
1.3 工作场地要求清洁整洁,保证操作环境符合卫生要求。
1.4 工作人员应佩戴防静电服、手套、鞋套等防静电装备,防止静电危害。
1.5 了解所操作的设备的工作原理和操作流程,保证操作的准确性和安全性。
2. 元器件贴装2.1 将元器件导入自动化贴片机的元器件库中,参照元器件规格进行元器件类型设置,设置合适的放料动作、取料位置等。
2.2 进行各种检查,确保元器件是否正确放置,方向是否正确等。
同时注意对防静电元器件的处理,通过在放元器件前对空气中的静电进行处理等方式,2.3 进行贴片工作,先贴小型元件,再贴大型元件,最后底面贴贴片元件。
进行贴片工作时要密切关注贴片机的运行状态,及时发现异常情况;对抛料、错料等问题进行补救处理。
2.4 完成贴片操作之后,进行元器件视觉检查和尺寸检查,确保元器件按照指定的规格进行装配,规格数量是否正确。
2.5 将已经装好的PCB板进行底面的自动焊接工作。
3.自动焊接3.1 严格操作规程,清洁焊接部件,统一维修检查标准等。
3.2 进行自动焊接工作之前,需要将各种焊接参数设置为相应的要求、校正依据规定调整各个传感器的灵敏度等。
同时要保证使用的焊料符合标准,不会对焊接操作产生影响。
3.3 在进行自动焊接工作时,注意各种禁运操作,例如对于违禁的焊接工艺或设备应该禁止或及时给出整改的措施。
3.4 在自动焊接工作的同时,应该密切关注自动焊接机的运行状态,及时发现电子元器件出现异常的情况,做好相关的处理并及时修补。
4. 组件的质量控制4.1 对已完成的组件要进行检测,检测其尺寸、电子电路基本特性是否满足要求,以及可靠性是否存在问题等。

SMT 机操作员作业指导书1.目的:为规范、统一SMT 机器操作员作业方法,特制定本作业指导书。
2.范围:本作业指导书适用于SMT 生产线操作员的机器操作、物料更换、FEEDER 使用与管理、生产机种切换、机器每日点检、等作业。
3.具体内容:3.1开/关机作业程序3.1.1开机作业程序 3.1.2关机作业程序 3.2物料更换 3.2.1当机器黄色信号灯(主信号灯,位于机顶)亮起时,操作员应根据机器显示屏上提示的站位号,取站位表上相同站位号对应的物料装上FEEDER 待用,用白色标签纸将站位号标贴在FEEDRT 尾架顶端。
3.2.2当机器黄色信号灯闪烁时,取下需换料FEEDER ,将已装好料的FEEDER 装到相应站位上,在“换料记录表”上做好记录。
开主电源关按POWER ON 按钮 复位EMG 按钮 按START 回零完毕后,按AUTO 功能键按START 按钮 按CYCLE STOP 按接下EMG 按钮 按POWER OFF 按钮 关主电源关3.2.3召请IPQC对已装上FEEDER的物料按照站位表进行确认,并在“换料记录表”上做确认签名。
3.2.4按RESET按钮,清除机器报警后,按START按钮继续生产。
3.2.5从黄灯闪到机器开始生产时的额定时间间隔为30秒。
3.3 FEEDER的使用管理3.3.1 FEEDER在生产线上贮放时,必须放在指定的专用贮存位置,禁止随意放置。
3.3.2取用FEEDER时,一定要轻拿轻放、小心操作,避免损伤FEEDER.3.3.3安装FEEDER到机台上时,必须确认其安装高度、前后位置、FEEDER 锁紧扣、料带压盖扣四项状态正常,安装前尤其要注意安装底面上无异物。
3.3.4生产中发现不良FEEDER时,用良品FEEDER更换,但必须在不良FEEDER尾架侧面用标签纸注明不良内容(抛料、配件坏等),将不良FEEDER存放到专用区域。
3.4生产机种切换(转拉)3.4.1接到转拉通知单后,操作员应根据站位表提前领用物料,并在领回物料料盘盖上用油性笔标明所属站位号。
設備名稱上板機功能上料文件編號設備型號QD-100 厂商版本A0一﹑構造﹕上板機由機身部分和升降部分組成。
二﹑機身部分與升降部分的部件介紹﹕1.物料框﹕用于存放產品。
2.進料軌道﹕用于輸送入物料框。
3.出料軌道﹕用于輸送出物料框。
4.電源開關﹕用于控制上板機電源。
5.緊急停止開關﹕用于緊急事件時﹐停止運作。
6.指示燈﹕用于指示工作狀態(紅為報警﹑黃為待工作﹑綠為正常工作。
)7.手觸或顯示屏﹕用于調試和操作。
三﹑顯示畫面介紹及操作方法核准審核制作日期圖一圖二圖三45 3 2 176設備名稱上板機功能上料文件編號設備型號QD-100 厂商版本1.打开电源开关﹐进入“主畫面”如上图一﹐然后点击屏幕的任一处进入“登录画面”如图二.2.登录画面﹕点击“0”键(数字键)进入图三﹐进行密码输入(密码为“1068”),密码输入完成后﹐点击“ENT”键返回图二﹑再按下“确定键”进入“提示画面”﹐按取消键则不进入。
3.提示画面﹕如上图四﹐点击“进入”﹐进入主菜画面如图五﹐在點擊進入時請認真讀提示。
4.主菜单画面﹕a.手动操作畫﹐點擊“手動操作”進入圖六﹕进料﹕把物料框放入原料轨道点击“进料传动”当胶料架进入平台时点击“夹框”点击上升到物料框的第一格点击“推板”然后上升到上限手动上料完成点击“平台反转”物料框出一半时点击“出框反转”物料框出来点击“自动退架”到位后自动上下料完成点击“返回”键﹐返回到主菜单画面。
