砂型铸造
- 格式:ppt
- 大小:6.12 MB
- 文档页数:42
砂型铸造的概念
砂型铸造是一种在砂型中生产铸件的铸造方法。
造型材料是铸造砂和型砂粘结剂。
最常用的铸造砂是硅质砂,但硅砂的高温性能不能满足使用要求时则使用锆英砂、铬铁矿砂、刚玉砂等特种砂。
为了使制成的砂型和型芯具有一定的强度,在搬运、合型及浇注液态金属时不致变形或损坏,一般要在铸造中加入型砂粘结剂,将松散的砂粒粘结起来成为型砂。
应用最广的型砂粘结剂是粘土,也可采用各种干性油或半干性油、水溶性硅酸盐或磷酸盐和各种合成树脂作型砂粘结剂。
砂型铸造中所用的外砂型按型砂所用的粘结剂及其建立强度的方式
不同分为粘土湿砂型、粘土干砂型和化学硬化砂型 3 种。
粘土湿砂
型以粘土和适量的水为型砂的主要粘结剂,制成砂型后直接在湿态下合型和浇注。
湿型铸造历史悠久,应用较广。
湿型砂的强度取决于粘土和水按一定比例混合而成的粘土浆。
型砂一经混好即具有一定的强度,经舂实制成砂型后,即可满足合型和浇注的要求。
因此型砂中的粘土量和水分是十分重要的工艺因素。
以型砂和芯砂为造型材料制成铸型,液态金属在重力下充填铸型来生产铸件的铸造方法。
钢、铁和大多数有色合金铸件都可用砂型铸造方法获得。
由于砂型铸造所用的造型材料价廉易得,铸型制造简便,对铸件的单件生产、成批生产和大量生产均能适应,长期以来,一直是铸造生产中的基本工艺。
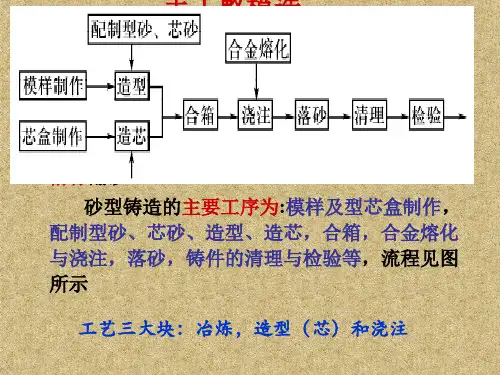
金属加工工艺砂型铸造——在砂型中生产铸件的铸造方法。
钢、铁和大多数有色合金铸件都可用砂型铸造方法获得。
由于砂型铸造所用的造型材料价廉易得,铸型制造简便,对铸件的单件生产、成批生产和大量生产均能适应,长期以来,一直是铸造生产中的基本工艺。
制造砂型的基本原材料是铸造砂和型砂粘结剂。
最常用的铸造砂是硅质砂。
硅砂的高温性能不能满足使用要求时则使用锆英砂、铬铁矿砂、刚玉砂等特种砂。
为使制成的砂型和型芯具有一定的强度,在搬运、合型及浇注液态金属时不致变形或损坏,一般要在铸造中加入型砂粘结剂,将松散的砂粒粘结起来成为型砂。
应用最广的型砂粘结剂是粘土,也可采用各种干性油或半干性油、水溶性硅酸盐或磷酸盐和各种合成树脂作型砂粘结剂。
砂型铸造中所用的外砂型按型砂所用的粘结剂及其建立强度的方式不同分为粘土湿砂型、粘土干砂型和化学硬化砂型3种。
以型砂和芯砂为造型材料制成铸型,液态金属在重力下充填铸型来生产铸件的铸造方法。
钢、铁和大多数有色合金铸件都可用砂型铸造方法获得粘土湿砂型铸造的优点是:①粘土的资源丰富、价格便宜。
②使用过的粘土湿砂经适当的砂处理后,绝大部分均可回收再用。
③制造铸型的周期短、工效高。
④混好的型砂可使用的时间长。
⑤砂型舂实以后仍可容受少量变形而不致破坏,对拔模和下芯都非常有利。
缺点是:①混砂时要将粘稠的粘土浆涂布在砂粒表面上,需要使用有搓揉作用的高功率混砂设备,否则不可能得到质量良好的型砂。
②由于型砂混好后即具有相当高的强度,造型时型砂不易流动,难以舂实,手工造型时既费力又需一定的技巧,用机器造型时则设备复杂而庞大。
③铸型的刚度不高,铸件的尺寸精度较差。
④铸件易于产生冲砂、夹砂、气孔等缺陷。
