压边力、拉深力和拉深功的计算
- 格式:pdf
- 大小:138.82 KB
- 文档页数:7
压边力、拉深力和拉深功的计算一、压边力1.压边条件为了防止在拉深过程中,工件的边壁或凸圆起皱,应使毛坯(或半成品)被拉入凹模圆角以前,保持稳定状态,起稳定程度主要取决于毛坯的相对厚度,或以后各次拉深半成品的相对厚度,拉深时是采用压边圈的条件,列表于1。
表1采用或不采用压边圈的条件拉深方法第一次拉深以后各次拉深×100×100用压边圈可用可不用不用压边圈<1.51.5~2.0>2.0<0.60.6>0.6<11~1.5>1.5<0.80.8>0.8为了作出准确的估计,还应考虑拉深系数的大小,在实际生产中可以用下述公式计算。
锥形凹模拉深时,材料不起皱的条件是:首次拉深以后各次拉深普通平端面凹模拉深时,毛坯不起皱的条件是:首次拉深以后各次拉深如果不能满足上述公式要求,则可在拉深模设计时应考虑实用压边圈。
2.压边力的计算压边圈的压力必须适当,如果过大,就需要增加拉深力,因而会使工件拉裂,而压边圈的压力过低,就会使工件的边壁或凸缘起皱。
在生产中单位压边力p可以按下表选取,压边力为压边面积乘单位压边力,即:FQ=Ap公式中,FQ-压边力(N)A-在压边圈下毛坯的投影面积(mm2)p-单位压边力(Mpa)压边力的计算列于表2。
表 2 压边公式的计算公式拉深情况公式拉深任何形状的工件筒形件第一次拉深(用平毛坯)筒形件以后各次拉深(用筒形毛坯)注:—压边圈的面积; —单位压边力; —平毛坯直径;、、……—拉深件直径;—凹模圆角半径。
P的经验公式:式中——各工序拉深系数的倒数;——毛坯的抗拉强度(MPa);——材料厚度(mm);——毛坯直径(mm)。
值亦可有表4-52或表4-53查得。
二、拉深力及拉深功1.拉深力的计算在确定拉深条件所需的压力机吨位时,必须先求得拉深力。
如果给定了毛坯的材质,直径和板料厚度,拉深模的直径及凹模的圆角半径等,则、在拉深圆筒形件时,其最大拉深力可按下式计算:式中——拉深力;——材料的抗拉强度(MPa);——材料的屈服极限(MPa);——拉深凹模直径(mm);对于长方形盒件,可按下面经验公式:式中——拉深力(N);——工件底部的圆角半径(mm);——直边部分全长(mm);=0.5时,用于拉深很浅的工件;=2.5时,用于拉深深度为的工件;=0.2 用于间隙较大,且无压边圈时;=0.3 用于牙边力为时;=1.0 用于拉深很困难时。
毕业设计论文题目:箱体拉伸模的设计系别:XXX系学科专业:模具设计与制造学生:XX学号:XX指导教师(签名):XXXXXXXX 年X 月指导教师评语:指导教师(签名):年月日评阅教师评语:评阅教师(签名):年月日前言大学生活已近尾声,我认真学习了专业知识,为检阅我所学的专业知识,学校于5月初布置了这次毕业设计,而这也是一次给我们积累经验和展示自己的机会。
在设计期间,我查阅了大量的模具设计相关书籍,认真进行了计算和设计,终于顺利完成了这次设计任务。
在此期间,我得到了指导教师和广大同学的悉心指导和热情帮助在此我对他们表示衷心的感谢!虽然在设计是查阅了相关书籍,但是由于理论水平和实践经验有限,所以设计中难免有不当或错误之处,恳请老师同学多多批评指正!XXX20XX年XX月目录一任务书及产品图二确定工艺方案三落料拉深模一)拉深二)拉深件毛坯展开尺寸与形状1、毛坯直径2、拉深件拉深次数的计算3、工作部分尺寸和形状1)凹模圆角半径2)拉伸件冲裁力,拉深力,压边力的计算3)工作部分尺寸4、定位零件5、导向零件6、压力机的选用:J21—40四整形落料模一)工作部分尺寸计算1)凹模圆角半径2)落料部分工作尺寸五参考文献一、设计任务书及产品图确定如图所示零件的工艺方案。
该零件材料为08钢,中批量生产。
二、确定箱体拉伸模的加工工艺:箱体冲压加工工艺为:拉伸,整形切边。
工艺难点集中在拉伸工序上。
从箱体的工艺编排上看,拉伸后设置整形工序。
三、落料拉深模一)拉深拉深是以平板毛坯(或拉深半成品)通过模具制成圆筒形或其他断面形状空心件的冲压工艺方法。
