压边力
- 格式:doc
- 大小:120.50 KB
- 文档页数:6
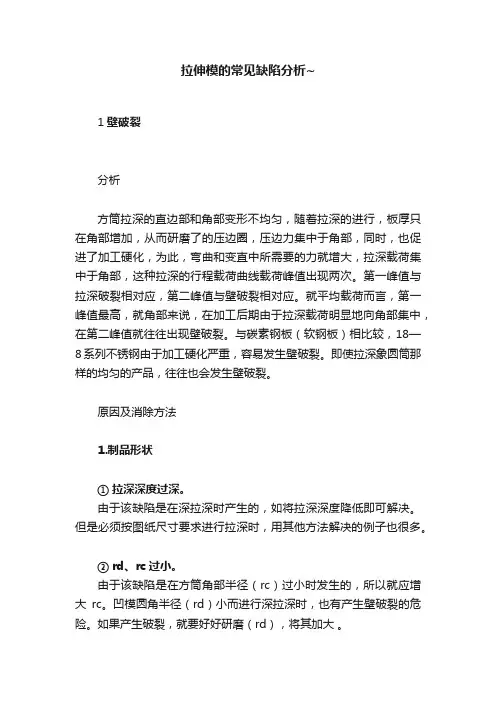
拉伸模的常见缺陷分析~1壁破裂分析方筒拉深的直边部和角部变形不均匀,随着拉深的进行,板厚只在角部增加,从而研磨了的压边圈,压边力集中于角部,同时,也促进了加工硬化,为此,弯曲和变直中所需要的力就增大,拉深载荷集中于角部,这种拉深的行程载荷曲线载荷峰值出现两次。
第一峰值与拉深破裂相对应,第二峰值与壁破裂相对应。
就平均载荷而言,第一峰值最高,就角部来说,在加工后期由于拉深载荷明显地向角部集中,在第二峰值就往往出现壁破裂。
与碳素钢板(软钢板)相比较,18—8系列不锈钢由于加工硬化严重,容易发生壁破裂。
即使拉深象圆筒那样的均匀的产品,往往也会发生壁破裂。
原因及消除方法1.制品形状①拉深深度过深。
由于该缺陷是在深拉深时产生的,如将拉深深度降低即可解决。
但是必须按图纸尺寸要求进行拉深时,用其他方法解决的例子也很多。
② rd、rc过小。
由于该缺陷是在方筒角部半径(rc)过小时发生的,所以就应增大rc。
凹模圆角半径(rd)小而进行深拉深时,也有产生壁破裂的危险。
如果产生破裂,就要好好研磨(rd),将其加大。
消除方法① 拉深深度过大。
胀形超过极限而引起纵向裂纹;另外,在精整时,纵向或横向胀形若超过极限,也会引起破裂。
总之,破裂的直接原因,与胀形超限是一致的。
因此,超过变形极限而产生破裂,从形式上讲,就是拉深深度过深,如果降低拉深深度,成形条件就会变好。
② 凹模圆角半径(rd)过小。
由于是胀形变形,如果超过材料所具有的变形极限,就会产生破裂。
因此,合理的rd既能防止凸缘部裂纹的产生,又能补充材料。
作为改善材料流入条件的方法之一,是增大凹模圆角半径(rd)。
增大rd虽然防止了破裂产生,但这时的rd比图纸尺寸大,为使rd达到图纸要求,应增加一道精整工序。
2.冲压条件①压边力过大只要不起皱,就可降低压边力。
如果起皱是引起破裂的原因,则降低压边力必须慎重。
如果在整个凸缘上发生薄薄的折皱,又还在破裂地方发亮,那就可能是由于缓冲销高度没有加工好,模具精度差,压力机精度低,压边圈的平行度不好及发生撞击等局部原因。
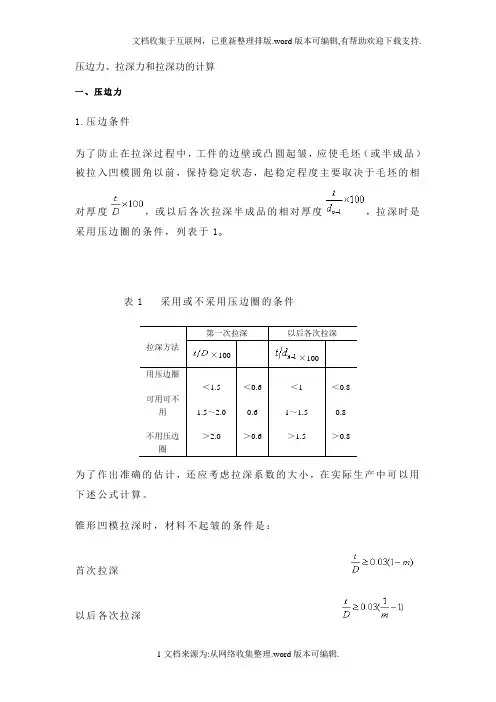
压边力、拉深力和拉深功的计算一、压边力1.压边条件为了防止在拉深过程中,工件的边壁或凸圆起皱,应使毛坯(或半成品)被拉入凹模圆角以前,保持稳定状态,起稳定程度主要取决于毛坯的相对厚度,或以后各次拉深半成品的相对厚度,拉深时是采用压边圈的条件,列表于1。
表1采用或不采用压边圈的条件拉深方法第一次拉深以后各次拉深×100×100用压边圈可用可不用不用压边圈<1.51.5~2.0>2.0<0.60.6>0.6<11~1.5>1.5<0.80.8>0.8为了作出准确的估计,还应考虑拉深系数的大小,在实际生产中可以用下述公式计算。
锥形凹模拉深时,材料不起皱的条件是:首次拉深以后各次拉深普通平端面凹模拉深时,毛坯不起皱的条件是:首次拉深以后各次拉深如果不能满足上述公式要求,则可在拉深模设计时应考虑实用压边圈。
