
电机、变压器真空压力浸漆工艺
电气线圈绝缘处理的目的在于提高线圈绕组的耐潮、耐热、导电、导磁及机械性能。处理的基本要求是线圈浸透、烘干、填满、粘牢,并在绕组外表面形成一层坚韧而富有弹性的漆膜。电机、变压器,继续电器等设备中线圈,均需进行浸漆处理。真空压力浸漆设备就是在真空及加压状态下把漆涂到线圈表面及渗透到内部缝隙的一种设备。与一般的浸漆技术相比,它的主要优点在于漆膜均匀致密,附着牢固,处理后的线圈绝缘性能较好。
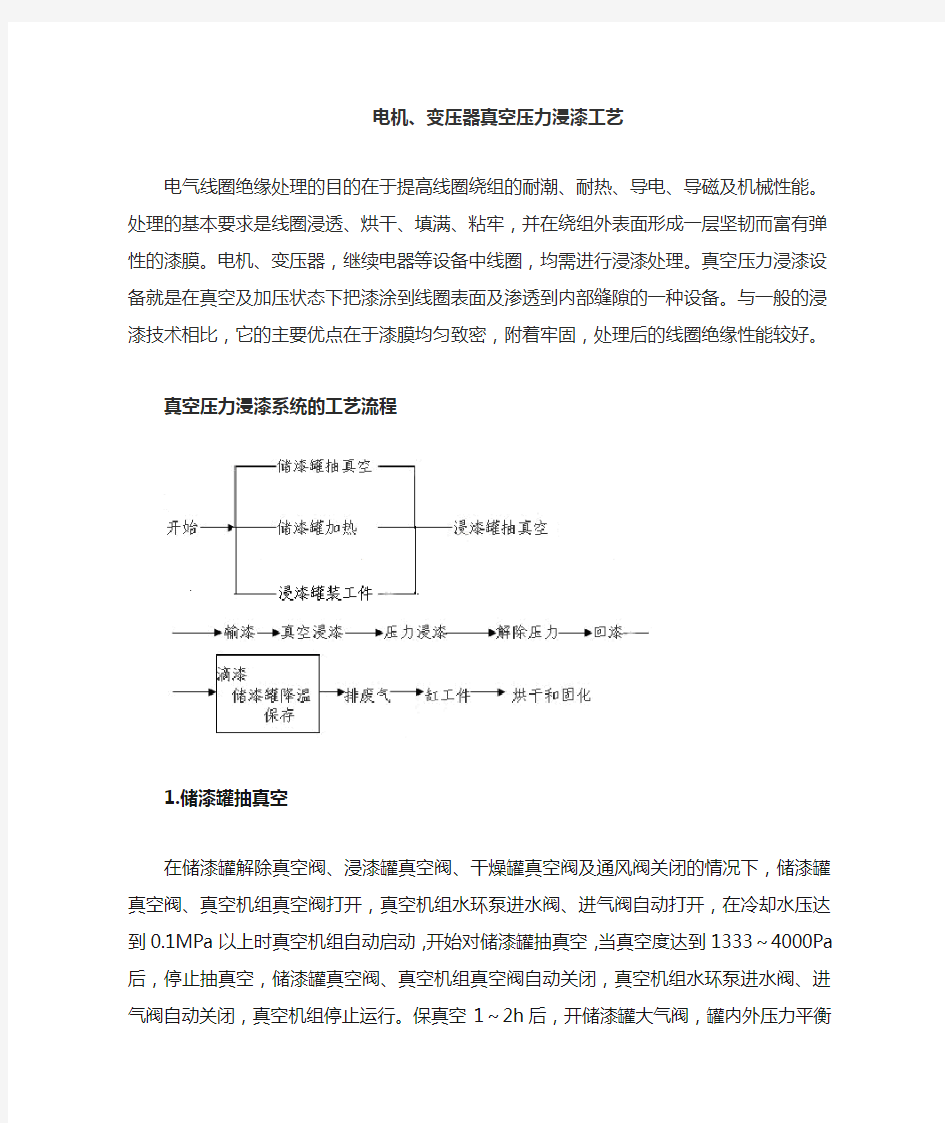
真空压力浸漆系统的工艺流程
1.储漆罐抽真空
在储漆罐解除真空阀、浸漆罐真空阀、干燥罐真空阀及通风阀关闭的情况下,储漆罐真空阀、真空机组真空阀打开,真空机组水环泵进水阀、进气阀自动打开,在冷却水压达到0.1MPa以上时真空机组自动启动,开始对储漆罐抽真空,当真空度达到1333~4000Pa后,停止抽真空,储漆罐真空阀、真空机组真空阀自动关闭,真空机组水环泵进水阀、进气阀自动关闭,真空机组停止运行。保真空1~2h后,开储漆罐大气阀,罐内外压力平衡后,关储漆罐大气阀。
2.储漆罐加热
启动导热油加热装置,启动导热油管道泵启动,启动搅拌电机,当漆温达到30~50℃时停止加热及搅拌。
3.浸漆罐装工件
打开浸漆罐的大气阀,启动液压站,打开浸漆罐罐盖,气动插上锁销,将已准备好的工件吊装进罐。气动拔出锁销,将浸漆罐罐盖关到位,按下
“浸漆罐罐盖旋紧”按钮,转箍旋转复位,按下“液压站油泵电机停止”按钮,停止液压站油泵电机,关浸漆罐的大气阀。
4.浸漆罐预抽真空
在浸漆罐罐盖关闭并旋紧、大气阀、储漆罐真空阀、干燥罐真空阀及通风阀关闭的情况下,浸漆罐真空阀、真空机组真空阀打开,真空机组水环泵进水阀、进气阀自动打开。
在冷却水压达到0.1MPa以上时真空机组自动启动,开始对浸漆罐抽真空。当真空度达到400~600Pa后,真空机组自动停止运行,也可以触动“抽真空停止”按键,浸漆罐真空阀、真空机组真空阀自动关闭,真空机组水环泵进水阀、进气阀自动关闭,真空机组停止运行,抽真空过程停止。根据工艺要求保真空0.25~0.5h。
