砂型铸造的方法
- 格式:ppt
- 大小:1.24 MB
- 文档页数:129

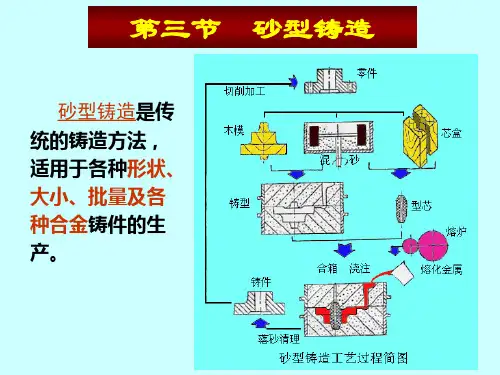
砂型铸造主要步骤砂型铸造工艺是以砂为主要造型材料制备铸型的一种铸造方法。
砂型铸造是最传统的铸造方法。
结合砂型铸造的自身特点,不受零件形状、大小、复杂程度及合金种类的限制,生产周期短,成本低。
因此砂型铸造依旧是铸造生产中应用最广泛的铸造方法,尤其是单件或小批量铸件!传统砂型铸造工艺的基本流程有以下几步:配砂、制模、造芯、造型、浇注、落砂、打磨加工、检验等步骤。
1、配砂阶段,制备型砂和芯砂,供造型所用,一般使用混砂机放入旧图和适量黏土就行搅拌。
2、制模阶段,根据零件图纸制作模具和芯盒,一般单件可以用木模、批量生产可制作塑料模具或金属模(俗称铁模或钢模),大批量铸件可以制作型板。
现在模具基本都是用雕刻机所以制作周期大大缩短,制模一般需要2~10天不等。
3、造型(制芯)阶段,包括了造型(用型砂形成铸件的型腔)、制芯(形成铸件的内部形状)、配模(把坭芯放入型腔里面,把上下砂箱合好)。
造型是铸造中的关键环节。
4、熔炼阶段,按照所需要的金属成分配好化学成分,选择合适的熔化炉熔化合金材料,形成合格的液态金属液(包括成分合格,温度合格)。
熔炼一般采用冲天炉或者电炉(由于环保要求,冲天炉现在基本取缔,基本使用电炉)5、浇注阶段,用铁水包把电炉里融化的铁水注入造好的型里。
浇注铁水需要注意浇注的速度,让铁水注满整个型腔。
另外浇注铁水比较危险需要注意安全!6、清理阶段,浇注后等熔融金属凝固后,拿锤子去掉浇口并震掉铸件的砂子,然后使用喷砂机进行喷砂,这样铸件表面会显得很干净!对要求不严格的铸件毛坯经过检查基本就可以出厂了。
7、铸件加工,对于一些有特别要求的铸件或一些铸造无法达到要求的铸件,可能需要简单加工。
一般使用砂轮或磨光机进行加工打磨,去掉毛刺,让铸件更光洁。
8、铸件检验,铸件检验一般在清理或加工阶段过程中,不合格的一般就已经发现挑出来了。
但有一些铸件有个别要求,需要再进行检查一遍。
比如有些铸件需要中心孔能插入5厘米的轴,那么就需要拿5厘米的轴进行穿一下试一试。
砂型铸造的工艺过程
砂型铸造的工艺过程
砂型铸造是一种制造金属零件的重要工艺,它主要是通过在成型模具中注入熔融金属,浇铸成型件,再经过热处理加工成型。
砂型铸造包括三个基本步骤:模具制作、铸件制作、热处理加工。
下面就来详细介绍下砂型铸造的工艺步骤:
一、模具制作
模具制作是砂型铸造工艺中的第一步,它根据铸件图纸要求而制作出的由砂型铸造砂组成的砂型,用于成型铸件。
由于型腔之间的温度差,因而在型腔内注入的熔融金属就会凝固成所需的形状。
1、首先,根据铸件图纸,设计砂型,这里需要考虑型腔的形状、位置、尺寸、回转角度等。
2、其次,根据砂型的设计图,按照由大而小的尺寸,用砂型铸造砂组合成型腔。
3、最后,将模具的砂型组成的型腔固定位置,制作好模具。
二、铸件制作
铸件制作是砂型铸造工艺中的第二步,其主要是将熔融金属倒入模具内,然后进行铸造,以便形成所需的金属铸件。
1、首先,根据铸件图纸规定的材料,将相应的金属材料加入电熔炉中,加热熔融,获得所需的熔融金属。
2、其次,将熔融金属倒入模具内,使其填满模具内的型腔。