2.压边力的计算压边圈的压力必须适当,如果过大,就需要增加拉深力,因而会使工件拉裂,而压边圈的压力过低,就会使工件的边壁或凸缘起皱。
在生产中单位压边力p可以按下表选取,压边力为压边面积乘单位压边力,即:FQ=Ap公式中,FQ-压边力(N)A-在压边圈下毛坯的投影面积(mm2)p-单位压边力(Mpa)压边力的计算列于表2。
表 2 压边公式的计算公式拉深情况公式拉深任何形状的工件筒形件第一次拉深(用平毛坯)筒形件以后各次拉深(用筒形毛坯)注:—压边圈的面积; —单位压边力; —平毛坯直径;、、……—拉深件直径;—凹模圆角半径。
P的经验公式:式中——各工序拉深系数的倒数;——毛坯的抗拉强度(MPa);——材料厚度(mm);——毛坯直径(mm)。
值亦可有表4-52或表4-53查得。
二、拉深力及拉深功1.拉深力的计算在确定拉深条件所需的压力机吨位时,必须先求得拉深力。
如果给定了毛坯的材质,直径和板料厚度,拉深模的直径及凹模的圆角半径等,则、在拉深圆筒形件时,其最大拉深力可按下式计算:式中——拉深力;——材料的抗拉强度(MPa);——材料的屈服极限(MPa);——拉深凹模直径(mm);对于长方形盒件,可按下面经验公式:式中——拉深力(N);——工件底部的圆角半径(mm);——直边部分全长(mm);=0.5时,用于拉深很浅的工件;=2.5时,用于拉深深度为的工件;=0.2 用于间隙较大,且无压边圈时;=0.3 用于牙边力为时;=1.0 用于拉深很困难时。
毕业设计论文题目:箱体拉伸模的设计系别:XXX系学科专业:模具设计与制造学生:XX学号:XX指导教师(签名):XXXXXXXX 年X 月指导教师评语:指导教师(签名):年月日评阅教师评语:评阅教师(签名):年月日前言大学生活已近尾声,我认真学习了专业知识,为检阅我所学的专业知识,学校于5月初布置了这次毕业设计,而这也是一次给我们积累经验和展示自己的机会。
在设计期间,我查阅了大量的模具设计相关书籍,认真进行了计算和设计,终于顺利完成了这次设计任务。
在此期间,我得到了指导教师和广大同学的悉心指导和热情帮助在此我对他们表示衷心的感谢!虽然在设计是查阅了相关书籍,但是由于理论水平和实践经验有限,所以设计中难免有不当或错误之处,恳请老师同学多多批评指正!XXX20XX年XX月目录一任务书及产品图二确定工艺方案三落料拉深模一)拉深二)拉深件毛坯展开尺寸与形状1、毛坯直径2、拉深件拉深次数的计算3、工作部分尺寸和形状1)凹模圆角半径2)拉伸件冲裁力,拉深力,压边力的计算3)工作部分尺寸4、定位零件5、导向零件6、压力机的选用:J21—40四整形落料模一)工作部分尺寸计算1)凹模圆角半径2)落料部分工作尺寸五参考文献一、设计任务书及产品图确定如图所示零件的工艺方案。
该零件材料为08钢,中批量生产。
二、确定箱体拉伸模的加工工艺:箱体冲压加工工艺为:拉伸,整形切边。
工艺难点集中在拉伸工序上。
从箱体的工艺编排上看,拉伸后设置整形工序。
三、落料拉深模一)拉深拉深是以平板毛坯(或拉深半成品)通过模具制成圆筒形或其他断面形状空心件的冲压工艺方法。
