WI-EN-046 SMT全自动上板机作业指导书
- 格式:xls
- 大小:18.00 KB
- 文档页数:1

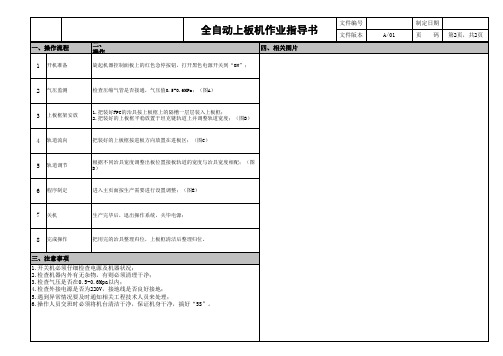
SMT全自动印刷机作业指导书(ISO9001-2015)1.0目的为提供机器操作标准,促使操作人员能准确的规范的操作,进而提高工作效率,并能确保设备与操作者安全2.0范围SMT部IS-SE-IPM全自动印刷机3.0开机前检查:3.1确认气压值0.45Mpa±0.05Mpa.3.2检查设备是否完好接地;3.3检查机內有无异物。
3.3检查‘EMERGENCYSTOP’紧急开关是否弹起;3.4检查面板电源开关是否处于(OFF)状态;4.0开机:4.1以上检查项目OK后,将墙上电源开关拨到(ON)状态;4.2把机器上的总电源开关(MAINSWITCH)至ON;4.3待WINDOWSXP系统启动后机器应用程序至主画面;4.4点击初始化,待机器归零完毕。
5.0操作步骤5.1点击打开文件选择生产程序(确认是否与工艺程序名一致);5.2单击机器软件画面的‘自动运行’,确认PCB设置的宽度与实际的PCB宽度是否匹配,进出板方向是否正确,机器的印锡参数与清洗参数是否与工艺要求一致等;5.3依次点击设置机械/钢网设定中心为准钢网止动器下标记钢网,确认OKMARK 点的位置后按下‘CLAMP’键固定钢网;5.4按照刮刀方向安装刮刀,安装刮刀时要注意刮刀不能安装反并且安装到位.否则钢网和刮刀会损坏,区分前后刮刀,根据螺丝间距的不同装在不同位置上,不能相互交换。
5.6加入适量的锡膏点击主画面的自动运行,然后点击控制面板上的START开始印刷,在印第一块板前由跟线技术人员确认刮刀是否装好,钢网是否锁紧。
作业员在确认PCB型号和版本正确后,按工艺要求的方向将其放在机器进板轨道上,开始印刷。
5.7在印刷过程中,每隔半小时检查刮刀前的锡膏滚动直径是否小于15mm,每次添加的原则是:少量多次,同时铲回刮刀两边的锡膏,放置到刮刀滚动位置,以免两边的锡膏停置时间过长出现变质。
在添加锡膏时必须将机器退出自动印刷状态,锡膏加好后,必须保持机器安全门关闭,以免锡膏内助焊剂挥发过快,影响其印刷质量。
1. 目的为了保证使用送板机人员正确的操作送板机。
2. 适用范围适用于本公司所有使用送板机的操作者。
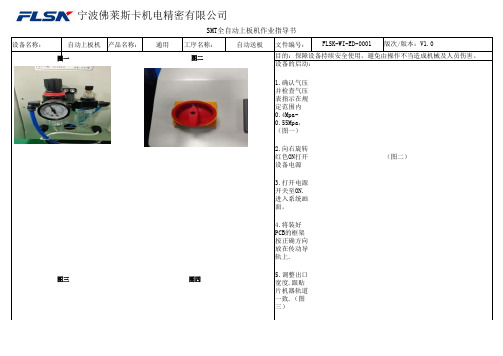
3. 内容3.1 作业要求3.1.1作业前的检查3.1.1.1 确认气压为0.5 ±0.05Mpa范围内。
3.1.1.2 调整马克力宽度与该生产机种PCB宽度适当。
3.1.1.3 将PCB按程序要求的进板方向以及送板间隔放入马克力内,如图 13.1.1.4 检查所上PCB料号是否与BOM中的料号——对应,发现不同时立即停机,找组长以上人员给予确认,并将PCB区分开来。
3.1.2开、关机过程3.121接通电源插座,确认电源线的良好。
3.1.2.2按下设备控制面的左边的红色 POWE 按扭,按钮内灯亮说明设备已启动。
文件类别三阶文件自动送板机操作作业指导书文件编号: 版本:A 修正次数:0 页次:3/4 生效日期:复位 RESET 键 3.1.2.3 按下MANUALS ,灯亮时送板机为手动控制,灯灭时为自动送板方式3.124 生产完成,将上升、下降架降到最底部。
3.125关机时直接按下POWE 键,按键内灯灭、信号塔灯灭,关机完成。
3.1.3送板PITCH (间距)设定3.1.3.1 按下设备控制面的右边的PITCH 按扭,旁边的灯点亮到哪个即为哪个间距。
3.1.3.2 根据产品要求,设定送板机 PITCH PCB-般设定为1PITCH3.1.3.3 在放入PCBA 半成品面时,根据已贴装面元件的高度要求设定适合的间距。
3.1.3.4送板框层与层的间距为送板机的1PITCH 设定送板机PITCH 根据PCB/PCBA 放入 送板框的层隔间距要求设定。
没有空格为1PITCH,有一层空格为2PITCH,以此类推。
4注意事项4.1机器在生产动作过程,不要靠近机器运转部位4.2不要将与生产无关的用品/工具放在机器上。
1 I—4 PilCBi间距选择 PITCH 键手动控制 MANUAL 键电源 POWER 键。

