上板机作业指导书
- 格式:doc
- 大小:348.10 KB
- 文档页数:3
SMT自动上板机操作指导书
(ISO9001-2015)
一、开机前准备:
1.1接通电源.气源。
打开电源开关。
1.2调节导轨宽度,直至与待产PCB 板宽度一致。
二、送板步距数及出板点位置设定(需在手动状态下并且升降台处于下限位置):
2.1步距设定:按键选择Pitch 1 2 3 4
2.2 出板调整:
2.2.1 手动调整推杆在待产PCB的中间。
2.2.2 确认机器能顺畅送板(第一片出板点位置)
2.2.3 按自动键(切换成自动)
2.2.4 按复归键(升降台自动下降至下限点后回升到第一片出板点位置),
三、上料
3.1将防静电料架调至与待产PCB 板的宽度一致,装入PCB板并放入上板机上的承载台.3.2按上板机操作面板内的自动键即可
四、安全操作要求:
4.1开机时请注意工作电压、气压是否正确。
4.2自动运转时,除非紧急状态下按下紧急按钮,其余按键建议都不要使用。
4.3禁止工作人员靠或依在机器上。
4.4升降小车时,切勿将手放于料框四周
4.5注意调整上料架的放板间距,宽了容易导致掉板,紧了容易导致卡板。
4.6注意调整输送带宽度,宽了容易导致掉板,紧了容易导致卡板。
自动上板机作业指导书
1.目的:确保自动上板机运行正常,保证生产的持续稳定。
2.范围:上海秦脉LD-300自动上板机。
3.职责:使用者负责自动上板机的日常使用、维护保养以及异常反馈。
4. 操作流程:
4.1准备:
4.1.1接通电源.气源。
打开电源开关。
4.1.2调节导轨宽度,直至与待产PCB 板宽度一致。
4.2 送板步距数及出板点位置设定(需在手动状态下并且升降台处于下限位置):
4.2.1步距设定:按键选择Pitch 1 2 3 4
4.2.2 出板调整:
4.2.2.1 手动调整推杆在待产PCB的中间。
4.2.2.2 确认机器能顺畅送板(第一片出板点位置)
4.2.2.6 按自动键(切换成自动)
4.2.2.7 按复归键(升降台自动下降至下限点后回升到第一片出板点位置)
4.2.2.8 自动状态
4.3 上料
4.3将防静电料架调至与待产PCB 板的宽度一致,装入PCB板并放入上板机上
的承载台
4.4按上板机操作面板内的自动键即可
5.安全操作要求:
5.1开机时请注意工作电压、气压是否正确。
5.2自动运转时,除非紧急状态下按下紧急按钮,其余按键建议都不要使用。
5.3禁止工作人员靠或依在机器上。
5.4升降小车时,切勿将手放于料框四周
5.5注意调整上料架的放板间距,宽了容易导致掉板,紧了容易导致卡板。
5.6注意调整输送带宽度,宽了容易导致掉板,紧了容易导致卡板。
编制:标准化:审批:日期:日期:日期:。

中空工序作业指导书版本/版次:Ver2.0文件编号:WPMB**生效日期:2016年1月15日区分编写审核批准文件控制章签名注:若该控制章为蓝色,则本文件为受控文件;若不是蓝色,则本文件不是受控文件。
文件编号WPMB**版次Ver2.0制定部门中空上片作业指导书发行日期2016年1月6日生产部修订记录修订日期修订内容摘要版本/版次修改人批准人2015-12-21 可视化初版做成Ver2.0司加伟卢小刚生产部发行日期:2016年1月6日生产前准备工具数量单位1.检查机械手、除膜机和清洗机设备状况、保养情况;2.调试检查并确认机械手、除膜机性能;3.了解当前要生产的订单基本信息;4. 开始作业前佩戴口罩进入作业;叉车 1 台安全带 1 根皮手套 2 双钢卷尺 1 个辅助物品物料名称编号数量单位6#活动扳手 1 1 个强光手电筒 2 1 个安全帽 3 1 个口罩 4 1 个除膜轮 5 1 个操作步骤安全/质量控制要点1、核对流程卡2、根据流程卡核对玻璃数量1.核对流程卡时要注意产品结构、胶深、各边留边量等信息。
2.玻璃数量一定要核对,避免欠片生产生产部发行日期:2016年1月6日3、根据流程卡核对玻璃宽、高和对角线尺寸4、用叉车和安全带转运玻璃到机械手上片位置5、机械手设置参数,膜玻白玻自动上片6、按照流程卡信息输入除膜机参数3.对角线长L≤2500mm时,对角线偏差允许2mm;L>2500mm时,对角线偏差允许3mm 4.安全带打包时务必将锁扣完全扣住,超过1.4m高度玻璃必须佩带安全帽5.一般情况除膜宽度为胶深+5mm,特殊要求订单按客户要求。
