第2讲砂型铸造及铸造工艺方案
- 格式:ppt
- 大小:9.75 MB
- 文档页数:25

砂型铸造工艺流程砂型铸造是一种常见的铸造方法,它通过使用砂质材料制作铸件的模具,然后将熔化的金属倒入模具中进行铸造。
这种工艺具有成本低、适用性广、生产效率高等优点,因此在工业制造中被广泛应用。
砂型铸造的工艺流程大致分为以下几个步骤:首先,根据铸件的形状和尺寸,设计出相应的模具。
模具分为一次性模和永久模两种,一次性模多使用砂质材料制成,用于较小批量的生产;永久模多使用金属材料制成,用于大批量生产。
在设计模具时,要考虑到铸件的结构特点、缩孔缩松问题以及方便脱模等因素。
接下来,根据模具的设计,准备砂质材料。
砂质材料的主要组成是砂和粘结剂。
砂是砂型铸造中最常用的填充材料,它能够填充模具的空间和形成铸件的形状。
粘结剂则用于粘结砂颗粒,使其能够保持形状并具有一定的强度。
在使用砂质材料之前,需要将砂颗粒进行筛分和清洗,以去除其中的杂质。
然后,将准备好的砂质材料填充到模具中。
填充过程需要注意,要使填充的砂层分布均匀且紧密,以确保铸件的质量。
填充完毕后,将模具震动或轻敲,以排除可能存在的气泡和浮土。
模具填充完成后,需要制作浇口和喷口。
浇口是用来倒入熔化金属的入口口,而喷口则用于排出模具中的燃气和烟尘等废气。
浇口和喷口的位置和形状对铸件的质量和结构起着重要的影响,需要根据具体情况进行设计和制作。
接下来,将模具进行干燥处理。
干燥处理用于去除模具中的水分,防止熔化金属与水分接触产生气化反应和爆裂现象。
干燥处理的时间和温度根据具体的砂质材料和模具尺寸等因素进行调控。
最后,进行铸造操作。
将熔化好的金属倒入模具中,待金属冷却凝固后,取出铸件。
在铸造过程中,需要控制金属的倒注速度、温度和冷却时间等参数,以确保铸件完整无缺,并尽量减少缺陷的产生。
综上所述,砂型铸造工艺流程包括模具设计、砂质材料准备、模具填充、浇口喷口制作、干燥处理以及铸造操作等步骤。
每一步骤都需要严格控制和精细操作,以保证铸件的质量和生产的效率。
砂型铸造工艺的应用范围广泛,可用于制造各种尺寸和形状的铸件,是现代工业制造中不可或缺的一种铸造方法。
砂型铸造工艺流程砂型铸造是一种常见的金属铸造工艺,它广泛应用于汽车、机械、航空航天等领域。
下面我们将介绍砂型铸造的工艺流程。
首先,准备模具。
砂型铸造的模具通常由砂型和型壳组成。
砂型是用于成型的材料,型壳则是用于支撑和固定砂型的结构。
在准备模具的过程中,需要根据铸件的形状和尺寸选择合适的模具材料,并按照铸件的结构特点设计模具的结构。
接下来,制作砂型。
制作砂型是砂型铸造工艺的关键步骤。
首先,在模具中填充砂料,并用振动或压实等方法使砂型达到一定的密实度。
然后,根据铸件的形状和尺寸,在砂型中挖掘出铸件的腔型。