拉深件毛坯展开尺寸与形状1、毛坯直径:D=1.13)33.0(72.1)43.0(42r H r r H B B +--+=1.13)1033.040(1072.1)1043.040(10041002⨯+⨯-⨯-⨯+ =1.13×154 =174㎜2、拉深件拉深次数的计算在设计模具以前,首先要确定拉伸件的拉伸次数。
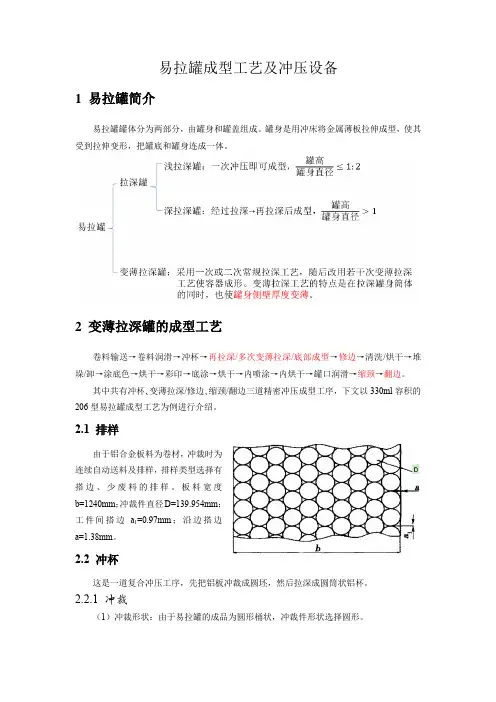
易拉罐成型工艺及冲压设备1 易拉罐简介易拉罐罐体分为两部分,由罐身和罐盖组成。
罐身是用冲床将金属薄板拉伸成型,使其受到拉伸变形,把罐底和罐身连成一体。
2 变薄拉深罐的成型工艺卷料输送→卷料润滑→冲杯→再拉深/多次变薄拉深/底部成型→修边→清洗/烘干→堆垛/卸→涂底色→烘干→彩印→底涂→烘干→内喷涂→内烘干→罐口润滑→缩颈→翻边。
其中共有冲杯、变薄拉深/修边、缩颈/翻边三道精密冲压成型工序,下文以330ml容积的206型易拉罐成型工艺为例进行介绍。
2.1 排样由于铝合金板料为卷材,冲裁时为连续自动送料及排样,排样类型选择有搭边、少废料的排样。
板料宽度b=1240mm;冲裁件直径D=139.954mm;工件间搭边a1=0.97mm;沿边搭边a=1.38mm。
2.2 冲杯这是一道复合冲压工序,先把铝板冲裁成圆坯,然后拉深成圆筒状铝杯。
2.2.1 冲裁(1)冲裁形状:由于易拉罐的成品为圆形桶状,冲裁件形状选择圆形。
(2)冲裁间隙:指冲裁模的凸模与凹模刃口之间的间隙。
由于本工序冲裁件精度要求一般,且冲裁件还需继续塑性变形,单面间隙取1.96~2.8mm。
2.2.2 拉深(1)拉深系数:每次拉深后圆筒形件的直径与拉深前毛坯(或半成品) 直径的比值,以m表示。
考虑到杯体只是作为下道变薄拉深的毛坯,杯体直径不宜过小。
因此拉深系数m取0.60~0. 63。
根据经验m最终取0.621。
(2)拉深模工作部分参数1. 凹模内径d:d=87mm2. 凹模圆角半径r凹:凹模圆角半径的大小对拉深过程影响很大,按经验公式确定r凹=3.08mm,由于圆坯直径较大,材料拉伸性能良好,又是首次拉深,r凹根据经验做了修正,取3.56 mm。
3. 凸模圆角半径r凸:凸模圆角半径r凸拉深凸模圆角半径的大小对拉深的影响没有凹模圆角半径的大,可取与拉深凹模的圆角半径相等或略小的数值:r凸取3.175 mm。
4. 确定间隙:拉深模间隙是单边间隙,即凹、凸模直径差的一半。
论压边力对汽车前轮罩板成形性能的影响摘要:为了有效解决实际生产中优化汽车前轮罩板拉深成形工艺的问题,根据左右轮罩板件的结构及性能要求,设计拉深数模及其工艺,在恒定压边力条件下,对轮罩板件拉深成形过程进行数值模拟。
通过数值模拟从典型变压边力加载模式中得到一条最优变压边力加载曲线,使拉深件不出现起皱和拉破现象,并且使零件区域厚度分布最均匀。
与恒定压边力下的最优结果进行比较得出,u型变压边力加载模式为最佳方案。
关键词:汽车前轮罩板;拉深成形;数值模拟;变压边力板料拉深成形过程中的主要缺陷是起皱和拉裂,影响板料成形质量的主要因素包括压边力、材料机械性能、拉深模具参数、摩擦条件及板料形状和厚度等。
