砂型铸造造型方法
- 格式:pptx
- 大小:796.06 KB
- 文档页数:29
砂型铸造造型方法嘿,朋友们!今天咱来聊聊砂型铸造造型方法,这可是个超级有趣的事儿呢!你想想啊,砂型铸造就像是搭积木,只不过我们搭的不是普通积木,而是能变成各种形状金属制品的神奇“积木”。
先得有一堆细细软软的砂,就像我们小时候玩的沙子一样。
然后呢,根据我们想要的东西的形状,做出一个模子来。
这模子可重要啦,就好比是一个蓝图,决定了最后出来的东西长啥样。
做模子的时候可得仔细喽,不能有一点儿马虎。
就好像你要给好朋友做个礼物,肯定得精心准备呀。
用专门的工具把砂弄成合适的形状,这里按一按,那里压一压,让砂乖乖地听你的话。
有时候我都觉得自己像个神奇的魔法师,能把这些砂变成各种各样的宝贝。
等模子做好了,接下来就是往里面灌金属液啦。
这就像是给模子注入灵魂一样,神奇吧!看着那滚烫的金属液慢慢填满模子的每一个角落,心里那个期待呀,真希望一下子就能看到成品。
在这个过程中,也会遇到一些小麻烦呢。
比如说砂可能会不太听话,到处乱跑;或者金属液的温度没控制好,哎呀,那可就糟糕啦!这就好像你走路的时候不小心摔了一跤,得赶紧爬起来继续走呀。
可不能因为这点小挫折就放弃啦,对吧?砂型铸造造型方法可是有着悠久历史的呢,从古至今,人们都在用它来制造各种各样的东西。
它就像是一个默默奉献的老朋友,一直陪伴着我们。
虽然现在有了很多高科技的制造方法,但砂型铸造依然有着它独特的魅力呀!你说,要是没有砂型铸造,我们的生活得少了多少有趣的东西呀?那些精美的铸件,不都是通过这种看似简单却又充满奥秘的方法制造出来的嘛。
所以呀,可别小看了砂型铸造哦,它可是个大功臣呢!总之呢,砂型铸造造型方法就是这么神奇又有趣,它让我们能把想象变成现实,能制造出各种我们想要的东西。
这难道不令人惊叹吗?大家都快来试试吧,感受一下砂型铸造的魅力!原创不易,请尊重原创,谢谢!。
手工砂型铸造常用的基本造型方法
手工砂型铸造是一种常用的铸造方法,它适用于各种形状和大小
的产品制造。
以下是手工砂型铸造常用的基本造型方法:
1. 分割法:是将铸件的轮廓和外形分割成几个独立的部分,然后
按照一定的顺序粘贴砂型、涂覆熔化金属和浇注。
2. 挖孔法:是将铸件的轮廓挖成一定形状的孔洞,然后粘贴砂型、涂覆熔化金属和浇注。
3. 铸造法:是将铸件的轮廓和外形铸造成形状和尺寸的砂型,然
后在砂型上按照一定的方法进行装饰和保护,再涂覆熔化金属和浇注。
4. 粘砂法:是将砂型表面涂上一层熔融的砂,然后将其与铸件一
起放入铸造机中浇注。
5. 砂型和金属的综合法:是将铸件的轮廓和外形先铸造成砂型,
然后在砂型表面涂覆一层金属,再将其与砂型分离,然后用砂型铸造
方法制造铸件。
以上是手工砂型铸造常用的基本造型方法,根据不同的产品和铸
件的特点,可以选择不同的方法进行制造。
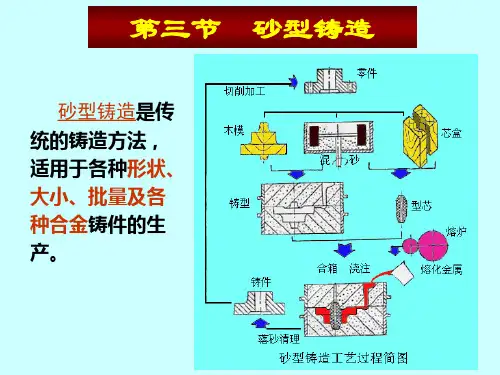
用型砂紧实成型进行铸造的方法,称为砂型铸造。
砂型铸造生产的铸件占铸件总产量的80%以上,而在砂型铸造中,重要而大量的工作是制造铸型。
