第三章 砂型铸造
- 格式:ppt
- 大小:5.83 MB
- 文档页数:35

砂型铸造的概念
砂型铸造是一种在砂型中生产铸件的铸造方法。
造型材料是铸造砂和型砂粘结剂。
最常用的铸造砂是硅质砂,但硅砂的高温性能不能满足使用要求时则使用锆英砂、铬铁矿砂、刚玉砂等特种砂。
为了使制成的砂型和型芯具有一定的强度,在搬运、合型及浇注液态金属时不致变形或损坏,一般要在铸造中加入型砂粘结剂,将松散的砂粒粘结起来成为型砂。
应用最广的型砂粘结剂是粘土,也可采用各种干性油或半干性油、水溶性硅酸盐或磷酸盐和各种合成树脂作型砂粘结剂。
砂型铸造中所用的外砂型按型砂所用的粘结剂及其建立强度的方式
不同分为粘土湿砂型、粘土干砂型和化学硬化砂型 3 种。
粘土湿砂
型以粘土和适量的水为型砂的主要粘结剂,制成砂型后直接在湿态下合型和浇注。
湿型铸造历史悠久,应用较广。
湿型砂的强度取决于粘土和水按一定比例混合而成的粘土浆。
型砂一经混好即具有一定的强度,经舂实制成砂型后,即可满足合型和浇注的要求。
因此型砂中的粘土量和水分是十分重要的工艺因素。
以型砂和芯砂为造型材料制成铸型,液态金属在重力下充填铸型来生产铸件的铸造方法。
钢、铁和大多数有色合金铸件都可用砂型铸造方法获得。
由于砂型铸造所用的造型材料价廉易得,铸型制造简便,对铸件的单件生产、成批生产和大量生产均能适应,长期以来,一直是铸造生产中的基本工艺。


第3章铸造生产3.1 概述铸造是将熔化的金属液体浇注到与零件形状相似的铸型中,待其冷却凝固后获得一定形状和性能的毛坯或零件的成形方法。
3.1.1 铸造及其特点铸件一般是毛坯,需经切削加工后才能成为零件。
对精度要求较低和表面粗糙度参数值允许较大的零件,或经过特种铸造方法生产的铸件也可直接使用。
铸造生产方法很多,常见有两大类:1. 砂型铸造:用型砂紧实成型的铸造方法。
型砂来源广泛,价格低廉,且砂型铸造方法适应性强,因而是目前生产中用得最多、最基本的铸造方法。
2. 特种铸造:与砂型铸造不同的其它铸造方法,如熔模铸造、金属型铸造、压力铸造、低压铸造和离心铸造等。
铸造生产具有以下优点:1.可以制成外形和内腔十分复杂的毛坯。
如各种箱体、床身、机架等。
2. 适用范围广。
可铸造不同尺寸、重量及各种形状的工件;也适用于不同材料,如铸铁、铸钢、非铁合金。
铸件重量可以从几克到二百吨以上。
3. 原材料来源广泛。
还可利用报废的机件或切屑;工艺设备费用小,成本低。
4. 所得铸件与零件尺寸较接近。
可节省金属的消耗,减少切削加工工作量。
但铸件也有力学性能较差,生产工序多,质量不稳定,工人劳动条件差等缺点。
随着铸造合金、铸造工艺技术的发展,特别是精密铸造的发展和新型铸造合金的成功应用,使铸件的表面质量、力学性能都有显著提高,铸件的应用范围日益扩大。
铸件广泛用于机床制造、动力、交通运输、轻纺机械、冶金机械等设备。
铸件重量约占机器总重量的40%~85%。
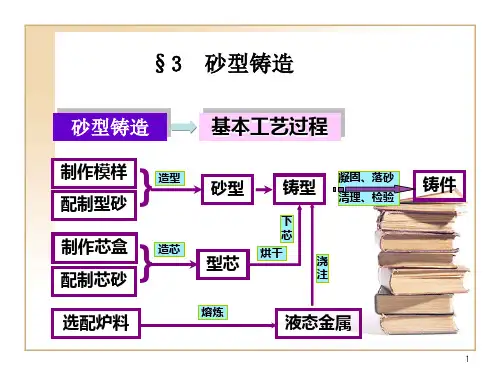
3.1.2 砂型铸造工艺过程砂型铸造的工艺过程如图3-1所示。
根据零件的形状和尺寸,设计制造模样和型芯盒;配制型砂和芯砂;用模样制造砂型;用型芯盒制造型芯;把烘干的型芯装入砂型并合型;将熔化的液态金属浇入铸型;凝固后经落砂、清理、检验即得铸件。
图3-2为铸件生产过程流程示意图。
图3-2 铸件生产过程流程示意图3.1.3 铸型的组成铸型是根据零件形状用造型材料制成的,铸型可以是砂型,也可以是金属型。
砂型铸造知识点总结1. 砂型铸造的原理砂型铸造是通过在石膏、粘土或硅树脂等材料制成的模具中,倒入熔化的金属,并在金属凝固后将模具破碎,得到所需的铸件。
它的原理是利用砂型的柔软和易于成型的特点,将其用于金属铸造,通过对砂型内部空腔和外部形状进行加工,以得到所需的铸件。
2. 砂型铸造的工艺流程砂型铸造的工艺流程主要包括模具制备、浇注、凝固冷却、脱模等几个步骤。
首先是对模具进行制备,通常使用湿砂型和干砂型两种方式。
然后是浇注,将熔化的金属倒入模具中,填满模具腔室。
接着是凝固冷却,待金属完全凝固后,可以进行脱模,将铸件从模具中取出,再进行后续的处理。
3. 不同类型的砂型铸造根据模具的不同,砂型铸造可以分为湿砂型和干砂型两种类型。
湿砂型是指在模具制备过程中,使用湿润的黏土或粘合剂拌合成模砂,然后将模砂填充到模具中,经过成型、干燥等步骤,最终形成砂型。
干砂型则是指使用无机粘结剂或有机粘结剂与干净的石英砂混合,制成模砂,经过振实、成型等步骤,形成模具。
4. 砂型铸造中的砂型材料砂型铸造中使用的砂型材料主要是石英砂、河砂等天然砂,以及黏土、石膏和硅树脂等粘合剂。
石英砂具有颗粒间的细腻、坚硬、高温抗性好等特点,是最常用的砂型材料。
而粘合剂的选择则取决于铸件的要求和生产的具体条件。
5. 砂型铸造中的缺陷和质量控制在砂型铸造中,常见的缺陷主要有气孔、砂眼、夹杂、收缩孔等。
这些缺陷的产生,通常与砂型的制备、浇注过程、金属凝固等相关。
因此,对于砂型铸造的质量控制至关重要,需要从原材料质量、工艺参数、操作技术、设备状态等方面进行全面管理和控制。
6. 砂型铸造的应用领域砂型铸造广泛应用于各种机械零部件、汽车零部件、船舶零部件、航空航天零部件等领域。
由于其工艺简单、成本低、适用范围广泛,因此在制造业中仍具有重要的地位。
7. 砂型铸造中的技术要点在砂型铸造的过程中,需要注意一些技术要点,以确保铸件的质量。
比如,在模具制备过程中,要注意砂型的成型和干燥,以免产生砂眼和气孔;在浇注过程中,要控制合金的温度和浇注速度,以免产生夹杂和收缩孔;在凝固冷却过程中,要控制冷却速度,以保证金属的组织结构和性能。