在挖掘腔型的过程中,需要考虑到浇口、浇道、通气道等构件的设置,以保证铸件的成型质量。
然后,组装模具。
在制作好砂型后,需要将型壳和砂型组装起来,形成完整的模具结构。
组装模具的过程中,需要注意模具的密封性和稳定性,以防止砂型在浇铸过程中发生变形或破裂。
接着,进行浇注。
在模具组装完成后,可以进行浇注了。
首先,将金属材料加热至熔化温度,然后倒入模具中。
在浇注的过程中,需要控制浇注速度和温度,以确保金属材料充分填充模具腔型,并避免产生气孔和夹渣等缺陷。
最后,冷却固化。
在金属材料充分填充模具腔型后,需要等待一定时间,让金属材料冷却固化。
冷却固化的时间根据铸件的材料和厚度而定,通常需要数小时甚至数天。
在冷却固化完成后,可以拆除模具,取出成型的铸件。
总的来说,砂型铸造工艺流程包括模具准备、砂型制作、模具组装、浇注和冷却固化等步骤。
这一工艺流程简单易行,成本低廉,适用于各种形状和尺寸的铸件。
同时,砂型铸造还可以实现批量生产,具有很高的经济效益。
因此,砂型铸造在工业生产中具有重要的地位和作用。

砂型铸造工艺及工装设计一、工艺流程设计砂型铸造的工艺流程设计是整个工艺的基础,包括以下步骤:设计铸造模具:根据产品需求和工艺要求,设计铸造模具的结构和尺寸。
制作砂型:根据模具和产品需求,制作符合要求的砂型。
浇注:将熔融的金属液体注入砂型,填充模具的型腔。
冷却:让金属液体冷却凝固,形成铸件。
脱模:将凝固的铸件从砂型中脱出,完成整个铸造过程。
二、铸造模具设计铸造模具的设计是整个工艺的核心,直接影响产品的质量和工艺的效率。
设计时需考虑以下几点:模具材料选择:根据产品需求和工艺要求,选择合适的模具材料。
模具结构确定:根据产品形状和尺寸,设计模具的结构和形状。
模具尺寸精度:根据产品要求和工艺条件,确定模具的尺寸精度。
浇口设计:浇口是金属液体注入模具的通道,设计时需考虑浇口的尺寸、位置和形式。
排气口设计:排气口是排除模具内的空气和挥发物的通道,设计时需考虑排气口的位置和大小。
三、砂型制作工艺设计砂型制作是整个工艺的重要环节,其质量直接影响产品的质量和工艺的效率。
设计时需考虑以下几点:砂型材料选择:选择符合要求的砂型材料,如黄沙、石英砂等。
砂型紧实度控制:控制砂型的紧实度,以保证砂型的强度和稳定性。
砂型透气性控制:控制砂型的透气性,以保证浇注过程中金属液体能够顺利填充模具的型腔。
砂型表面处理:对砂型的表面进行处理,以提高产品的表面质量。
四、浇注系统设计浇注系统是金属液体注入模具的通道,其设计直接影响到金属液体的流动和填充效果。
设计时需考虑以下几点:浇注系统结构形式:根据产品要求和工艺条件,选择合适的浇注系统结构形式。
浇注系统尺寸精度:根据产品要求和工艺条件,确定浇注系统的尺寸精度。