与其它金属加工方法相比,铸造具有如下优点:(1)原材料来源广。
(2)生产成本低。
(3)铸件形状与零件接近,尺寸不受限制。
但铸造生产目前还存在着若干问题,如铸件内部组织粗大,常有缩松、气孔等铸造缺陷,导致铸件力学性能不如锻件高。
铸造工序多,而且一些工艺过程还难以精确控制,使得铸件质量不够稳定,废品率高。
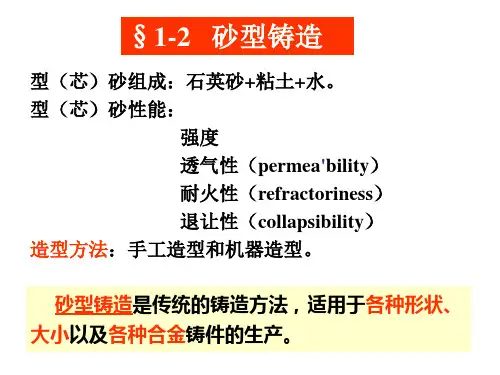
砂型铸造所用的型(芯)砂由原砂和粘结剂组成,必要时,还加入各种附加物。
原砂是耐高温材料。
常用的是含SiO2较多的硅砂。
常用的粘结剂有粘土、水玻璃等。
型砂和芯砂应具有以下性能:(1)透气性(2)强度(3)耐火度(4)可塑性(5)退让性上述性能要求是最基本的,有时又是互相矛盾的,因此,要求型砂具有良好的综合性能。
生产中常采用砂子、粘土(常用膨润土)和水等经混制而成的粘土砂。
为满足透气性、型砂中还可加入锯末、煤粉等。
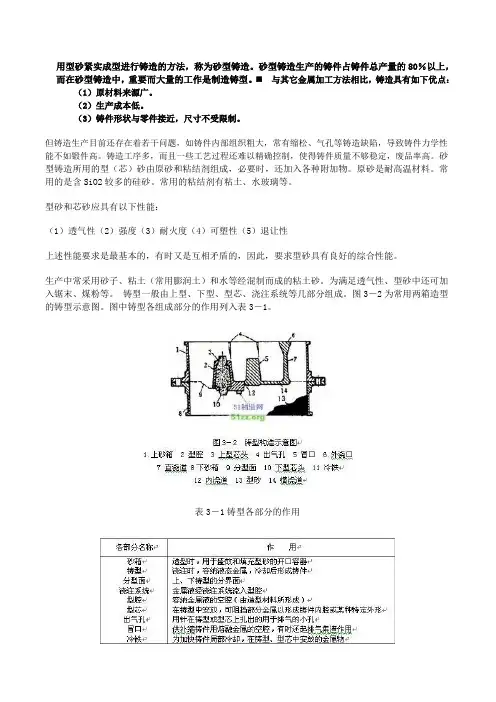
铸型一般由上型、下型、型芯、浇注系统等几部分组成。
图3-2为常用两箱造型的铸型示意图。
图中铸型各组成部分的作用列入表3-1。
表3-1铸型各部分的作用型芯的作用及形成3、型芯是砂型中的重要组成部分,在制造中空铸件或有妨碍起模的凸台铸件时,往往要使用型芯。
常用的型芯有:(1)水平型芯,(2)垂直型芯,(3)悬臂型芯,(4)悬吊型芯,(5)引伸型芯(有利于取模),(6)外型芯(可使三箱造型变为两箱造型)等。
图3-3是上述几种型芯的示意图。
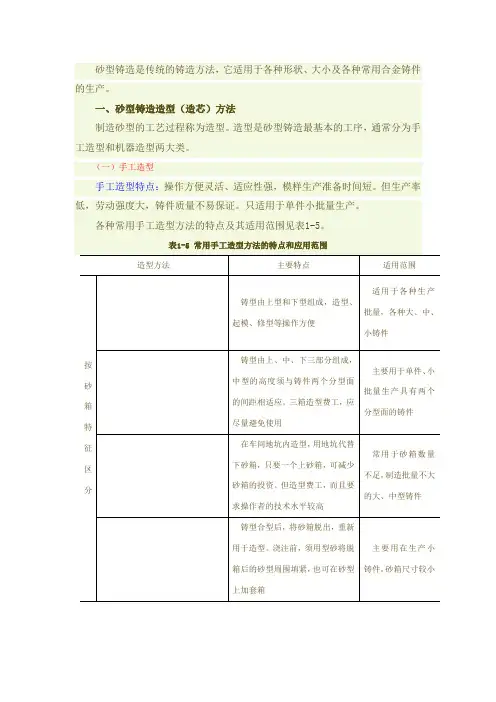
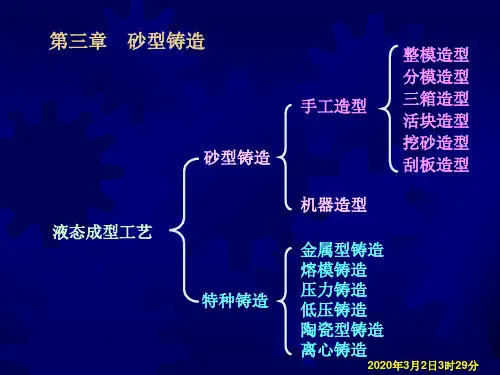
造型方法按砂型紧实方式分为手工造型和机器造型两大类。
手工造型手工造型是全部用手工或手动工具紧实型砂、制成砂型的造型方法。
其优点是操作方便,灵活性强,特别适合于单件小批生产。
用机器全部完成或至少完成紧砂操作的造型方法称为机器造型。
按紧砂和起模方式不同,有多种不同类型的机器造型方法及相应的造型机。
手工造型工序流程。
根据铸件结构、生产批量和生产条件,可选用不同的手工造型方法。
砂型铸造的造型方法
砂型铸造是一种常用的铸造方法,其造型步骤包括以下几个主要步骤:
1. 设计和制作模型:首先,根据设计要求绘制产品的三维模型,然后使用适当材料制作模型。
2. 准备砂型:将模型放入一个盒子中,然后用特殊砂粒覆盖模型,保持模型周围的砂粒的均匀分布。
可以使用特殊的砂子来制作砂型,以便在完成后能够容易地分离出铸件。
3. 组合和固化砂型:盒子内的砂粒通过使用轻微的振动或机器提供的压力,并在模型顶部加入支撑结构(如卡盘)来紧密固化。
4. 砂芯制备:如果需要内部空腔或管道,可以制作砂芯并将其放入砂型中。
5. 熔炼金属:将金属熔炼成液态,并控制其温度和化学成分,以确保在铸造时能够满足所需的性能。
6. 浇注金属:将熔融金属缓慢地倒入固化的砂型中,填充完全。
7. 冷却和凝固:让铸件在砂型中冷却和凝固,使其达到所需的硬度。