5.输漆
预设浸漆罐液位,开储漆罐和浸漆罐视孔灯,开储漆罐大气阀,按下“输漆”按钮,输漆阀打开,开始输漆。观察漆面,当到达工艺规定值后,断开“输漆”按钮,输漆阀关闭,停止输漆,关视孔灯。
6.压力浸漆
打开浸漆罐的大气阀破真空,完毕后关上浸漆罐的大气阀。检查安全阀,打开浸漆罐旁边的加压阀开始加压。根据工艺要求设定压力,当浸漆罐罐内压力达到0.3~0.5MPa时,自动关闭加压阀。当罐内压力下降到一定值后,自动打开浸漆罐旁边的加压阀,加压到0.3~0.5MPa,保压0.5~1h后,压力浸漆过程停止。
7.回漆
开储漆罐和浸漆罐视孔灯,开储漆罐大气阀,控制浸漆罐大气阀使浸漆罐泄压至0.15~0.2MPa按下“回漆”按钮,回漆阀打开开始回漆。观察漆面变化,当漆面接近罐底时,点动“回漆”按钮2~3次,防止压缩空气进入储漆罐。8.滴漆
打开浸漆罐的解除真空阀滴漆,滴干净后关阀。根据工艺要求滴漆,约0.5小时后,开排风按键,通风阀、浸漆罐真空阀自动打开,开加压阀门,使压缩空气进罐后带出有害气体再排出。滴漆干净后,关压缩空气阀门.
9.卸工件
启动液压站,打开浸漆罐罐盖,气动插上锁销,将工件吊出浸漆罐。气动拔出锁销,将浸漆罐罐盖关到位,按下“浸漆罐罐盖旋紧”按钮,转箍旋转复位,停止液压站油泵电机。触动“排风停止”按键,通风阀、浸漆罐真空阀关闭,排风机停止运行。
10.储漆罐降温保存
启动制冷机组,然后触动“启动搅拌电机”按键,搅拌电机启动。当漆温降到要求温度值后,触动“搅拌停止”按键,停止搅拌,停止制冷机组。
11.烘箱固化
根据使用的绝缘材料情况,将烘箱按烘干工艺要求,设定参数,并预热,待工件从真空压力缸中吊出后,开烘箱门,拉出小车,将工件放在烘箱小车上,推进烘箱,进行固化。
(注:素材和资料部分来自网络,供参考。请预览后才下载,期待你的好评与
关注!)