3、最后,将模具放入电熔炉中,进行熔炼,当金属凝固时,就
可以取出模具,打开模具,拆出金属铸件。
三、热处理加工
热处理加工是砂型铸造工艺中的第三步,它主要是利用加热和冷却等技术,对砂型铸件进行处理,改变其物理性能,以满足使用要求。
1、首先,将打磨干净的金属铸件放入热处理炉内。
2、其次,根据铸件所需的性能要求,设定加热温度、保温时间、冷却速度等参数。
3、最后,将热处理完成的金属铸件拆出热处理炉,进行粗抛光处理,完成砂型铸造工艺。
手工砂型铸造常用的基本造型方法
手工砂型铸造是一种常用的铸造方法,它适用于各种形状和大小
的产品制造。
以下是手工砂型铸造常用的基本造型方法:
1. 分割法:是将铸件的轮廓和外形分割成几个独立的部分,然后
按照一定的顺序粘贴砂型、涂覆熔化金属和浇注。
2. 挖孔法:是将铸件的轮廓挖成一定形状的孔洞,然后粘贴砂型、涂覆熔化金属和浇注。
3. 铸造法:是将铸件的轮廓和外形铸造成形状和尺寸的砂型,然
后在砂型上按照一定的方法进行装饰和保护,再涂覆熔化金属和浇注。
4. 粘砂法:是将砂型表面涂上一层熔融的砂,然后将其与铸件一
起放入铸造机中浇注。
5. 砂型和金属的综合法:是将铸件的轮廓和外形先铸造成砂型,
然后在砂型表面涂覆一层金属,再将其与砂型分离,然后用砂型铸造
方法制造铸件。
以上是手工砂型铸造常用的基本造型方法,根据不同的产品和铸
件的特点,可以选择不同的方法进行制造。
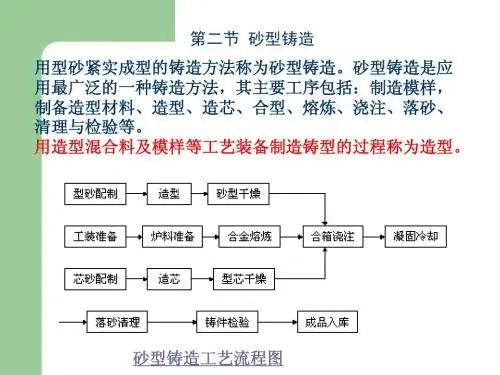
简述砂型铸造的工艺过程
砂型铸造是一种常见的金属铸造工艺,下面是砂型铸造的一般工艺过程:
1. 模具设计:根据零件图纸和要求,设计制作模具,包括模具座、模具箱和砂芯。
2. 模型制作:根据零件图纸,制作零件的砂型。
一般情况下,砂型可以通过两种方式制作,即翻砂法和直板法。
3. 砂芯制作:如果零件内部有空腔或中空结构,需要制作砂芯并嵌入到砂型中。
砂芯通常采用粘结剂,在模具中制作成所需形状。
4. 砂型组装:将制作好的砂型和砂芯进行组装,形成完整的模具。
5. 熔炼金属:根据零件要求,选择合适的金属材料,加热熔化。
6. 倒铸:将熔化的金属倒入准备好的模具中,使金属充分填充整个空腔。
7. 冷却:待金属冷却凝固后,将模具打开,取出铸件。
8. 后处理:对铸件进行修整、去除余砂、修磨、抛光等处理,使其达到要求的尺寸、表面质量和形状。
9. 检验:对铸件进行外观检验、尺寸检验和性能检验,确保铸件的质量满足要求。
10. 产品竣工:经过检验合格的铸件,可进行表面处理、组装或安装,最终成为制品。
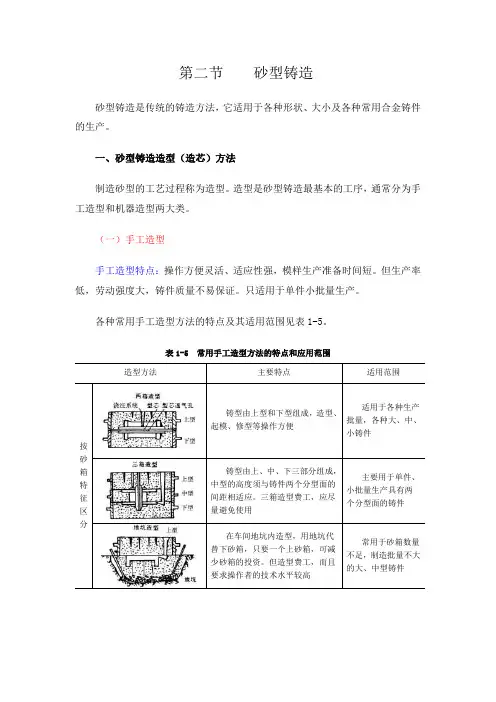
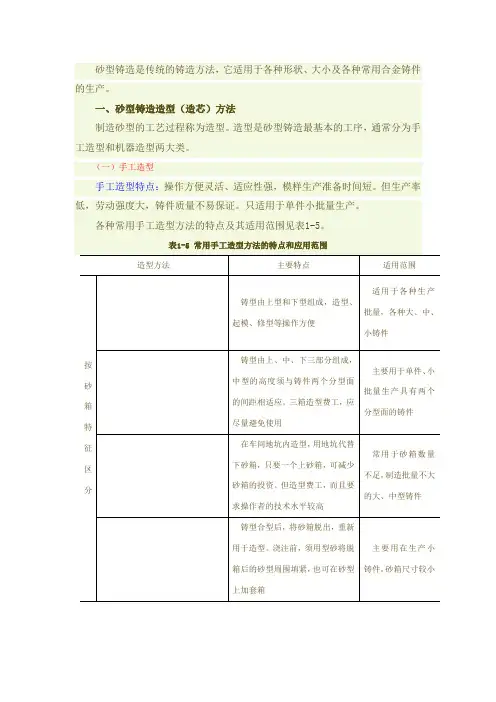
第二节砂型铸造砂型铸造是传统的铸造方法,它适用于各种形状、大小及各种常用合金铸件的生产。
一、砂型铸造造型(造芯)方法制造砂型的工艺过程称为造型。
造型是砂型铸造最基本的工序,通常分为手工造型和机器造型两大类。
(一)手工造型手工造型特点:操作方便灵活、适应性强,模样生产准备时间短。
但生产率低,劳动强度大,铸件质量不易保证。
只适用于单件小批量生产。
各种常用手工造型方法的特点及其适用范围见表1-5。