除膜宽度偏差为+2/-1mm。
生产部发行日期:2016年1月6日7、检查除膜宽度和除膜质量8、检查合格后放行玻璃6.不允许有明显除膜波浪,除膜不净,除伤等缺陷,除膜单边平直度偏差≤1mm,600mm处观察无除膜不净。
7. 中空2#线先放行膜玻后放行白玻,其余各线均为白玻在前,膜玻在后。

SLD-880A上板机操作说明1 控制面板功能按键说明AUTO:自动状态。
调整完装板间距和入板点,并在板箱准备好以后,打到AUTO 状态,等待进板。
在该状态下,其它按钮不起作用。
MANUAL:手动状态。
在该状态下,可以操作其它按钮,进行设定装板间距、第一入板点、最后入板点、按PUSHER键确认推板位置、将板箱送出或送入等操作。
SELECT:选定装板间距。
可分别设为1、2、3、4。
PITCH:为装板间距的指示灯。
SETUP:设定键。
与RESET键配合使用,设定第一入板点和最后入板点。
RESET:复位键。
可将上板箱进行复位和与SETUP键配合使用设定第一入板点和最后入板点。
UP:上升键。
在MANUAL状态下,按此键将板箱升降装置上升。
DOWN:下降键。
在MANUAL状态下,按此键将板箱升降装置下降。
IN:在MANUAL状态下,按此键将进箱轨道上的板箱推入板箱升降装置。
OUT:在MANUAL状态下,按此键将板箱升降装置中的板箱送出到出箱轨道。
PUSHER:推板键。
在MANUAL状态下,按此键可控制推杆前进推板。
2 上板机操作步骤2.1 打开电源开关。
2.2 上板机一般工作过程:AUTO状态→板箱自动从进箱轨道送入板箱升降装置→板箱升降装置将板箱升到第一入板点位置→等待丝印机的要板信号→丝印机开始工作→向上板机发出要板信号→推板气缸将第一块板推入丝印机→推杆复位→板箱升降装置上升一格→等待下一要板信号→当板箱内PCB全部生产完后→出箱轨道将板箱输送到轨道前端→完成一个工作循环。
2.3 设定步距:将板箱调到下极限位置→按操作面板SELECT键→选择相应的PITCH(要求元件高度大于10MM时,PITCH=2)→设回AUTO状态→结束。
2.4 送板位置的设定:按MANUAL键,切换成手动状态→按下降键→板箱下降到下极限位置→同时按住SETUP+RESET键→设定灯慢慢闪烁→按上升键→板箱升到第一入板点位置→按一下SETUP键→设定灯快速闪烁→按上升键→板箱升到最后入板点位置→按一下SETUP键→设定灯灭→按AUTO键,切换成自动状态→再按一下RESET键→板箱装置复位,先下降到下极限位置,然后再上升到第一入板点位置→结束。
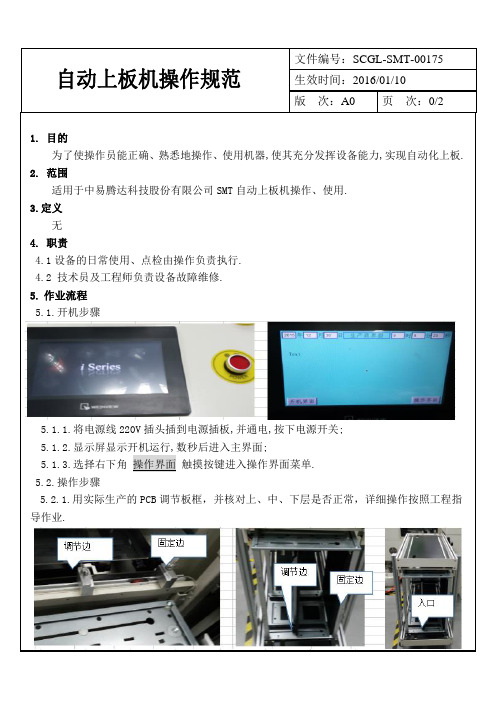
生效时间:2016/01/10版次:A0 页次:0/21. 目的为了使操作员能正确、熟悉地操作、使用机器,使其充分发挥设备能力,实现自动化上板.2. 范围适用于中易腾达科技股份有限公司SMT自动上板机操作、使用.3.定义无4. 职责4.1设备的日常使用、点检由操作负责执行.4.2 技术员及工程师负责设备故障维修.5.作业流程5.1.开机步骤5.1.1.将电源线220V插头插到电源插板,并通电,按下电源开关;5.1.2.显示屏显示开机运行,数秒后进入主界面;5.1.3.选择右下角操作界面触摸按键进入操作界面菜单.5.2.操作步骤5.2.1.用实际生产的PCB调节板框,并核对上、中、下层是否正常,详细操作按照工程指导作业.生效时间:2016/01/10版次:A0 页次:1/25.2.2.根据实际生产的PCB板调节导轨调节边,详细操作按照工程指导作业.5.2.3.将待生产的PCB装入上板框,并放置到自动上板机入口.5.2.4.在开机界面选择自动.5.3关机步骤5.3.1.按电源开关,关闭系统,关闭插座电源.5.4机器保养程序5.4.1.操作员、技术员按照自动上板机保养记录表点检及保养.5.4.2.操作员、技术员将点检及保养结果登入自动上板机保养记录表.5.5注意事项5.5.1.当板框、上板机导轨调节宽度不适当会导致夹板或推坏板.5.5.2.当出现夹板现象应该立即停止并及时纠正问题,如依然无法解决需要及时通知SMT技术人员处理.5.5.3.如遇紧急情况请按紧急停止按钮.6.相关文件无7.相关表格无8.相关附件无。
上板机怎么操作?