在上述因素中,最容易控制和调节的成形参数为压边力的大小,且压边力的大小是影响板料成形质量的一个非常重要的因素。
一般来说,过小的压边力,则无法有效控制拉深过程中材料的流动,板料容易出现起皱现象,而过大的压边力则会使材料流动困难,相应增加破裂的趋势,同时模具和板料表面受损的可能性会增加,进而影响模具寿命和零件表面质量。
研究表明:在板料拉深过程的不同阶段对压边力参数进行合理取值,并实现实时控制的技术,已成为防止板料拉深成形时发生起皱和拉裂的主要工艺手段之一.[1-2]汽车前轮罩板属于典型的覆盖件,同一般冲压件相比,具有形状复杂(多为空间曲面)、轮廓尺寸大、材料较薄、表面质量要求高等特点[3]。
该件拉深深度大,成形非常困难。
本文通过数值模拟方式对恒定压边力加载模式和变压边力加载模式的结果进行对比,得出u型变压边力加载模式是该件最佳压边力控制方式,该条件下得到的零件减薄率最小,而且零件区域厚度分布最为均匀。
1 汽车前轮罩板拉深数模建立汽车前轮罩板三维模型如图1所示,该模型的特点是左右两件外轮廓基本相同,但内部形状又有所不同,为非完全对称件。
由于左右件形状复杂,变形程度差别较大,若采用单件冲压成形,会出现较大的侧向力,难以很好的成形。
开始第一次计算时压边力可以设置成P=3Mpa,但是调整完成后应该根据计算的压边力设置成吨位,并尽可能使压边力小于实际80%的压机最大外滑块力的(双动)或最大下气垫力(单动),这样才能保证计算结果的真实可靠!!如果计算出的压边力大于实际80%的压机最大外滑块力的(双动)或最大下气垫力(单动),则需要调整其他参数,如料片大小/拉延筋的强度/拉延模型以减小压边力,不然就算模拟结果最好,而在实际的压机上实现不了。
1.autoform中设置常压边压力,如默认值为3,它的单位是MPa吗?2. 模拟结束后,查看压边压力的时间历程,单位显示为N/mm^2,按照单位换算:1MPa = 1N/mm^2,那么3MPa就意味着3N/mm^2,然而在后处理中,显示的最大压边压力为411N/mm^2,为什么相差这么大呢?3. 板料单元实际承受的最大压力是否可以超过设置的压力?一个是压强,一个是压力。
你的分清,压力的单位是N。
压强是N/MM2文中提到的“压力”指压强,这一点很明确。
AF中对压边圈载荷的描述也是通过压强来表示的。
我研究了一下,我提出的问题可以解释为:AF通过给定的压边圈压强p(N/mm^2)和压边圈下的板料面积A(mm^2),得出总的压边力F_holder = p * A;然后根据压边圈下单元与压边圈的接触状态和单元当前厚度,将总的压边力F_holder分配到当前承载压边力的单元或节点上。
因此,当前时刻,压边圈下单元所受压边圈的压强会超过process中设置的压强值压边力该用什么公式算啊??压边力跟最大拉深力有关的,,,压边力的计算也可以从各经验公式得出,,如福开,吉田经验公式得出最小单位压边力P,然后由F=A*P得到压边力,,,A为压边圈面积。
其实成型过程中,压边力大小是应该随着成型阶段不同而不同的,即合理的压边力是应该变化的(随压边力需求而变化的),所以通过上述等公式计算得到的值,都不是最佳值。
所以,现在很多人在搞变压边力技术。