SMT全自动印刷机作业指导书SMT全自动印刷机作业指导书(ISO9001-2015)1.0目的为提供机器操作标准,促使操作人员能准确的规范的操作,进而提高工作效率,并能确保设备与操作者安全2.0范围SMT部IS-SE-IPM全自动印刷机3.0开机前检查:3.1确认气压值0.45Mpa±0.05Mpa.3.2检查设备是否完好接地;3.3检查机內有无异物。
3.3检查‘EMERGENCYSTOP’紧急开关是否弹起;3.4检查面板电源开关是否处于(OFF)状态;4.0开机:4.1以上检查项目OK后,将墙上电源开关拨到(ON)状态;4.2把机器上的总电源开关(MAINSWITCH)至ON;4.3待WINDOWSXP系统启动后机器应用程序至主画面;4.4点击初始化,待机器归零完毕。
5.0操作步骤5.1点击打开文件选择生产程序(确认是否与工艺程序名一致);5.2单击机器软件画面的‘自动运行’,确认PCB设置的宽度与实际的PCB宽度是否匹配,进出板方向是否正确,机器的印锡参数与清洗参数是否与工艺要求一致等;5.3依次点击设置机械/钢网设定中心为准钢网止动器下标记钢网,确认OKMARK 点的位置后按下‘CLAMP’键固定钢网;5.4按照刮刀方向安装刮刀,安装刮刀时要注意刮刀不能安装反并且安装到位.否则钢网和刮刀会损坏,区分前后刮刀,根据螺丝间距的不同装在不同位置上,不能相互交换。
5.6加入适量的锡膏点击主画面的自动运行,然后点击控制面板上的START开始印刷,在印第一块板前由跟线技术人员确认刮刀是否装好,钢网是否锁紧。
作业员在确认PCB型号和版本正确后,按工艺要求的方向将其放在机器进板轨道上,开始印刷。
5.7在印刷过程中,每隔半小时检查刮刀前的锡膏滚动直径是否小于15mm,每次添加的原则是:少量多次,同时铲回刮刀两边的锡膏,放置到刮刀滚动位置,以免两边的锡膏停置时间过长出现变质。
在添加锡膏时必须将机器退出自动印刷状态,锡膏加好后,必须保持机器安全门关闭,以免锡膏内助焊剂挥发过快,影响其印刷质量。
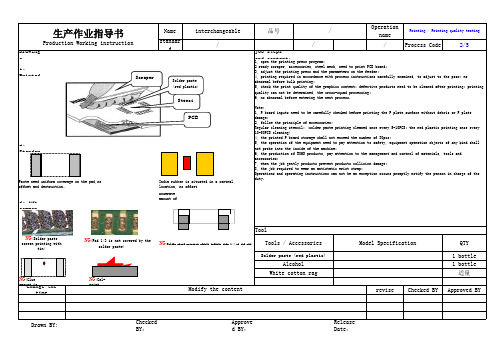
Name 品号Operation namestandard//Process Code 2/5Drawings Description:Job steps and content:1、Printed inner workings of Fig :2、Standard printing icon:Moderate amount of plastic molding.3、The common printing adverse iconToolQTY 1 bottle 1 bottle 适量NG (Glue amount is too small)NG (Gel-point drawing)reviseChecked BYApproved BYChecked BY:Approved BY:Release Date:Printing / Printing quality testingWhite cotton ragSolder paste (red plastic)Alcohol/1, open the printing press program;2 ready scraper, accessories, steel mesh, need to print PCB board;3, adjust the printing press and the parameters on the feeder;4, printing required in accordance with process instructions carefully examined, to adjust to the poor; no abnormal before bulk printing;5, check the print quality of the graphics content; defective products need to be cleaned after printing; printing quality can not be determined, the cross-squad processing;6, no abnormal before entering the next process.Note:1, P board inputs need to be carefully checked before printing