8. 破碎和分离:将砂型从冷却的铸件上破碎和分离,通常使用振动或机器进行去砂。
9. 去除缺陷和表面处理:检查铸件,去除任何缺陷或杂质,并进行表面处理(如打磨、喷漆等)以满足最终要求。
10. 检验和包装:对铸件进行质量检查,并将其妥善包装以便运输和贮存。
以上是砂型铸造的一般造型方法,具体的步骤可能会因铸件的要求和设备的不同而有所变化。
砂型铸造造型的实验原理
砂型铸造造型的实验原理如下:
1. 将砂与粘结剂、添加剂等混合,使砂获得一定的塑性。
2. 将混砂压实在型板模型上,砂获得模型的轮廓,这是下砂。
3. 小心取出模型,留下其印模的空腔,作为铸件的形状。
4. 根据所铸铸件的形状,合理设置流道和浇注系统。
5. 再覆盖上砂,使砂型完整封闭,这是上砂。
6. 将熔融的金属从浇口灌入砂型腔内,冷却凝固后破损砂型取出铸件。
7. 砂型硬度要适中,既要能承受金属压力,又要便于去型。
8. 金属凝固时,砂型需要给予较好的通气效果。
9. 实验可观察不同压实程度、含水量对砂型性能的影响。
10. 也可以研究不同型砂配方、不同模型形状对铸件表面质量的影响。
通过反复实验,可以全面掌握砂型铸造的技能。
砂型铸造的造型方法砂型铸造是一种常见的金属铸造方法,也是一种常用的制造大型铸件的工艺。
该方法通过使用砂型来制造金属铸件。
砂型是一种由砂子和粘结剂构成的模具,它能够承受高温和高压,适用于各种金属的铸造。
砂型铸造的过程通常包括模具制备、铸造准备、浇注、冷却和清洁等步骤。
首先,模具制备是砂型铸造过程的第一步。
模具是根据铸件形状和尺寸而制作的,它通常由两个部分组成:上模和下模。
上模是在模具箱的上部放置的,而下模则是在模具箱的下部。
模具箱通常是用木材或金属制成的,它是为了容纳和支撑砂型而存在的。
模具制备的第二步是填充砂子。
砂子是砂型的主要成分,它需要根据铸件的形状进行筛选和处理。
在填充砂子之前,需要在上模和下模上涂抹一层分离剂,以防止砂子附着在模具上。
填充砂子后,上下模需要合拢并进行压实,以确保砂型的准确性和稳定性。
铸造准备是砂型铸造的第三步。
在此阶段中,铸模需要进行细化和修整,以确保最终的铸件质量。
细化可以使用工具来进行,例如刮刀和刷子。
修整的目的是去除砂型的顶部,并使其平整且有边缘。
浇注是砂型铸造的关键一步。
在浇注之前,需要配置铸造熔融金属,并将其倒入砂型中。
一般情况下,铸造熔融金属是通过高温熔炉来实现的,例如电弧炉或感应炉。
同时,需要注意控制浇注速度和温度,以确保铸造熔融金属能够充分填充砂型,并确保铸件的质量。
在浇注后,需要等待一段时间进行冷却。
冷却的时间根据铸件的材料和尺寸而定。
冷却是为了使铸件从高温状态冷却到室温,并使其形成良好的结构和性能。
最后,完成了冷却之后,需要对铸件进行清洁和处理。
清洁的目的是去除铸件表面的残留砂子和氧化物,以使其具有光滑的表面和良好的外观。
处理是为了加工铸件,例如修整边缘,并进行热处理和表面处理,以提高其性能和耐用性。
总的来说,砂型铸造是一种常见和重要的金属铸造方法。
它具有生产效率高、成本低、适用范围广等优点,已被广泛应用于汽车制造、机械制造和航空航天等领域。