1、冲裁力:F=LTσbL:切边线长度T:料厚σb:材料的抗拉强度一般冲裁力是选择机床公称压力的60-70%2、拉延力:一般来讲拉延力是很难计算出来的,以前的话只好由技术人员的经验来估算:拉延力和压边力,然后选择冲床:大概的经验公式:压边力:F=APP:单位压边力:2.5-3 (20#、Q235为例,单位MPA)A:压边面积拉延力:F=KLTσb (圆筒件)K:系数:0.9-0.7 零件越简单取越低L:凸模周边长度T:料厚σb:材料的抗拉强度----但是对于零件的拉延力精确计算是不可能的,尤其是形状复杂的零件,不过可以用有限元模拟来得到一个大概的数值如AUTOFORM、DYNAFORM等,可以说还是比较接近实际的,一般来讲选择压机时候,拉延总工艺力(压边力+拉延力)是其80%左右,当然你也可以取得更高。
冲孔模具所需压力吨位计算切断面积与材料的抗拉强度的乘积可以近似的视为冲裁力。
切断面积=板材厚度*冲切线长。
还要加上压边、退料的力。
再加约20%富裕量冲裁力计算公式:P=K*L*t*τP——平刃口冲裁力(N);t——材料厚度(mm);L——冲裁周长(mm);τ——材料抗剪强度(MPa);K——安全系数,一般取K=1.3.按照Q235材质粗算:切断力大约0.3*0.0015*400000000=180000牛=约18吨如果漏料设计,压边力尽量小,25吨的冲床勉强可以用。
用35吨冲床比较安全合理。
一般情况下是用周长×厚度×抗拉强度×0.8(千牛),算出来是冲裁力此时还要考虑到压料力,卸料力,根据经验最后选择冲床的时候用冲裁力的两倍就可以了,根据计算你这个冲裁力是(45+25)×2×7×450×0.8=352.8千牛即你要选择80吨左右的机床最佳答案冲压力的计算在冲裁过程中,冲压力是指冲裁力、卸料力、推件力和顶件力的总称。
冲压力是选择冲压设备的主要依据,也是设计模具所必须的数据。
《冲压工艺及模具设计》实验指导书广东工业大学材料与能源学院2013年3月目录实验一BHB—80A型板料试验机的结构原理与操作 (3)实验二冲杯实验 (10)实验三扩孔实验 (13)实验四冲模拆装与测绘 (15)实验一冲模拆装与测绘一、实验目的:1.了解冲压模具的结构特点、工作原理及拆装工艺过程;2. 了解冲压模具上各主要零件的作用、相互间的装配关系以及加工要求.二、实验内容:1.实验者自行拆装一幅冲压模具,测绘该模具简图;2通过所拆装的冲压模具,归纳冲压模具组成和结构特点,分析冲压成形零件在该付模具中的定位、卸料等加工方法三、实验工具:典型冲压模具一幅、钳工台、游标卡尺、扳手、铜棒等常用工具。
四、实验要求:学生在老师的指导下分组协同完成实验任务。
五、实验步骤:1。
在教师指导下,了解冲模类型和总体结构。
2.拆卸冲模,详细了解冲模每个零件的名称、结构和作用.3。
重新装配冲模,进一步熟悉冲模的结构、工作原理及装配过程。
4.按比例绘出你所拆装的冲模的结构草图。
六、考核形式:根据实验过程操作及编写的实验报告评定成绩.七、实验报告要求:1. 简要说明冲压模具的拆装过程;2. 简述模具的工作原理及各主要零件的作用;3。
用计算机绘制模具装配图,并注明各零件的名称。