浇注速度控制:控制浇注速度,以保证金属液体能够平稳、充足地填充模具的型腔。
浇口位置选择:根据产品形状和模具结构,选择合适的浇口位置。
溢流槽设计:溢流槽是收集多余金属液体的结构,设计时需考虑溢流槽的位置和大小。
过滤网设置:过滤网是过滤金属液体中的杂质和气泡的结构,设计时需考虑过滤网的形式和材料。
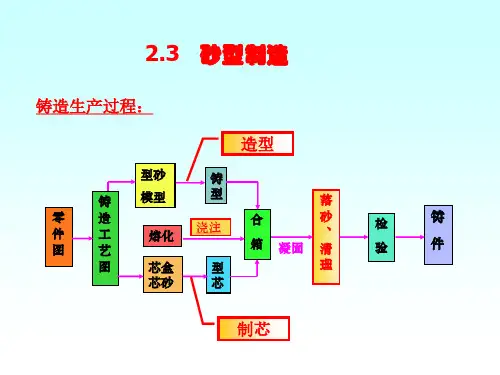
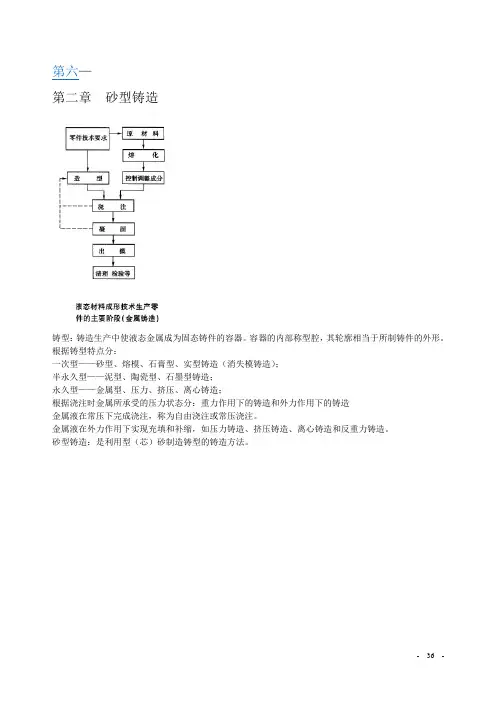
第六—第二章砂型铸造铸型:铸造生产中使液态金属成为固态铸件的容器。
容器的内部称型腔,其轮廓相当于所制铸件的外形。
根据铸型特点分:一次型——砂型、熔模、石膏型、实型铸造(消失模铸造);半永久型——泥型、陶瓷型、石墨型铸造;永久型——金属型、压力、挤压、离心铸造;根据浇注时金属所承受的压力状态分:重力作用下的铸造和外力作用下的铸造金属液在常压下完成浇注,称为自由浇注或常压浇注。
金属液在外力作用下实现充填和补缩,如压力铸造、挤压铸造、离心铸造和反重力铸造。
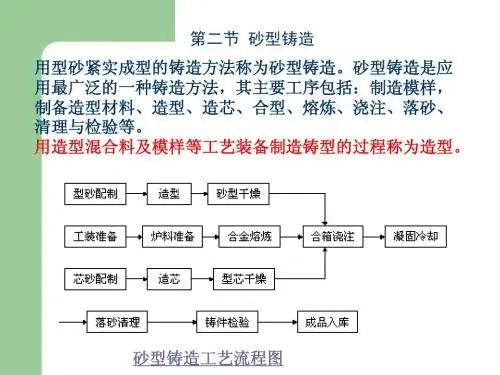
砂型铸造:是利用型(芯)砂制造铸型的铸造方法。
整模造型分模造型一、概述1 缺点、优点:砂型铸造是铸造生产中最广泛的一种方法,世界各国用砂型铸造生产的铸件占总产量的80-90%。
型砂:将原砂或再生砂+粘结剂+其它附加物所混制成的混合物。
砂型(芯):型(芯)砂在外力作用下成形并达到一定的紧实度或密度成为砂型(芯)。
2 砂型的种类湿型:由原砂、粘土、附加物及水按一定比例混碾而成湿型砂;用湿型砂春实,浇注前不烘干的砂型。
干型:经过烘干表面干型:表面仅有一层很薄(15-20mm)的型砂被干燥,其余部分仍然是湿的。
化学自硬砂型:砂型靠型砂自身的化学反应而硬化。
造型:制造砂型的工艺过程。
造芯:制造砂芯的工艺过程。
选择合适的造型(芯)方法和正确的造型(芯)工艺操作,对提高铸件质量、降低成本、提高生产率有极重要的意义。
1 按型(芯)砂粘(固)结机理分类机械粘结造型(芯)、化学粘结造型(芯)、物理固结造型(芯)2 按造型(芯)的机械化程度分类(1)手工造型(芯)手工造型(芯)是最基本的方法,这种方法适应范围广,不需要复杂设备,而且造型质量一般能够满足工艺要求,所以到目前为止,在单件、小批量生产的铸造车间中,手工造型(芯)仍占很大比重,在航空、航天、航海领域应用广泛。
缺点:劳动强度大、生产率低、铸件质量不易稳定。
模样造型、刮板造型、地坑造型,各种造型方法有不同的特点和应用范围。
砂型铸造工艺流程砂型铸造是一种常见的铸造工艺,它是利用砂型制作铸件的方法。
以下是砂型铸造的工艺流程。
首先,确定铸件的设计。