真空压力浸漆绝缘工艺研究 Insulation Technology Study about Vacuum Pressure Impregnation 1 真空压力浸漆(简称:VPI)绝缘工艺 1 Vacuum Pressure Impregnation (VPI) Insulation Process VPI-真空压力浸渍工艺是将工件预烘去潮后冷却,置于真空环境中,排除白坯线圈内部的空气和挥发物,依靠真空中漆液重力和线圈毛细管作用,以及利用干燥的压缩空气或惰性气体,对解除真空后的浸渍漆液施加一定压力的作用,使漆液迅速渗透并充满绝缘结构内层。在国内,目前VPI还是一种间隙作业的绝缘工艺。工件的滴干工序在浸漆罐内进行,其干燥工序一般另设容器或烘箱进行,方式有真空干燥、常压静置干燥或旋转干燥。The process of VPI-Vacuum pressure impregnation technology is to cool the workpiece after pre-baking and dehumidify, then put it into vacuum environment and exhaust air and volatiles inside the coil. After that put pressure on the impregnation varnish liquid by depending on the action between liquid gravity and coil capillary and utilizing dry compressed air or inactive gas, then the varnish liquid will penetrate and be full of inner of insulation. So far, the VPI process is a discontinuous operation at home. The process of drip-dry works in impregnation cans. And the drying process works in the other heating devices, the methods
变压器安装步骤及流程 一、设备及材料准备 变压器应装有铭牌。铭牌上应注明制造厂名、额定容量,一二次额定容量,一二次额定电压,电流,阻抗,电压%及接线组别等技术数据。 变压器的容量,规格及型号必须符合设计要求。附件备件齐全,并有出厂合格证及技术文件。 型钢:各种规格型钢应符合设计要求,并无明显锈蚀。 螺栓:除地脚螺栓及防震装置螺栓外,均应采用镀锌螺栓,并配相应的平垫圈和弹簧垫。其它材料:电焊条,防锈漆,调和漆等均应符合设计要求,并有产品合格证。 二、主要机具 搬运吊装机具:汽车吊,汽车,卷扬机,吊链,三步搭,道木,钢丝绳,带子绳,滚杠。 安装机具:台钻,砂轮,电焊机,气焊工具,电锤,台虎钳,活扳子、鎯头,套丝板。 测试器具:钢卷尺,钢板尺,水平尺,线坠,摇表,万用表,电桥及测试仪器。 三、作业条件 施工图及技术资料齐全无误。土建工程基本施工完毕,标高、尺寸、结构及预埋件强度符合设计要求。 屋面、屋顶喷浆完毕,屋顶无漏水,门窗及玻璃安装完好。 室内粗制地面工程结束,场地清理干净,道路畅通。 四、操作工艺
