拉深模结构48压边装置与压边力49凸凹模工作部分尺寸设计
- 格式:pptx
- 大小:522.81 KB
- 文档页数:15
拉深模具的设计拉深模具的分类及典型结构拉深模按其工序顺序可分为首次拉深模和后续各工序拉深模,它们之间的本质区别是压边圈的结构和定位方式上的差异。
按拉伸模使用的冲压设备又可分为单动压力机用拉深模、双动压力机用拉深模及三动压力机用拉深模,它们的本质区别在于压边装置的不同(弹性压边和刚性压边)。
按工序的组合来分,又可分为单工序拉深模、复合模和级进式拉深模。
此外还可按有无压边装置分为无压边装置拉深模和有压边装置拉深模等。
下面将介绍几种常见的拉深模典型结构。
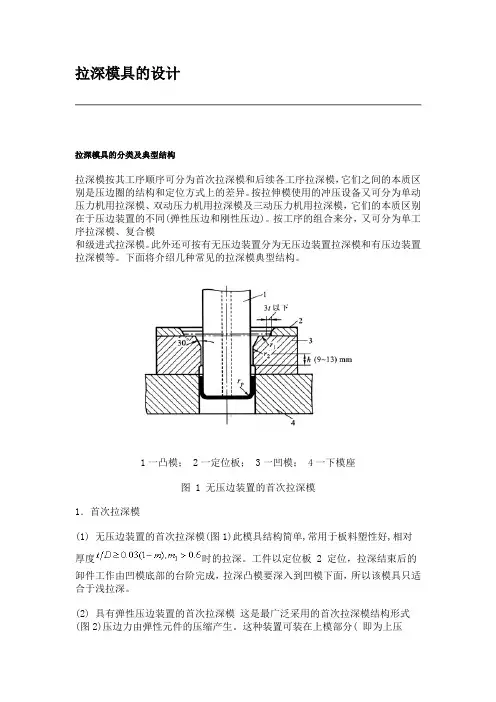
1一凸模; 2一定位板; 3一凹模; 4一下模座图 1 无压边装置的首次拉深模1.首次拉深模(1) 无压边装置的首次拉深模(图1)此模具结构简单,常用于板料塑性好,相对厚度时的拉深。
工件以定位板 2 定位,拉深结束后的卸件工作由凹模底部的台阶完成,拉深凸模要深入到凹模下面,所以该模具只适合于浅拉深。
(2) 具有弹性压边装置的首次拉深模这是最广泛采用的首次拉深模结构形式(图2)压边力由弹性元件的压缩产生。
这种装置可装在上模部分( 即为上压边 ) ,也可装在下模部分( 即为下压边 ) 。
上压边的特征是由于上模空间位置受到限制,不可能使用很大的弹簧或橡皮,因此上压边装置的压边力小,这种装置主要用在压边力不大的场合。
相反,下压边装置的压边力可以较大,所以拉深模具常采用下压边装置。
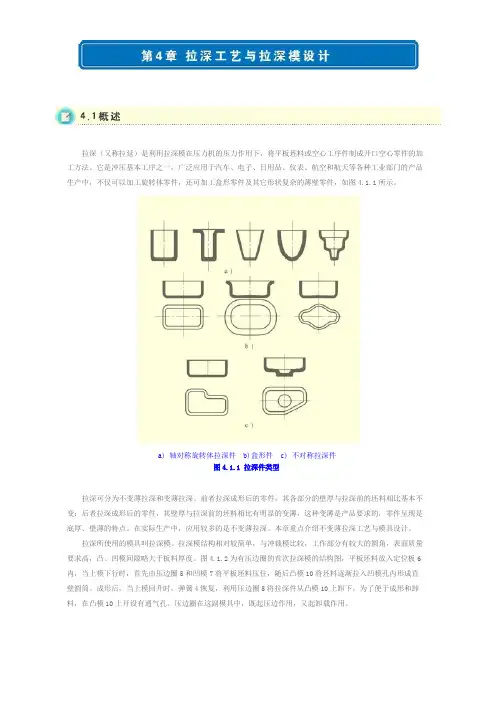
(3) 落料首次拉深复合模图 3 为在通用压力机上使用的落斜首次拉深复合模。
它一般采用条料为坯料,故需设置导料板与卸料板。
拉深凸模 9 的顶面稍低于落料凹模 10 ,刃面约一个料厚,使落料完毕后才进行拉深。
拉深时由压力机气垫通过顶杆 7 和压边圈 8 进行压边。
拉深完毕后靠顶杆 7 顶件,卸料则由刚性卸料板 2 承担。
1一凸模; 2一上模座; 3一打料杆; 4一推件块; 5一凹模;6一定位板; 7一压边圈; 8一下模座; 9一卸料螺钉图 2 有压边装置的首次拉深模(4) 双动压力机上使用的首次拉滦模(图 4) 因双动压力机有两个滑块,其凸模1 与拉深滑块( 内滑块 ) 相连接,而上模座 2(上模座上装有压边圈3) 与压边滑块(外滑块)相连。
冲压⼯初级理论考核⼤纲、复习题.2011年职业技能鉴定综合能⼒[冲压⼯(初级)]考试考核⼤纲本⼤纲依据汽车冲压⼯《职业标准》规定的基础理论知识部分和对初级冲压⼯⼯作要求(技能要求.相关知识)部分制定。
⼀、考核内容(⼀) 基础理论知识1.熟悉冲压作业⼈员相关安全⽣产法律法规。
2.熟悉冲压作业⼈员相关安全⽣产职业道德规范。
3.熟悉冲压⼯规程和作业指导书。