铸件的设计需要根据产品的形状、尺寸和要求进行确定,包括铸件的内部结构、外形和加工余量等。
然后,进行模具制作。
模具是砂型铸造的重要工具,它可以通过模具材料(如铁、钢、木材等)制成。
模具的制作需要根据铸件的形状进行精确的加工,使得砂型可以准确复制铸件的形状。
接下来,准备砂型材料。
砂型铸造一般使用石英砂作为砂型材料,它具有较好的热稳定性和耐火性能。
砂型材料需要进行筛选和搅拌,以确保砂粒的均匀性和流动性。
然后,进行砂型制作。
砂型制作是砂型铸造的核心步骤。
首先,在模具中放置一个砂型芯。
砂型芯是一个与铸件内部形状相对应的砂型,它可以使得铸件具有空腔或内部结构。
然后,将砂型材料填充至模具中,通过振动或压实等方式使其紧密结合。
接下来,进行铸造准备。
在砂型制作完成后,需要对其进行干燥,以消除砂型中的水分。
干燥完成后,砂型需要进行烘烤,以提高其强度和耐热性。
同时,还需要准备熔融金属,通常是将金属加热至液态状态。
然后,进行铸件浇筑。
将熔融金属倒入砂型中,使其充满整个砂型腔体。
在浇筑过程中,需要控制熔融金属的温度和流动速度,以确保铸件的质量。
接下来,进行冷却和固化。
铸件浇筑完成后,砂型和铸件需要进行冷却,使熔融金属逐渐凝固和固化。
冷却时间一般较长,以确保铸件的完全固化。
最后,进行砂型去除和修整。
在砂型冷却和固化后,需要将砂型和铸件分开。
通过敲击或其他方式,将砂型从铸件上去除。
然后,对铸件进行修整,去除多余的砂浆和毛刺,使其达到设计要求。
综上所述,砂型铸造的工艺流程包括确定铸件设计、模具制作、砂型制作、铸造准备、铸件浇筑、冷却和固化、砂型去除和修整等步骤。
这一工艺流程在大多数铸造领域中都得到了广泛应用,并具有较高的生产效率和良好的经济效益。
砂型铸造的工艺流程
《砂型铸造的工艺流程》
砂型铸造是一种常见的金属铸造工艺,通过使用砂型来制作铸件。
下面将介绍砂型铸造的工艺流程。
首先,准备模具。
将砂子和粘结剂混合在一起,然后把这种混合料放入模具中,用以制备铸件的外形。
通常情况下,模具有两个部分,分别是上模和下模。
其次,铸件的设计和制备。
需要根据工程图纸来设计铸件的形状,并且进行加工。
一般情况下,需要使用机械加工或者进行3D打印来制备原型。
然后,制备砂型。
将模具中的砂子与粘结剂混合,填充到模具中,然后进行压实,最后把上模和下模分开,取出砂型。
接着,浇注铸件。
将砂型设置在浇注设备上,然后将熔化的金属倒入砂型中,等待冷却。
最后,取出铸件。
当金属冷却后,拆开砂型,取出铸件。
然后进行清理、修饰、检验和热处理等后续工艺。
总的来说,砂型铸造的工艺流程包括模具准备、铸件设计和制备、砂型制备、铸件浇注、取出铸件等环节。
这种工艺流程简单、成本低,因此被广泛应用于各种金属铸造领域。