the P plate surface without debris or P plate damage;2, follow the principle of accessories;Regular cleaning stencil; (solder paste printing cleaned once every 5-10PCS; the red plastic printing once every 10-50PCS cleaning)4, the printed P board storage shall not exceed the number of 30pcs;5, the operation of the equipment need to pay attention to safety, equipment operation objects of any kind shall not probe into the inside of the machine;6, the production of ROHS products, pay attention to the management and control of materials, tools and accessories;7, when the job gently products prevent products collision damage;8, the job required to wear an antistatic wrist strap;Operations and operating instructions can not be an exception occurs promptly notify the person in charge of the duty.Tools / AccessoriesModel Specification Change the timeModify the contentDrawn BY:生产作业指导书Production Working instructioninterchangeable/India rubber is situated in a central location, no offsetPaste need uniform coverage on the pad,no offset and destruction。
本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==smt作业指导书篇一:SMT作业指导书实例SMT技术手册目錄 .................................................. 1 1. 目的 .................................................. 2 2. 範圍 .................................................. 2 3. SMT簡介 ............................................... 2 4. 常見問題原因與對策 .................................... 15 5. SMT外觀檢驗 ........................................... 21 6. 注意事項: ............................................. 23 7. 測驗題: (24)篇二:SMT作业指导书苏州耀新机电有限公司作业指导书作业指导书篇三:SMT工厂中作业指导书的改善SMT工厂中作业指导书的改善在SMT工厂的管理中,对于如何保证生产产品的质量并且维持生产线高效、有序的生产是非常重要的。
要做到这一点,除了性能优异的设备、辅助工具等相关硬件设施之外,还与工厂操作人员的操作技能,规范作业有很大的关系。
因此,这就需要工厂能够在相应工位上制定出符合工位要求的作业指导书,并且要求每个操作人员严格按照作业指导书上规定的内容进行作业,这对于新建的SMT工厂来讲是最重要的。
这是因为一份合理的作业指导书不但能够规范作业内容,而且减少或者避免人的因素对品质的影响,达到稳定产品品质的目的,可以说是工厂品质改善的基础。