4.了解冲压概念.特点.及应⽤。
5.了解冲压⼯艺的加⼯原理6.了解冲压⼯序的分类。
(⼆) 冲压⼯艺理论知识1.冲裁:(1)冲裁加⼯原理(2)冲裁件的⼯艺性(3)冲模的压⼒中⼼(5)凸.凹模间隙(6)凸.凹模⼯作部分尺⼨和公差(7)冲裁时的压⼒(8)凸模与凹模的固定(9)定位装置(10)卸料及顶料装置(11)排除⼯件或废料的漏料孔和排除槽(12)冲模闭合⾼度(13)冲裁件质量分析2.弯曲:(1)弯曲变形分析(2)弯曲件的⼯艺性(3)弯曲件的弹复(4)弯曲凸凹模的间隙(5)提⾼弯曲件精度的⼯艺措施(7)弯曲件产⽣废品原因及消除⽅法3.拉深:(1)拉深基本原理(2)拉深件的⼯艺性(3)变薄拉深(4)拉深模⼯作部分尺⼨的确定(6)拉深凸模与凹模的圆⾓半径(7)压边圈的采⽤及其类型(8)拉深件的废品种类.产⽣原因及预防⽅法4.成形:(1)胀形(2)翻边(3)缩⼝(4)整形(三) 冲压设备理论知识1.常⽤压⼒机的分类和规格2.压⼒机的选择:压⼒机的许⽤负荷.⾏程和⾏程次数.最⼤装模⾼度.压⼒机的台⾯尺⼨.压⼒机的精度3.板料⾃动送料装置:辊式送料装置4.⾃动化冲压⽣产线(四)冲压材料和热处理理论知识1.常⽤冲压材料2.冲压常⽤⾦属材料规格3.冷挤压模具材料4.常⽤冷挤压模具钢的基本要求5.常⽤⾦属材料牌号(五)汽车覆盖件质量问题1.破裂(1)不同部位的破裂的原因分析(2)破裂问题的防⽌措施2.起皱:(1)起皱的分类(2)各类起皱的原因分析(3)起皱问题的防⽌措施3.尺⼨精度问题:尺⼨精度(六)冲压安全技术1.冲压⽣产的特点与不安全因素分析2.压⼒机安全装置:(1)压⼒机安全装置应具有的基本功能及分类(2)压⼒机安全控制装置(3)压⼒机安全防护装置3.冲压模具的安全技术:(1)冲模安全技术要求(2)冲模的安全技术装置(3)冲模其他安全措施(4)冲模安全监测装置(5)冲模安装.调试与拆卸中的安全4.冲压⽣产中的⼿⽤⼯具:⼿⽤⼯具和⼿⽤⼯具操作要点5.冲压事故与冲压⽣产环境:冲压事故.冲压⽣产环境⼆.考试题型及题量1.理论(120分钟):单项选择题(40题,共40分)判断题(30题,共30分)简答题(5题,共30分)2.实作(30分钟):考试内容:冲压模具的维护及保养需掌握的技能:(1).冲压压机⼒的安全使⽤⽅法及要求(2).冲压模具的安装⽅法及要求;(3).冲压模具的调整⽅法及要求;(4).冲压模具的维护及保养⽅法要求;(5).能正选择和使⽤冲压模具安装及调试所需辅助物品。
毕业设计(论文)任务书内容如下:1、毕业设计(论文)题目:拉深五金件的冲压工艺及模具设计2、应完成的项目:(1)、对冲压件进行工艺性分析和方案比较确定(2)、进行冲压工艺方案设计,主要参数计算(毛坯尺寸和拉伸次数确定,落料力、卸料力、压边力等)。