粘土湿砂型、粘土干砂型、化学硬化砂型消失模铸造(又称实型铸造)是将与铸件尺寸形状相似的石蜡或泡沫模型粘结组合成模型簇,刷涂耐火涂料并烘干后,埋在干石英砂中振动造型,在负压下浇注,使模型气化,液体金属占据模型位置,凝固冷却后形成铸件的新型铸造方法。

第一章砂型铸造§1-1 概述以型砂为材料制备铸型的铸造方法叫做砂型铸造。
有别于砂型铸造的其它铸造方法,称为特种铸造。
砂型铸造和特种铸造比较,其缺点是:劳动条件较差,铸件质量欠佳,铸型只能使用一次,生产率也较低。
优点是:不受零件的形状、大小、复杂程度及合金种类的限制;造型材料来源较广,生产准备周期短,成本低。
因此砂型铸造是铸造生产重应用最广泛的一种方法,世界各国用砂型铸造生产的铸件约占铸件总产量的80~90%砂型的种类常用的砂型有湿型、干型、表面干型和各种化学硬化砂型(自硬砂型)。
湿型:向石英砂中加入适量的粘土和水分,混制而成的型砂称为湿型砂。
用湿型砂舂实,浇注前不烘干的砂型称为湿型。
铝合金、镁合金铸件、小型铸铁件的生产常使用湿型。
湿型可使铸件生产周期缩短,生产率高,经济;由于不必烘干及不需要相应的烘干装置,故节省投资及能源消耗;易于实现机械化和自动化;比干型生产劳动条件好。
干型:经过烘干的砂型称为干型。
烘干后增加了强度和透气性,显著降低发气性,大大减少了由于铸型方面的原因而产生的气孔、砂眼、胀砂、夹砂等缺陷。
干型的缺点是生产周期长,需要烘干设备,增加燃料消耗,恶化劳动条件,难于实现机械化和自动化。
主要用于质量要求高,结构复杂,单件、小批生产的中大型铸件上。
表面干型:铸件表面仅有一层很薄的型砂被干燥(干燥层一般为15~20mm厚),铸型其余部分仍然是湿的,故称表面干型。
表面干型介于湿型和干型之间,既有湿型的优点,又有湿型达不到的性能。
表面干型常用于生产中、大型铝铸件和铸铁件。
化学硬化砂型(自硬砂型):铸型靠型砂自身的化学反应而硬化,一般不需要烘干,或只经低温烘烤。
优点是强度高,节约能源、效率高。
但成本较高,有的易产生粘砂等缺陷。
自硬砂型目前用得较多的有用水玻璃作粘结剂的水玻璃砂型以及用合成树脂作粘结剂的树脂砂型等。
自硬砂型对于各种铸件均可采用。
§1-2 铸造用砂粘土型砂粘土砂是以原砂和粘土为主要材料配制成的型(芯)砂。
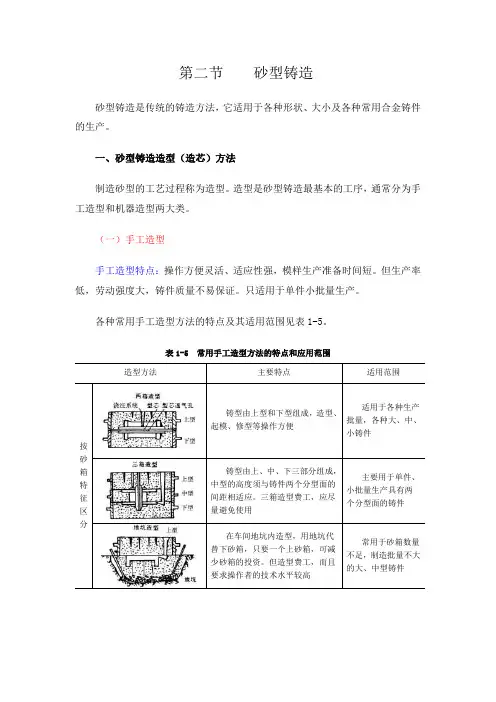
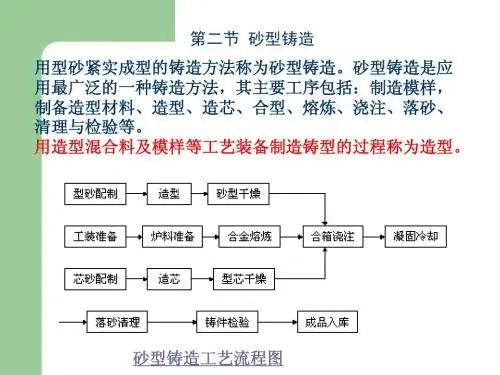
第二节砂型铸造砂型铸造是传统的铸造方法,它适用于各种形状、大小及各种常用合金铸件的生产。
一、砂型铸造造型(造芯)方法制造砂型的工艺过程称为造型。
造型是砂型铸造最基本的工序,通常分为手工造型和机器造型两大类。
(一)手工造型手工造型特点:操作方便灵活、适应性强,模样生产准备时间短。
但生产率低,劳动强度大,铸件质量不易保证。
只适用于单件小批量生产。
各种常用手工造型方法的特点及其适用范围见表1-5。
表1-5 常用手工造型方法的特点和应用范围造型方法主要特点适用范围按砂箱特征区分铸型由上型和下型组成,造型、起模、修型等操作方便适用于各种生产批量,各种大、中、小铸件铸型由上、中、下三部分组成,中型的高度须与铸件两个分型面的间距相适应。