拉深件毛坯展开尺寸与形状1、毛坯直径:D=1.13)33.0(72.1)43.0(42r H r r H B B +--+=1.13)1033.040(1072.1)1043.040(10041002⨯+⨯-⨯-⨯+ =1.13×154 =174㎜2、拉深件拉深次数的计算在设计模具以前,首先要确定拉伸件的拉伸次数。
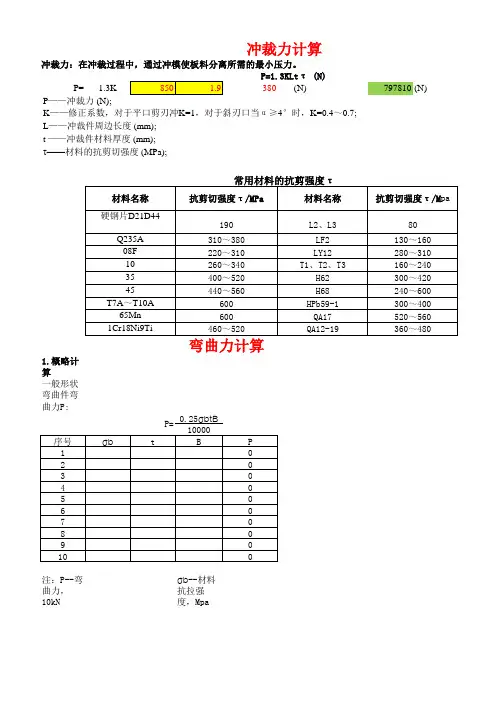
冲床冲压力计算公式2007-01-22 13:57这下面有几个公式,任选一个就可以,只能算出个大概,我公司是用Excle做好的函数算的,非常精确,如果你想得到更精确的,我可以帮你算,把冲压产品的周长或规格,厚度,原材料材质(越详细越好,如钢铁的含碳量多少)发到我邮箱******************* ,标题请注明 "算冲压力",不然我会当垃圾邮件直接删的.我会在两天内回复,如果想自己算,就用下面的任一个公式都能算.---------------------------------------冲床冲压力计算公司P=kltГ其中:k为系数,一般约等于1,l冲压后产品的周长,单位mm;t为材料厚度,单位mm;Г为材料抗剪强度.单位MPa .算出的结果是单位是牛顿,在把结果除以9800N/T,得到的结果就是数字是多少就是多少T.这个只能算大致的,为了安全起见,把以上得到的值乘以2就可以了,这样算出的值也符合复合模的冲压力.----------------------------------冲裁力计算公式:P=K*L*t*τP——平刃口冲裁力(N);t——材料厚度(mm);L——冲裁周长(mm);τ——材料抗剪强度(MPa);K——安全系数,一般取K=1.3.------------------------------------冲剪力计算公式:F=S*L*440/10000S——工件厚度L——工件长度一般情况下用此公式即可。
-------------------------------------冲压力是指在冲裁时,压力机应具有的最小压力。
P冲压=P冲裁+P卸料+P推料+P压边力+P拉深力。
冲压力是选择冲床吨位,进行模具强度。
刚度校核依据。
1、冲裁力:冲裁力及其影响周素:使板料分离动称作冲裁力.影响冲裁力的主要因素:2.冲裁力计算:P冲=Ltσb其中:P冲裁-冲裁力L-冲裁件周边长度t-板料厚度σb-材料强度极限σb-的参考数0.6 算出的结果单位为KN 3、卸料力:把工件或废料从凸模上卸下的力Px=KxP冲其中Kx-卸料力系数 Kx-的参考数为0.04 算出的结果单位为KN4、推件力:将工件或废料顺着冲裁方向从凹模内推出的力Pt=KtPnKt-推件力系数 n-留于凹模洞口内的件数其中:Px、Pt --分别为卸料力、推件力Kx,Kt分别是上述两种力的修正系数P——冲裁力;n——查正表卡在凹模洞口内的件数 Kt的参考数为0.05,结果单位为KN5、压边力: P y=1/4 [D2—(d1+2R凹)2]P式中 D------毛坯直径d1-------凹模直径R凹-----凹模圆角半径p--------拉深力6、拉深力: Fl= d1 bk1(N)式中 d1-----首次拉深直径(mm)b-----材料抗拉强度(Mpa)K-------修正系数半自动冲床机构设计3.1 简介图2.5半自动冲床包括冲制薄板零件的冲压机构和相关的上下料机构,主要动作有:1)冲压运动,冲头自最高位置向下以较小的速度接近板料,并以低速均匀压入下模,然后继续下行将成品推出下模型腔,最后快速返回,一个周期内运动要求如图 2.5所示。