(3)、模具结构形式的确定(注意考虑卸料的结构)(4)、模具主要尺寸的确定(凸凹模刃口尺寸计算、确定卸料弹簧,确定压边材料和冲裁件的排样)(5)、模具整体设计和装配图绘制、主要零件的零件图(6)、选择压力机的规格(7)、装配图零部件明细表和主要零部件设计图(8)、每人须画不少于2个主要零件的零件图。
3、参考资料以及说明:(1)、钟毓斌主编.冲压工艺与模具设计.北京:机械工业出版社 2007 (2)、史铁梁主编.模具设计指导. 北京:机械工业出版社 2003(3)、肖祥芷主编.中国模具设计大典(3).南昌.江西科技出版社 2003 (4)、《冲模设计手册》编写组. 冲模设计手册.北京:机械工业出版社 1996 (5)、陈锡栋主编. 实用模具技术手册.北京:机械工业出版社 2001 (6)、王孝培. 冲压手册[M]. 北京:机械工业出版社,19964. 本毕业设计(论文)任务书于2011年10月20日发出,应于2012年5月10日前完成。
指导教师:签发2011 年10 月20 日学生签名:2011 年10 月25 日毕业设计(论文)开题报告题目拉深五金件的冲压工艺及模具设计时间2011年10月25日至2012 年5月10日本课题的目的意义用本专业所学课程的理论和生产实际知识进行一次对该产品拉伸件的冷冲压模具设计。
主要工序包括:落料、拉深、冲孔。
主要意义1、综合运用专业理论和生产实践知识,进行冷冲模设计的实际训练,而培养和提高学生独立工作的能力。
2、巩固与扩充“冲压模工艺与设计”课程内容,掌握其设计的方法和步骤。
3、掌握冲压模具设计的基本技能,如计算、绘图、查阅设计资料和手册;熟悉模具标准及其它有关的标准和规范,并在模具设计中加以贯彻设计(论文)的基本条件及依据近年来冷冲模的应用越来越广泛,种类包括冲孔模、落料模、弯曲模、拉深模等。

第四章拉深工艺及拉深模具设计复习题答案一、填空题1.拉深是是利用拉深模将平板毛坯压制成开口空心件或将开口空心件进一步变形的冲压工艺。
2.拉深凸模和凹模与冲裁模不同之处在于,拉深凸、凹模都有一定的圆角而不是锋利的刃口,其间隙一般稍大于板料的厚度。
3.拉深系数m是拉深后的工件直径和拉深前的毛坯直径的比值,m越小,则变形程度越大。
4.拉深过程中,变形区是坯料的凸缘部分。
坯料变形区在切向压应力和径向拉应力的作用下,产生切向压缩和径向伸长的变形。
5.对于直壁类轴对称的拉深件,其主要变形特点有:(1)变形区为凸缘部分;(2)坯料变形区在切向压应力和径向拉应力的作用下,产生切向压缩与径向的伸长,即一向受压、一向收拉的变形;(3)极限变形程度主要受传力区承载能力的限制。
6.拉深时,凸缘变形区的起皱和筒壁传力区的拉裂是拉深工艺能否顺利进行的主要障碍。
7.拉深中,产生起皱的现象是因为该区域内受较大的压应力的作用,导致材料失稳_而引起。
8.拉深件的毛坯尺寸确定依据是面积相等的原则。
9.拉深件的壁厚不均匀。
下部壁厚略有减薄,上部却有所增厚。
10.在拉深过程中,坯料各区的应力与应变是不均匀的。