表1-5 常用手工造型方法的特点和应用范围造型方法主要特点适用范围按砂箱特征区分铸型由上型和下型组成,造型、起模、修型等操作方便适用于各种生产批量,各种大、中、小铸件铸型由上、中、下三部分组成,中型的高度须与铸件两个分型面的间距相适应。
三箱造型费工,应尽量避免使用主要用于单件、小批量生产具有两个分型面的铸件在车间地坑内造型,用地坑代替下砂箱,只要一个上砂箱,可减少砂箱的投资。
但造型费工,而且要求操作者的技术水平较高常用于砂箱数量不足,制造批量不大的大、中型铸件铸型合型后,将砂箱脱出,重新用于造型。
浇注前,须用型砂将脱箱后的砂型周围填紧,也可在砂型上加套箱主要用在生产小铸件,砂箱尺寸较小按模样特征区分模样是整体的,多数情况下,型腔全部在下半型内,上半型无型腔。
造型简单,铸件不会产生错型缺陷适用于一端为最大截面,且为平面的铸件模样是整体的,但铸件的分型面是曲面。
为了起模方便,造型时用手工挖去阻碍起模的型砂。
每造一件,就挖砂一次,费工、生产率低用于单件或小批量生产分型面不是平面的铸件为了克服挖砂造型的缺点,先将模样放在一个预先作好的假箱上,然后放在假箱上造下型,省去挖砂操作。
操作简便,分型面整齐用于成批生产分型面不是平面的铸件将模样沿最大截面处分为两半,型腔分别位于上、下两个半型内。
造型简单,节省工时常用于最大截面在中部的铸件铸件上有妨碍起模的小凸台、肋条等。
制模时将此部分作成活块,在主体模样起出后,从侧面取出活块。
砂型铸造造型方法
砂型铸造是一种常见的金属铸造方法,它利用砂模来制作金属铸件的外形。
砂型铸造的主要步骤包括模具制作、砂芯制作、浇注和冷却凝固。
1. 模具制作:根据需要铸造的零件外形和尺寸,使用模具材料制作模具。
常用的模具材料包括砂土、石膏、陶瓷等。
模具可以分为单件模和多件模,单件模适用于生产小批量的铸件,而多件模适用于大批量生产。
2. 砂芯制作:一些复杂形状的铸件需要内部空腔,这时需要制作砂芯来形成内孔。
砂芯可以通过手工或机械设备制作,常用的砂芯材料包括天然砂、化学固化砂、水玻璃砂等。
3. 浇注:在模具内放置好砂芯后,将熔化的金属倒入模腔内。
一般采用重力浇注或压力浇注的方式,确保金属充满整个模腔,并尽量避免气孔等缺陷的产生。
4. 冷却凝固:待金属充分冷却凝固后,可以将模具打开,取出成品铸件。
然后对铸件进行去毛刺、修整等后处理工艺,使其满足设计要求。
总的来说,砂型铸造是一种传统、经济、灵活的铸造方法,适用于各种形状和尺寸的铸件生产,广泛应用于工业领域。
砂型铸造的造型方法
砂型铸造是一种常用的铸造方法,其造型步骤包括以下几个主要步骤:
1. 设计和制作模型:首先,根据设计要求绘制产品的三维模型,然后使用适当材料制作模型。
2. 准备砂型:将模型放入一个盒子中,然后用特殊砂粒覆盖模型,保持模型周围的砂粒的均匀分布。
可以使用特殊的砂子来制作砂型,以便在完成后能够容易地分离出铸件。
3. 组合和固化砂型:盒子内的砂粒通过使用轻微的振动或机器提供的压力,并在模型顶部加入支撑结构(如卡盘)来紧密固化。
4. 砂芯制备:如果需要内部空腔或管道,可以制作砂芯并将其放入砂型中。
5. 熔炼金属:将金属熔炼成液态,并控制其温度和化学成分,以确保在铸造时能够满足所需的性能。
6. 浇注金属:将熔融金属缓慢地倒入固化的砂型中,填充完全。