冲裁力的计算公式:F=Kat=KLtTK:系数 1.3F:冲裁力A:冲裁断面面积量 m㎡L:冲裁断面周长 mmt:材料抗剪强度 MpaT:冲裁件厚度 mm卸料力=0.05*冲裁力推件力=0.055*冲裁力顶件力=0.06*冲裁力综合冲裁力=F+卸料力+推件力+顶件力冲床冲压力计算公式P=kltГ其中:k为系数,一般约等于1,l冲压后产品的周长,单位mm;t为材料厚度,单位mm;Г为材料抗剪强度.单位MPa 一般取320就可以.算出的结果是单位是牛顿,在把结果除以9800N/T,得到的结果就是数字是多少就是多少T.这个只能算大致的,为了安全起见,把以上得到的值乘以2就可以了,这样算出的值也符合复合模的冲压力.----------------------------------冲裁力计算公式:P=K*L*t*τP——平刃口冲裁力(N);t——材料厚度(mm);L——冲裁周长(mm);τ——材料抗剪强度(MPa);K——安全系数,一般取K=1.3.------------------------------------冲剪力计算公式:F=S*L*440/10000S——工件厚度L——工件长度一般情况下用此公式即可。
-------------------------------------冲压力是指在冲裁时,压力机应具有的最小压力。
P冲压=P冲裁+P卸料+P推料+P压边力+P拉深力。
冲压力是选择冲床吨位,进行模具强度。
刚度校核依据。
1、冲裁力:冲裁力及其影响周素:使板料分离动称作冲裁力.影响冲裁力的主要因素:2.冲裁力计算:P冲=Ltσb其中:P冲裁-冲裁力L-冲裁件周边长度t-板料厚度σb-材料强度极限σb-的参考数0.6 算出的结果单位为KN3、卸料力:把工件或废料从凸模上卸下的力Px=KxP冲其中Kx-卸料力系数Kx-的参考数为0.04 算出的结果单位为KN 4、推件力:将工件或废料顺着冲裁方向从凹模内推出的力Pt=KtPnKt-推件力系数n-留于凹模洞口内的件数其中:Px、Pt --分别为卸料力、推件力Kx,Kt分别是上述两种力的修正系数P——冲裁力;n——查正表卡在凹模洞口内的件数Kt的参考数为0.05,结果单位为KN5、压边力:P y=1/4 [D2—(d1+2R凹)2]P式中D------毛坯直径d1-------凹模直径R凹-----凹模圆角半径p--------拉深力6、拉深力:Fl= d1 bk1(N)式中d1-----首次拉深直径(mm)b-----材料抗拉强度(Mpa)K-------修正系数一般压力机所用到的力为公称压力的60%,最多不能超过65%,不然机器完蛋不说还有可能死人.公称压力F=F+Fx+Ft(弹性卸料装置下出料)F=F+Fx+Fd(弹性卸料装置上出料)F=F+Ft (刚性卸料装置下出料)FxFtFd分别为卸料力,推件力,顶件力.推件力Pt=KtPn n-留于凹模洞口内的件数n=h/t h=凹模洞口直刃壁的高度t=料的厚度材料的抗剪强度抗拉强度参数去书店翻翻比在网上找的快网上没电子版的资料,反正不怎么好找.其中:Px、Pt --分别为卸料力、推件力Kx,Kt分别是上述两种力的修正系数P——冲裁力;n——查正表卡在凹模洞口内的件数Kt的参考数为0.05,结果单位为KN5、压边力:P y=1/4 [D2—(d1+2R凹)2]P式中D------毛坯直径d1-------凹模直径R凹-----凹模圆角半径p--------拉深力6、拉深力:Fl= d1 bk1(N)式中d1-----首次拉深直径(mm)b-----材料抗拉强度(Mpa)K-------修正系数一般压力机所用到的力为公称压力的60%,最多不能超过65%,不然机器完蛋不说还有可能死人.公称压力F=F+Fx+Ft(弹性卸料装置下出料)F=F+Fx+Fd(弹性卸料装置上出料)F=F+Ft (刚性卸料装置下出料)FxFtFd分别为卸料力,推件力,顶件力.推件力Pt=KtPn n-留于凹模洞口内的件数n=h/t h=凹模洞口直刃壁的高度t=料的厚度材料的抗剪强度抗拉强度参数去书店翻翻比在网上找的快网上没电子版的资料,反正不怎么好找.《设计手册》和教科书上给出的计算公式如下:1、冲裁力冲裁力:F p=KLtτ(其中K一般取1.3)。