实验二BHB-80A型板料试验机的结构原理与操作一,实验目的:了解实验机的基本构造原理,掌握对它的基本操作。
二,试验设备:BHB—80A型板料试验机三,试验机的功能试验机是国产的板料试验机。
其功能齐全,能进行液压胀形,刚性模胀形,冲杯(拉深),扩孔(KWI),杯突(IE),锥杯(CCV)等实验,还可以做双向拉深应力-应变曲线,成形极限图(FLD)及液压胀形应变分布等实验。
配合其他试验手段可以对金属薄板进行从“宏观”到“微观"的多种实验研究工作。
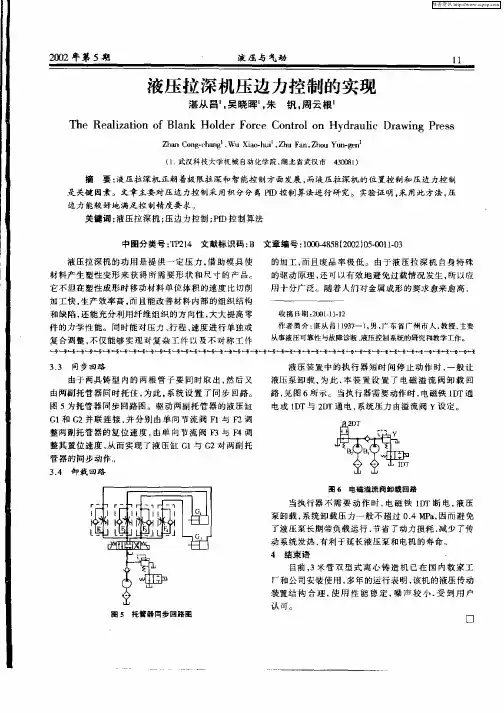
四,主要技术参数1,最大刚性模冲压力 300KN2, 最大液压胀形压力 32Mpa3,最大压边力 500KN4,刚性模和冲压模行程 100mm5,系统最大液压 35Mpa6,最高压力 40Mpa五,执行机构(模具)结构介绍图1是执行机构的结构示意图,执行机构由模筒1、压边活塞2、中心活塞3、模底4及凹模组成。
机械工业冲压工程术语标准冲压1 冲压工艺1.1 冲压sheet metal forming靠压力机和模具对板材、带材、管材及型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的冲压件成形加工方法。
1.2 冲压件 stamping采用冲压方法制成的工件或毛坯。
1.3 金属压力加工 mechanical working of metals利用金属的塑性,使其改变形状、尺寸和改善性能,以获得型材、棒材、板材、线材、锻件、冲压件的加工方法。
1.4 板料成形 sheet forming用板料、薄壁管、薄型材等作为原材料进行塑性加工的冲压方法。
1.5 冲压工艺路线 process chart of press按产品或零部件的冲压工艺编制的说明产品、零部件的工序、工序名称、工序内容、工艺参数、采用的设备和工艺装备等的工艺文件。
1.6 冲裁 blanking利用冲模将板料以封闭的轮廓与坯料分离的冲压方法。
1.7 落料 blanking利用冲裁取得一定外形制件或坯料的加工方法。
1.8 冲孔punching将坯料内的材料以封闭曲线和坯料分离开来,得到带孔制件的冲压方法。
1.9 切断 cut-off将坯料或工件切成两段或数段的冲压方法。
1.10 切口 notch将材料沿不封闭的曲线部分地分离开,其分离部分和材料发生形状变化的冲压方法。
1.11 切边 side scrap将拉深或成型后的半成品边缘部分多余材料切掉的冲压方法。
1.12 精密冲裁 fine blanking用压边圈使板料冲裁区处于静压作用下,抑制剪裂纹的发生,实现塑性变形分离的冲裁方法。
1.13 负间隙冲裁 negative clearance blanking在凸模直径大于凹模直径的模具内进行的冲裁方法。
1.14 对向凹模冲裁 opposed die blanking利用一个平端面凹模和一个带凸台的凹模使材料实现分离与整修的冲裁方法。
1.15 整修 shaving整修模沿冲裁件的外缘或内孔刮去一层薄薄的切屑,以提高冲裁件的加工精度和剪断面光洁度的加工方法。
压边力、拉深力和拉深功的计算