7. 冷却和凝固:让铸件在砂型中冷却和凝固,使其达到所需的硬度。
8. 破碎和分离:将砂型从冷却的铸件上破碎和分离,通常使用振动或机器进行去砂。
9. 去除缺陷和表面处理:检查铸件,去除任何缺陷或杂质,并进行表面处理(如打磨、喷漆等)以满足最终要求。
10. 检验和包装:对铸件进行质量检查,并将其妥善包装以便运输和贮存。
以上是砂型铸造的一般造型方法,具体的步骤可能会因铸件的要求和设备的不同而有所变化。
砂型铸造造型的实验原理
砂型铸造造型的实验原理如下:
1. 将砂与粘结剂、添加剂等混合,使砂获得一定的塑性。
2. 将混砂压实在型板模型上,砂获得模型的轮廓,这是下砂。
3. 小心取出模型,留下其印模的空腔,作为铸件的形状。
4. 根据所铸铸件的形状,合理设置流道和浇注系统。
5. 再覆盖上砂,使砂型完整封闭,这是上砂。
6. 将熔融的金属从浇口灌入砂型腔内,冷却凝固后破损砂型取出铸件。
7. 砂型硬度要适中,既要能承受金属压力,又要便于去型。
8. 金属凝固时,砂型需要给予较好的通气效果。
9. 实验可观察不同压实程度、含水量对砂型性能的影响。
10. 也可以研究不同型砂配方、不同模型形状对铸件表面质量的影响。
通过反复实验,可以全面掌握砂型铸造的技能。
砂型铸造的造型方法砂型铸造是一种常见的金属铸造方法,也是一种常用的制造大型铸件的工艺。
该方法通过使用砂型来制造金属铸件。
砂型是一种由砂子和粘结剂构成的模具,它能够承受高温和高压,适用于各种金属的铸造。
砂型铸造的过程通常包括模具制备、铸造准备、浇注、冷却和清洁等步骤。
首先,模具制备是砂型铸造过程的第一步。
模具是根据铸件形状和尺寸而制作的,它通常由两个部分组成:上模和下模。
上模是在模具箱的上部放置的,而下模则是在模具箱的下部。
模具箱通常是用木材或金属制成的,它是为了容纳和支撑砂型而存在的。
模具制备的第二步是填充砂子。
砂子是砂型的主要成分,它需要根据铸件的形状进行筛选和处理。
在填充砂子之前,需要在上模和下模上涂抹一层分离剂,以防止砂子附着在模具上。
填充砂子后,上下模需要合拢并进行压实,以确保砂型的准确性和稳定性。
铸造准备是砂型铸造的第三步。
在此阶段中,铸模需要进行细化和修整,以确保最终的铸件质量。
细化可以使用工具来进行,例如刮刀和刷子。
修整的目的是去除砂型的顶部,并使其平整且有边缘。
浇注是砂型铸造的关键一步。
在浇注之前,需要配置铸造熔融金属,并将其倒入砂型中。
一般情况下,铸造熔融金属是通过高温熔炉来实现的,例如电弧炉或感应炉。
同时,需要注意控制浇注速度和温度,以确保铸造熔融金属能够充分填充砂型,并确保铸件的质量。
在浇注后,需要等待一段时间进行冷却。
冷却的时间根据铸件的材料和尺寸而定。
冷却是为了使铸件从高温状态冷却到室温,并使其形成良好的结构和性能。
最后,完成了冷却之后,需要对铸件进行清洁和处理。
清洁的目的是去除铸件表面的残留砂子和氧化物,以使其具有光滑的表面和良好的外观。
处理是为了加工铸件,例如修整边缘,并进行热处理和表面处理,以提高其性能和耐用性。
总的来说,砂型铸造是一种常见和重要的金属铸造方法。
它具有生产效率高、成本低、适用范围广等优点,已被广泛应用于汽车制造、机械制造和航空航天等领域。
然而,砂型铸造也有一些缺点,例如制造周期长、砂型易变形和精度低等问题。