冲床冲压力计算公式P 公司内部编号:(GOOD-TMMT-MMUT-UUPTY-UUYY-DTTI-冲裁力的计算公式:F=Kat=KLtTK:系数F:冲裁力A:冲裁断面面积量m㎡L:冲裁断面周长mmt:材料抗剪强度MpaT:冲裁件厚度mm卸料力=*冲裁力推件力=*冲裁力顶件力=*冲裁力综合冲裁力=F+卸料力+推件力+顶件力冲床冲压力计算公式P=kltГ其中:k为系数,一般约等于1,l冲压后产品的周长,单位mm;t为材料厚度,单位mm;Г为材料抗剪强度.单位MPa 一般取320就可以 .算出的结果是单位是牛顿,在把结果除以9800N/T,得到的结果就是数字是多少就是多少T.这个只能算大致的,为了安全起见,把以上得到的值乘以2就可以了,这样算出的值也符合复合模的冲压力.----------------------------------冲裁力计算公式:P=K*L*t*τP——平刃口冲裁力(N);t——材料厚度(mm);L——冲裁周长(mm);τ——材料抗剪强度(MPa);K——安全系数,一般取K=.------------------------------------冲剪力计算公式:F=S*L*440/10000S——工件厚度L——工件长度一般情况下用此公式即可。
-------------------------------------冲压力是指在冲裁时,压力机应具有的最小压力。
P冲压=P冲裁+P卸料+P推料+P压边力+P拉深力。
冲压力是选择冲床吨位,进行模具强度。
刚度校核依据。
1、冲裁力:冲裁力及其影响周素:使板料分离动称作冲裁力.影响冲裁力的主要因素:2.冲裁力计算:P冲=Ltσb其中:P冲裁-冲裁力L-冲裁件周边长度t-板料厚度σb-材料强度极限σb-的参考数算出的结果单位为KN3、卸料力:把工件或废料从凸模上卸下的力Px=KxP冲其中Kx-卸料力系数 Kx-的参考数为算出的结果单位为KN 4、推件力:将工件或废料顺着冲裁方向从凹模内推出的力Pt=KtPnKt-推件力系数 n-留于凹模洞口内的件数其中:Px、Pt --分别为卸料力、推件力Kx,Kt分别是上述两种力的修正系数P——冲裁力;n——查正表卡在凹模洞口内的件数 Kt的参考数为,结果单位为KN5、压边力: P y=1/4 [D2—(d1+2R凹)2]P式中 D------毛坯直径d1-------凹模直径R凹-----凹模圆角半径6、拉深力: Fl= d1 bk1(N)式中 d1-----首次拉深直径(mm)b-----材料抗拉强度(Mpa)K-------修正系数一般压力机所用到的力为公称压力的60%,最多不能超过65%,不然机器完蛋不说还有可能死人.公称压力F=F+Fx+Ft(弹性卸料装置下出料)F=F+Fx+Fd(弹性卸料装置上出料)F=F+Ft (刚性卸料装置下出料)FxFtFd分别为卸料力,推件力,顶件力.推件力Pt=KtPn n-留于凹模洞口内的件数n=h/t h=凹模洞口直刃壁的高度t=料的厚度材料的抗剪强度抗拉强度参数去书店翻翻比在网上找的快网上没电子版的资料,反正不怎么好找.其中:Px、Pt --分别为卸料力、推件力Kx,Kt分别是上述两种力的修正系数P——冲裁力;n——查正表卡在凹模洞口内的件数 Kt的参考数为,结果单位为KN5、压边力: P y=1/4 [D2—(d1+2R凹)2]P式中 D------毛坯直径R凹-----凹模圆角半径p--------拉深力6、拉深力: Fl= d1 bk1(N)式中 d1-----首次拉深直径(mm)b-----材料抗拉强度(Mpa)K-------修正系数一般压力机所用到的力为公称压力的60%,最多不能超过65%,不然机器完蛋不说还有可能死人.公称压力F=F+Fx+Ft(弹性卸料装置下出料)F=F+Fx+Fd(弹性卸料装置上出料)F=F+Ft (刚性卸料装置下出料)FxFtFd分别为卸料力,推件力,顶件力.推件力Pt=KtPn n-留于凹模洞口内的件数n=h/t h=凹模洞口直刃壁的高度t=料的厚度材料的抗剪强度抗拉强度参数去书店翻翻比在网上找的快网上没电子版的资料,反正不怎么好找.《设计手册》和教科书上给出的计算公式如下:1、冲裁力冲裁力: Fp=KLtτ(其中K一般取)。