三箱造型费工,应尽量避免使用主要用于单件、小批量生产具有两个分型面的铸件在车间地坑内造型,用地坑代替下砂箱,只要一个上砂箱,可减少砂箱的投资。
但造型费工,而且要求操作者的技术水平较高常用于砂箱数量不足,制造批量不大的大、中型铸件铸型合型后,将砂箱脱出,重新用于造型。
浇注前,须用型砂将脱箱后的砂型周围填紧,也可在砂型上加套箱主要用在生产小铸件,砂箱尺寸较小按模样特征区分模样是整体的,多数情况下,型腔全部在下半型内,上半型无型腔。
造型简单,铸件不会产生错型缺陷适用于一端为最大截面,且为平面的铸件模样是整体的,但铸件的分型面是曲面。
为了起模方便,造型时用手工挖去阻碍起模的型砂。
每造一件,就挖砂一次,费工、生产率低用于单件或小批量生产分型面不是平面的铸件为了克服挖砂造型的缺点,先将模样放在一个预先作好的假箱上,然后放在假箱上造下型,省去挖砂操作。
操作简便,分型面整齐用于成批生产分型面不是平面的铸件将模样沿最大截面处分为两半,型腔分别位于上、下两个半型内。
造型简单,节省工时常用于最大截面在中部的铸件铸件上有妨碍起模的小凸台、肋条等。
制模时将此部分作成活块,在主体模样起出后,从侧面取出活块。
砂型铸造的分类砂型铸造是指将熔化后的金属倒入砂型中进行铸造的一种工艺。
按照不同的分类标准,砂型铸造可以分为多种类型,下面就对其进行详细介绍。
一、按照砂型材料分类1. 硅砂铸造硅砂是一种常见的砂型材料,其耐高温、抗压强度高、易于加工等特点,使其成为铸造行业最常用的砂型材料之一。
硅砂铸造适用于各种材料的铸造,如铁、钢、铜、铝等。
2. 石膏砂铸造石膏砂铸造主要用于铸造锌合金、铝合金等低熔点金属。
石膏砂铸造具有成本低、制作简单、铸件表面光滑等优点。
3. 粘土砂铸造粘土砂铸造是一种传统的砂型铸造工艺,在冶金、航空、机械等领域得到广泛应用。
粘土砂铸造可用于铸造各种材料,如铁、钢、铜、铝等。
二、按照铸件形状分类1. 平板砂铸造平板砂铸造用于制造平面或近似平面的铸件,如平板、板状零件等。
平板砂铸造的特点是铸件精度高、表面光滑、尺寸稳定。
2. 壳型砂铸造壳型砂铸造是一种高精度、高质量的铸造工艺,适用于制造形状复杂、尺寸精度高的铸件,如涡轮叶片、航空发动机叶轮等。
3. 砂芯砂铸造砂芯砂铸造是一种通过在砂型中插入砂芯,使铸件中产生内腔或复杂空间结构的铸造工艺。
砂芯砂铸造适用于制造具有内腔或复杂结构的铸件,如汽车发动机缸体、水泵叶轮等。
三、按照铸造方法分类1. 真空砂铸造真空砂铸造是一种在真空环境下进行的铸造工艺。
真空砂铸造可消除气孔、夹杂等缺陷,提高铸件质量和性能。
2. 低压砂铸造低压砂铸造是一种通过在熔融金属上施加一定的压力,使其在砂型中充填的铸造工艺。
低压砂铸造适用于制造高精度、高质量的铸件。
3. 高压砂铸造高压砂铸造是一种将熔融金属通过高压喷射入砂型中进行铸造的工艺。
高压砂铸造具有生产效率高、成本低等优点,适用于大批量铸造。
砂型铸造是一种应用广泛的铸造工艺,其分类也十分多样化。
在实际应用中,铸造厂家可以根据铸件的形状、材料、生产需求等因素选择不同的砂型铸造工艺,以达到最佳的铸造效果。