b.自動操作﹕第一步﹕數據輸入﹕計划生產﹕可隨意設定﹐一般為30PCS。
料框格數設定﹕此值為固定值為30格。
分段格數﹕此值可變﹐可根據物料板厚度來設定。
實際生產﹕用于顯示實際生產量。
核准審核制作日期圖七圖九圖八圖四圖五圖六設備操作說明。
自动上板机作业指导书一、操作前准备1. 确保自动上板机正常运行,所有安全设备完好。
2. 配备必要的个人防护设备,如安全帽、耳塞、防护眼镜和手套等。
3. 检查自动上板机的原材料是否足够,并确保它们存放在合适的位置。
二、操作流程1. 打开自动上板机的电源开关,确保指示灯亮起。
确认机器已经处于工作状态。
2. 将原材料放置在供料架上,并确保它们排列整齐,以便于机器的正常供料。
3. 调整自动上板机的工作参数,包括板材尺寸、厚度和产量等。
确保这些参数与实际生产需求匹配。
4. 启动机器,观察上板过程是否正常。
如果发现异常情况,立即停机检查并解决问题。
5. 在操作过程中,及时清理机器周围的杂物和积尘,以保持机器的正常运行。
6. 确保操作人员远离自动上板机的作业区域,以避免意外伤害。
7. 当工作完成或需要停机维护时,先关闭自动上板机的电源开关,然后进行必要的清洁和保养工作。
三、安全注意事项1. 坚决禁止未经授权人员操作自动上板机。
2. 在操作过程中,切勿将手或其他物体伸入机器内部,以免造成伤害。
3. 严禁在机器工作时长时间站立在其附近,以防发生意外。
4. 在清洁和维护机器时,务必断开电源,并等待机器完全停止工作后才能进行。
5. 如果发现自动上板机存在异常或问题,请立即停机,并及时报告技术人员或负责人进行检修。
6. 操作人员应熟悉自动上板机的工作原理和操作方法,并定期进行培训和考核,以提高操作技能和安全意识。
四、故障排除1. 如果自动上板机无法正常启动,请检查电源插头是否插牢,并确保电源供电正常。
2. 如果供料架无法正常工作,请检查供料架上的材料是否摆放正确,排列整齐。
3. 如果机器在工作过程中停止或发出异常声响,请立即停机检查,并检查传动部件是否正常运行。
4. 如果机器出现供货不足或过量供货的情况,请检查供料架的设置和调整是否准确。
五、保养维护1. 定期对自动上板机进行清洁工作,包括清理灰尘和杂物,保证机器处于干净的工作环境。
作 成 日承 认检 印检 印确 认作 成 1.目的: 确保自动上板机运行正常,保证生产正常。
2.范围
深圳矗鑫SL-3BM全自动上板机
3.职责
使用者负责自动上板机的日常使用,维护保养以及异常反馈
1.准备
打开电源开关至ON。
(如图1)
调节PCB板框宽度与PCB板的宽度一致(图2)
调节导轨宽度直至与待生产的PCB板宽度一致。
(图3)
手动调整推杆在待产的OCB的中间(图4)
2. 生产
手动调整推杆确认机器是否能顺畅送板(第一片出板点的位置)
点击主画面的自动键(切换成自动模式)(图5)
在手动模式下点击复位键.(升降台自动下降到第一片出板位置)(图6)
点击自动启动键开始生产。
(图7)
3.安全
开机时确认机器电源,电压。
机器运转时,遇到紧急状态下按下紧急按钮(图8)
机器运转时,严禁工作人员依靠在机器上。
升降板框时,切勿将手放于板框四周。
注 意 事 项
※为了保护设备及安全作业
确认机械是否需要在停止状态下进行操作。
※设备内部及设备上面不可堆积物品。
※必须佩戴静电圈及手套。
※发现异常时,马上与上司联系,
并参照《设备异常处理流程图》实行。
非设备管理人员请勿调整机器!
NO.适 用 全 机 种作 业 指 图 书2013年4月22日
不良履历日期对策内容改订履历日期机 种 名工程名工 程 NO上海XX 实业有限公司全自动上板机
SL-3BM ESD 环境品质确认
1 所使用材料为受入确认后的合格材料要求佩戴手套。
SMT自动上板机操作指导书
(ISO9001-2015)
一、开机前准备:
1.1接通电源.气源。
打开电源开关。
1.2调节导轨宽度,直至与待产PCB 板宽度一致。
二、送板步距数及出板点位置设定(需在手动状态下并且升降台处于下限位置):
2.1步距设定:按键选择Pitch 1 2 3 4
2.2 出板调整:
2.2.1 手动调整推杆在待产PCB的中间。
2.2.2 确认机器能顺畅送板(第一片出板点位置)
2.2.3 按自动键(切换成自动)
2.2.4 按复归键(升降台自动下降至下限点后回升到第一片出板点位置),
三、上料
3.1将防静电料架调至与待产PCB 板的宽度一致,装入PCB板并放入上板机上的承载台.3.2按上板机操作面板内的自动键即可
四、安全操作要求:
4.1开机时请注意工作电压、气压是否正确。
4.2自动运转时,除非紧急状态下按下紧急按钮,其余按键建议都不要使用。
4.3禁止工作人员靠或依在机器上。
4.4升降小车时,切勿将手放于料框四周
4.5注意调整上料架的放板间距,宽了容易导致掉板,紧了容易导致卡板。
4.6注意调整输送带宽度,宽了容易导致掉板,紧了容易导致卡板。