即使在凸缘变形区也是这样,愈靠近外缘,变形程度愈大,板料增厚也愈大。
11.板料的相对厚度t/D越小,则抵抗失稳能力越愈弱,越容易起皱。
12.因材料性能和模具几何形状等因素的影响,会造成拉深件口部不齐,尤其是经过多次拉深的拉深件,起口部质量更差。
因此在多数情况下采用加大加大工序件高度或凸缘直径的方法,拉深后再经过切边工序以保证零件质量。
13.拉深工艺顺利进行的必要条件是筒壁传力区最大拉应力小于危险断面的抗拉强度。
14.正方形盒形件的坯料形状是圆形;矩形盒形件的坯料形状为长圆形或椭圆形。
15.用理论计算方法确定坯料尺寸不是绝对准确,因此对于形状复杂的拉深件,通常是先做好拉深模,以理论分析方法初步确定的坯料进行试模,经反复试模,直到得到符合要求的冲件时,在将符合要求的坯料形状和尺寸作为制造落料模的依据。
三问答题3 . 什么是孔的翻边系数 K ?影响孔极限翻边系数大小因素有哪些?在圆孔的翻边中,变形程度决定于毛坯预孔直径 d 0 与翻边直径 D 之比,即翻边系数 K :从上式可以看出: K 值越大,则表示变形程度越小;而 K 值越小,则表示变形程度越大。
当 K 值小到材料即将破裂时,这时的翻边系数称为极限翻边系数 K min 。
影响孔翻边系数大小的因素主要有以下几个方面: 1 、材料的塑性越好,则极限翻边系数越小; 2 、预孔的表面质量越好,极限翻边系数值越小。
3 、预孔直径材料厚度 t 的比值( d 0 /t )越小,即材料越厚,翻边时越不容易破裂,极限翻边系数可以取得越小。
4 、凸模的形状与翻边系数也有很大的关系,翻边时采用底面为球面的凸模要比底部为平面的凸模的翻边系数取得小一些4 •什么是缩口?缩口有何特点?缩口是指通过缩口模使圆筒形件或管状毛坯的口部直径缩小的成形工序。
缩口工序的应用十分广泛,是子弹壳、钢制气瓶等零件的主要成形方法。
缩口工序主要有以下特点: 1 、管件毛坯缩口时,主要受切向压应力的作用,使其直径减小而壁厚和高度增加。
2 、缩口时毛坯由于切向压应力的作用,易于失稳而发生起皱现象。
同时在非变形区的筒壁,由于压应力的作用,也易失稳弯曲。
因此。
在缩口工序中,必须要采取措施防止毛坯的起皱和弯曲。
3 、缩口工序一般安排在拉深半成品经过修边或管材下料后进行,必要时还需进行局部的退火处理。
4 、缩口工件的质量与材料的机械性能、润滑情况、工件口部质量、模具工作部分形状及表面质量有关。
四、问答题 1 、弯曲变形的过程是怎样的?虽然各种弯曲件的形状及其使用的弯曲方式有所不同,但从其变形的过程和特点来看却有共同的规律。
其中的板料压弯工艺是弯曲变形中运用最多的一种,板料从平面弯曲成具有一定角度和形状,其变形过程是围绕着弯曲圆角区域展开的,所以弯曲件的圆角部分是弯曲变形的主要变形区2 、弯曲变形有何特点?: 1 )弯曲变形主要集中在弯曲圆角部分 2 )弯曲变形区存在一个变形中性层3 )形区材料厚度变薄现象4 )、变形区横断面的变形:。