然而,砂型铸造也有一些缺点,例如制造周期长、砂型易变形和精度低等问题。
砂型铸造的造型方法砂型铸造,那可是一门超级酷炫的工艺!就像一位神奇的魔法师,能把普通的沙子变成各种精美的铸件。
先说说砂型铸造的步骤吧!嘿,你想想看,这就好比搭积木,只不过搭的不是普通的积木,而是能变成宝贝的“魔法积木”。
首先呢,要准备好模样,这模样就像是宝贝的蓝图,决定了最后铸件的形状。
然后,把型砂放到模样周围,小心翼翼地压实,就像给宝贝盖被子一样,可不能有一丝马虎。
接着,把模样取出来,哇,这时候就出现了一个和宝贝一模一样的型腔啦!再把熔炼好的金属液倒进型腔里,等它冷却凝固,嘿,一个崭新的铸件就诞生啦!这过程是不是超神奇?在这个过程中有啥注意事项呢?哎呀,那可不少呢!型砂的质量得过关吧?要是型砂不好,就像盖房子用了劣质的砖头,那能结实吗?还有啊,压实型砂的时候可得用力均匀,不然铸件就会出现缺陷,这就好比做蛋糕没把面糊搅拌均匀,最后出来的蛋糕肯定不好看。
倒金属液的时候也得小心,不能太快也不能太慢,太快了会溅出来伤人,太慢了又会影响铸件的质量,这可真是个技术活!那砂型铸造安全不?稳定不?当然啦!只要你严格按照步骤来,注意各种安全事项,砂型铸造是很安全的。
就像开车一样,只要你遵守交通规则,系好安全带,就不会有问题。
而且砂型铸造的工艺已经很成熟了,稳定性那是杠杠的。
只要你把每一个环节都做好,就不用担心铸件会出问题。
砂型铸造都用在啥地方呢?那可多了去了!汽车零件、机械零件、各种工艺品,都可以用砂型铸造来做。
为啥呢?因为砂型铸造有很多优势啊!首先,成本低,就像买东西找了个便宜又好用的渠道。
型砂很容易得到,而且制作过程也不复杂,所以成本相对较低。
其次,适应性强,不管你要做啥形状的铸件,砂型铸造都能满足你,这就像一个万能的工具,啥活都能干。
还有啊,砂型铸造可以生产出很大的铸件,这可不是其他铸造方法能比的,就像大力士能举起很重的东西一样。
给你举个实际案例吧!有一家汽车制造公司,他们需要生产一种发动机缸体。
如果用其他铸造方法,成本高不说,还不一定能做出这么大的铸件。
砂型铸造造型方法
砂型铸造是一种常见的金属铸造方法,它利用砂模来制作金属铸件的外形。
砂型铸造的主要步骤包括模具制作、砂芯制作、浇注和冷却凝固。
1. 模具制作:根据需要铸造的零件外形和尺寸,使用模具材料制作模具。
常用的模具材料包括砂土、石膏、陶瓷等。
模具可以分为单件模和多件模,单件模适用于生产小批量的铸件,而多件模适用于大批量生产。
2. 砂芯制作:一些复杂形状的铸件需要内部空腔,这时需要制作砂芯来形成内孔。
砂芯可以通过手工或机械设备制作,常用的砂芯材料包括天然砂、化学固化砂、水玻璃砂等。
3. 浇注:在模具内放置好砂芯后,将熔化的金属倒入模腔内。
一般采用重力浇注或压力浇注的方式,确保金属充满整个模腔,并尽量避免气孔等缺陷的产生。
4. 冷却凝固:待金属充分冷却凝固后,可以将模具打开,取出成品铸件。
然后对铸件进行去毛刺、修整等后处理工艺,使其满足设计要求。
总的来说,砂型铸造是一种传统、经济、灵活的铸造方法,适用于各种形状和尺寸的铸件生产,广泛应用于工业领域。