无凸缘圆筒形件的落料——拉深复合模具设计绪论毕业设计是为了模具设计与制造专业学生在学完基础理论课、技术基础课和专业课的基础上,所设置的一个重要环节。
目的就是为了运用我们所学课程的理论和生产实际知识,进行一次模具设计的实际训练,从而培养和提高我们独立工作的能力。
冲压模具设计通过收集资料、工艺分析、工艺计算、确定冲模的结构设计,各个零部件的设计、绘制模具总装配图、零件图,最后完善和书写设计说明书,终于完成整个的设计过程。
目前,我国冲压技术与先进工业发达国家相比还有一定差距,主要原因是我国在冲压基础理论及成形工艺、模具标准化、模具设计、模具制造工艺及设备等方面与工业发达国家尚有相当大的差距。
导致我国模具在寿命、效率、加工精度、生产周期等方面与先进工业发达国家的模具相比差距相当大。
随着科学技术的不断进步和工业生产的迅速发展,冲压加工作为现代工业领域内重要的生产手段之一,更加体现出其特有的优越性。
在现代工业生产中,由于市场竞争日益激烈,产品性能和质量要求越来越高,更新换代的速度越来越快,冲压产品正朝着复杂化、多样化、高性能、高质量方向发展,模具也正朝着复杂化、高效率、长寿命方向发展。
一、冲压成形理论及冲压工艺加强冲压变形基础理论的研究,以提供更加准确、实用、方便的计算方法,正确地确定冲压工艺参数和模具工作部分的几何形状和尺寸,解决冲压变形中出现的各种实际问题,进一步提高冲压件的质量。
研究和推广采用新工艺,如精冲工艺、软模成形工艺、高能高速成形工艺、超塑性成形工艺以及其他高效经济的成形工艺等,进一步提高冲压技术水平。
二、模具先进制造工艺及设备模具制造技术现代化是模具工业发展的基础。
计算机技术、信息技术、自动化技术等先进技术正在不断向传统制造技术渗透、交叉、融合,形成先进制造技术。
模具先进制造技术主要体现如下方面:1.高速铣削加工普通铣削加工采用低的进给速度和大的切削参数,而高速铣削加工则采用高的进给速度和小的切削参数。
冲床冲压力计算公式2007-01-22 13:57这下面有几个公式,任选一个就可以,只能算出个大概,我公司是用Excle做好的函数算的,非常精确,如果你想得到更精确的,我可以帮你算,把冲压产品的周长或规格,厚度,原材料材质(越详细越好,如钢铁的含碳量多少)发到我邮箱[email]*******************[/email],标题请注明"算冲压力",不然我会当垃圾邮件直接删的.我会在两天内回复,如果想自己算,就用下面的任一个公式都能算. ---------------------------------------冲床冲压力计算公司P=kltГ其中:k为系数,一般约等于1,l冲压后产品的周长,单位mm;t为材料厚度,单位mm;Г为材料抗剪强度.单位MPa .算出的结果是单位是牛顿,在把结果除以9800N/T,得到的结果就是数字是多少就是多少T.这个只能算大致的,为了安全起见,把以上得到的值乘以2就可以了,这样算出的值也符合复合模的冲压力. ----------------------------------冲裁力计算公式:P=K*L*t*τP——平刃口冲裁力(N);t——材料厚度(mm);L——冲裁周长(mm);τ——材料抗剪强度(MPa);K——安全系数,一般取K=1.3.------------------------------------冲剪力计算公式:F=S*L*440/10000S——工件厚度L——工件长度一般情况下用此公式即可。
-------------------------------------冲压力是指在冲裁时,压力机应具有的最小压力。
P冲压=P冲裁+P卸料+P推料+P压边力+P拉深力。
冲压力是选择冲床吨位,进行模具强度。
刚度校核依据。