上板机是PCB制作流程中很重要的一步操作,下面将介绍具体的操作步骤。
准备
在进行上板机操作之前,需要准备好以下材料:
•PCB板
•印刷图
•特种油墨和清漆
•上板机设备
同时也需要查询上板机使用说明,了解设备的操作方法。
操作步骤
1.将PCB板插入上板机中,调整好夹具的位置和大小,确保PCB板放置平稳。
2.准备好印刷图,将印刷图放置在PCB板上部,并把印刷图上的图案对准PCB板。
3.调整设备参数,包括温度、速度、薄膜张力等,具体参数根据上板机使用说明进行设置。
4.在调整好设备参数之后,开启上板机设备,让设备进行加热预热,预热时间需要根据设备和材料的差异进行调整。
5.开始上板操作,选择好特种油墨和清漆,并在上板机上按照设备操作说明进行操作。
6.上完特种油墨和清漆之后,将上板机中的PCB板取出,进行干燥处理,干燥时间也需要根据设备和材料特性进行调整。
注意事项
在使用上板机进行上板操作时,需要注意以下几点:
1.在进行上板操作前,需要保证PCB板表面干净,避免在操作过程中油墨和清漆无法附着在PCB板上。
2.在调整设备参数时,一定要仔细阅读上板机使用说明,以免设置参数错误导致操作失败。
3.在上板机设备加热预热时,需要注意安全,避免烫伤等问题。
4.在使用特种油墨和清漆时,要注意有毒害,需要戴好防护设备。
5.在操作结束后,需要将上板机设备进行清洁和保养,避免设备老化和
损坏。
总结
通过上述步骤和注意事项的介绍,相信大家已经对上板机的操作有了更加详细的了解,希望能够帮助大家更好地进行PCB制作工作。
设备名上板机版号执行日期页码上板机作业指称1ZL——30 设备型12010.12.7
号导书使用工具:
图示 1. 手套.
2.静电框架
1
2 注意事项:1:装板时,要戴好干净的手操作步骤:套,避免污染P找到电源的开关、打开总电源:打开上板机的电源箱 1 CB板。
2:上板机运行时避免手去碰可动部。
以免手,蓝色的电源开关向上表示电源已开。
被夹伤。
、启动机器按钮2 按钮顺时针旋转为开,
所示)进入主界面(如图2装板时要按对PCB板按要求的方向放入框架,并送入上板机。
3、检查是否同一层上到下的顺序,每块板的位置要求更靠近人的一侧,装两块板。
所示)选择手动操作(如调框时、机、根据主界面的选项(如图42)或自动操作(对机台较熟悉时、生产的器出故障时使用手动操作。
时候使用自动操作)。
批准审核确认王文华编辑者
设备名上板机版号执行日期页码上板机作业指称 2
2010.12.7
ZL——30
设备型1号导书使用工具:
图示 1. 手套
2.静电框架
4 3 操作步骤:找到电源的开光关1、打开总电源:打开上板机的电源箱进行所需的操作。
2、选择手动操作进入另一界面(如图3所示)注意事项:
1:装板时,要3、对框架进行夹框的操作使框架固定子在上板机上。
戴好干净的手套,避免污染P
CB板。
4、对PCB板进行阻挡使PCB板停留在上板机的轨道2:上板机运行上,以免使过多的板进入下一道工序。
时避免手去碰
可动部。
以免手PCB板进入框架内。
5、对于炉后进行收板的操作使被夹伤。
板进PCB6、对接驳传动是使上板机的轨道转到,让入下一道工序。
7、使用,可以让上板机的平台上下运动。
,可以使框架自动进退。
8、使用
,让框架进出平台。
9、使用
10、使用,可以使框架在上板机的底层或上层进行进出。
11、选择进入直动操作就会显示界(如图4所示),根据提示进行所需的操作。
批准审核确认编辑者王文华。