录入: 151zqh 来源: 日期: 2007-4-13,11:47
一、压边力
1.压边条件
为了防止在拉深过程中,工件的边壁或凸圆起皱,应使毛坯(或半成品)被拉入凹模圆角以前,保持稳定状态,起稳定程度主要取决于毛坯的相
对厚
度,或以后各次拉深半成品的相对厚
度,拉深时是
采用压边圈的条件,列表于1。
表1 采用或不采用压边圈的条件
为了作出准确的估计,还应考虑拉深系数的大小,在实际生产中可以用下述公式计算。
锥形凹模拉深时,材料不起皱的条件是:
首次拉深
以后各次拉深
普通平端面凹模拉深时,毛坯不起皱的条件是:
首次拉深
以后各次拉深
如果不能满足上述公式要求,则可在拉深模设计时应考虑实用压边圈。
2.压边力的计算
压边圈的压力必须适当,如果过大,就需要增加拉深力,因而会使工件拉裂,而压边圈的压力过低,就会使工件的边壁或凸缘起皱。
在生产中单位压边力p可以按下表选取,压边力为压边面积乘单位压边力,即:
FQ=Ap
公式中,FQ-压边力(N)
A-在压边圈下毛坯的投影面积(mm2)
p-单位压边力(Mpa)
压边力的计算列于表2。
表 2 压边公式的计算公式
注:—压边圈的面积; —单位压边力; —平毛坯直径;、、……—拉深件直
径;—凹模圆角半径。
P的经验公式:
式中——各工序拉深系数的倒数;
——毛坯的抗拉强度(MPa);
——材料厚度(mm);
——毛坯直径(mm)。
值亦可有表4-52或表4-53查得。
二、拉深力及拉深功
1.拉深力的计算
在确定拉深条件所需的压力机吨位时,必须先求得拉深力。
如果给定了毛坯的材质,直径和板料厚度,拉深模的直径及凹模的圆角半径等,则、在拉深圆筒形件时,其最大拉深力可按下式计算:
式中——拉深力;
——材料的抗拉强度(MPa);
——材料的屈服极限(MPa);
——拉深凹模直径(mm);
对于长方形盒件,可按下面经验公式:
式中——拉深力(N);
——工件底部的圆角半径(mm);
——直边部分全长(mm);
=0.5时,用于拉深很浅的工件;
=2.5时,用于拉深深度为的工件;
=0.2 用于间隙较大,且无压边圈时;
=0.3 用于牙边力为时;
=1.0 用于拉深很困难时。
2.压床吨位的选择。
对于单动压床
对于单动压床
式中——压床的公称压力;
——内滑块公称压力;
——外滑块公称压力;
——拉深力;
——压边力。
3.拉深功
拉深力并不是常数,而是随凸模的工作行程改变的(图1),为了计算
实际的拉深功(即曲线下的面积),不能用最大拉深力,而应该用平均拉深力。
1)不变薄拉深
式中——拉深功(J);
——最大拉深力(N);
——拉深深度(mm);
——系数(查表3)。
图1拉深力——凸模行程图
表3与拉深系数的关系
2)变薄拉深
式中F——变薄拉深力(按表4-54中所列的最后一项公式计算)(N)。
由于变薄拉深力在凸模工作过程中近似不变,故可视作平均值;
——拉深深度(mm);
1.2——安全系数,考虑由于变薄拉深过程中摩擦所增加的能量消耗。
压力机电动机的功率可按下式计算:
式中——压力机电动机功率
——不平衡系数
——拉深功(J);
——压力机效率;
——电动机效率;
——压力机每分钟的行程次数。