1、冲裁力:冲裁力及其影响周素:使板料分离动称作冲裁力.影响冲裁力的主要因素:2.冲裁力计算:P冲=Ltσb其中:P冲裁-冲裁力L-冲裁件周边长度t-板料厚度σb-材料强度极限σb-的参考数0.6 算出的结果单位为KN3、卸料力:把工件或废料从凸模上卸下的力Px=KxP冲其中Kx-卸料力系数 Kx-的参考数为0.04 算出的结果单位为KN4、推件力:将工件或废料顺着冲裁方向从凹模内推出的力Pt=KtPnKt-推件力系数n-留于凹模洞口内的件数其中:Px、Pt --分别为卸料力、推件力Kx,Kt分别是上述两种力的修正系数P——冲裁力;n——查正表卡在凹模洞口内的件数Kt的参考数为0.05,结果单位为KN5、压边力:P y=1/4 [D2—(d1+2R凹)2]P式中 D------毛坯直径d1-------凹模直径R凹-----凹模圆角半径p--------拉深力6、拉深力: Fl= d1 bk1(N)式中 d1-----首次拉深直径(mm)b-----材料抗拉强度(Mpa)K-------修正系数其他回答共1 条压力机冲裁力计算公式:P=f Ltσb式中:f为经验系数,一般取0.6-0.9;L为单孔周长,mm;t为板材厚度,mm;σb为板材强度极限,MPa。
选自《冲模设计应用实例》机械工业出版社许发樾一、变薄拉深变薄拉深不同于一般的拉深,变薄拉深过程中工件的直径变化很小,工件的底部厚底没有变化,但工件的筒壁在变薄,工件高度在增加1、变薄拉深的特点(1)由于材料变形是处于均匀的压应力下,材料产生强烈冷作硬化,晶粒变细,强度增加,表面粗糙度细,R a在0.4μm以内。
(2)没有起皱,不需要压边圈。
(3)摩擦严重,对润滑及模具材料要求高。
(4)工件加工完要回火,以消除残余应力。
2、毛坯计算V0=α·V1(1.1)V0—坯料体积α—考虑修边余量所加的因素,α=1.1~1.2 本文取α=1.15V1—工件体积把零件近似的看出一个无盖薄圆筒,d内=66,d外=66.64,h外=120,h内=119.68V=π*r2*h=π×﹙33.322×120-332×119.68﹚=2895.168π设平板坯料的体积为V0=π4D02·t0代入公式(1.1)D0=√α∗V1t0∗π=√1.15×2895.168π0.32∗π=√10404.51≈102mm (1.2)D0—毛坯的直径t0—坯料厚度0.323、变薄拉深的工艺计算(1)变薄因数φ变薄拉深的变薄因数是断面面积的比值,即φn=A nA n−1(拉深后与拉深前面积之比)由于在变薄拉深中,工件的内径变化不大,故可认为φn=t nt n−1(1.3)t n、t n−1—分别为第n次及(n-1)次变薄拉深后零件的侧面厚度变薄因数的极限值取表4-19首次φ=0.50~0.60中间φ=0.62~0.68末次φ=0.72~0.77(2)各工序壁厚、直径、高度的确定各道工序的壁厚:t1=t0·φ1t0—坯料厚度t1—中间工序件的壁面厚度t1=0.32x0.60~0.32x0.50=0.192~0.16 取t1=0.17(1.4)t2=0.192x0.68~0.16x0.16=0.13~0.025 取t2=0.11各道工序的内径基本不变,为便于凸模顺利插入工件,故凸模直径应比上道工序的半成品内径小1%~3%因此d n−1=(1+C)* d n(1.5)d n—工件内径d n−1—第(n-1)道工序件的内径C—因数,C=0.01~0.03 C取0.02根据等体积法,推算各道工序的高度公式,见式(1.6)ℎn =t0∗(D02−Dn2)2∗t n∗(D n+d n)(1.6)ℎ1=0.32∗(1022−66.172)2∗0.17∗(66.17+66)≈43t0—坯料高度D0—坯料直径D n—工序件外径t n—工序件侧面壁厚d n—工序件内径ℎn—工序件高度ℎ1=0.32∗(1022−D n2)2∗t n∗(D n+d n)(3)拉深力圆筒形工件变薄的拉深力按式(1.7)计算F n=K*π*d n(t n−1-t n)*&bF n—拉深力(N)K—因数d n —工序直径 t n−1、t n —第n -1、n 道工序的侧壁厚 &b —材料的强度极限(Mpa )(取宝钢DI 材300MPa )F n =1.6×π×66.64×﹙0.32-0.11﹚×300=21103.058N二、排样1、排样的原则1)提高材料利用率。