设备点检查 设备点件检查应由安装单位、供货单位、会同建设单位代表共同进行,并做好记录。 按照设备清单,施工图纸及设备技术文件核对变压器本体及附件备件的规格型号是否符合设计图纸要求。是否齐全,有无丢失及损坏。变压器本体外观检查无损伤及变形,油漆完好无损伤。 绝缘瓷件及环氧树脂铸件有无损伤、缺陷及裂纹。 变压器二次搬运 变压器二次搬运应由起重工作业,电工配合。最好采用汽车吊吊装,也可采用吊链吊装。变压器搬运时,应注意保护瓷瓶,最好用不箱或纸箱将高低压瓷瓶罩住,使其不受损伤。变压器搬运过程中,不应有冲击或严重震动情况,利用机械牵引时,牵引的着力点应在变压器重心以下,以防倾斜,运输倾斜角不得超过15 度,防止内部结构变形。 大型变压器在搬运或装卸前,应核对高低压侧方向,以免安装时调换方向发生困难。 变压器稳装变压器就位可用汽车吊直接甩进变压器室内,或用道木搭设临时轨道,用三步搭、吊链吊至临时轨道上,然后用吊链拉入室内合适位置。变压器就位时,应注意其方位和距墙尺寸与图纸相符,允许误差为±25mm, 图纸无标注时,纵向按轨道就位,横向距墙不得小于800mm ,距门不得小于1000mm 。附件安装 变压器的交接试验变压器交接试验的内容: 测量线圈连同套管一起的直流电阻;检查所有分接头的变压器的变压比;检查三相变压器的接线组别和单项变压器引出线的极性;测量线圈同套管一起的绝缘电阻;线圈连同套管一起做交流耐压试验。 变压器送电前检查变压器送电试运行前做全面检查,确认符合试运行条件时方可投入运行。变压器试运行前,必须由质量监督部门检查合格。
摘要 佳木斯电机股份有限公司技术文件 0EE.926.034-2005 代替0EE.926.034-2004 F(H)级低压电机绕组真空压力浸漆、烘 干工艺守则 2005-03-14发布2005-03-15实施
F(H)级低压电机绕组真空压力浸漆、烘干工艺守则 1范围 本工艺守则规定了低压电机绕组进行真空压力浸漆、烘干的操作规范和设备参数的选定,适用于F (H)级低压电机有绕组定子铁心和绕线转子铁心进行真空压力浸漆、烘干的全过程。 2规范性引用文件 0EE.629.001生产过程中零部件存放、转序工艺规程 3材料及劳动保护用品 JF-9801H6 F级浸渍树脂、H9110/35F级不饱和聚酯亚胺无溶剂浸渍树脂、H9150H级不饱和聚酯亚胺无溶剂浸渍树脂、稳定剂、固化剂、专用稀释剂、棉纱、揩布、100目以上铁丝网或尼龙网、塑料布、耐油胶皮手套、棉手套、防毒面具、口罩。 4设备、工具及测量器具 4.1设备 真空压力浸漆设备、高安全节能型台车自驱动式干燥箱、防爆吊车、浸漆架、接漆盘、平车、搬运圆桶小车、漆槽、外设输漆管路。 4.2工具 刮刀、溶剂盆、手电筒、活搬子、长钩、刷子、各种承重量的带钢丝绳的吊钩、软吊索。 4.3测量器具 秒表、Bg —4#杯、烧杯〔250ml〕、温度计〔0~100℃〕、水银温度计〔0~250℃〕、500V兆欧表、1000V兆欧表、2500V兆欧表。 5工艺准备 5.1检查设备、工具、测量器具和材料是否齐全、符合使用要求。 5.2准备 5.2.1JF-9801H6 F级浸渍树脂 浸漆前,用专用稀释剂或新漆将罐中漆的粘度调整至30s~60s〔23±2℃Bg —4#杯〕,每周一次取样测凝胶时间。 5.2.2H9110/35 F级不饱和聚酯亚胺无溶剂浸渍树脂 浸漆前,用专用稀释剂调整待用漆的粘度至30s~40s〔23±1℃Bg —4#杯〕,每周一次取样测凝胶时间。准备好漆槽,接好外设管路。 5.2.3H9150 H级不饱和聚酯亚胺无溶剂浸渍树脂 浸漆前,用专用稀释剂或新漆调整待用漆的粘度至50s~70s〔23±1℃Bg —4#杯〕,每周一次取样测凝胶时间。 5.2.4新漆入罐 当罐内漆量不足,需要加入新漆时,有两种方法,一是通过外设管路采用抽真空方法将漆桶内的绝缘漆抽入罐中;二是使用专用吊钩将漆桶平吊到浸漆罐的壁沿上,打开桶盖,将绝缘漆直接倒入浸漆罐中。 5.3检查工件
变压器生产流程 原材料领料 变压器图纸确认 绕组首先确认图纸是否与生产产品相符,确认其容量无误后再看线规,找出线规后确认匝数。其次确认是何种接线方式(星型和三角型),高压图纸要看其分接出头,数好出头匝数,低压看好是何种绕线方式,出头长度,换位位置,绕组的内外径,幅向大小等。 绝缘首先根据线圈内经算出纸筒纸板长宽度,其次从图纸编号找出端绝缘长度图纸,包括油道垫块和瓦楞纸油道厚度,依次找出端圈及上下铁轭绝缘 一二次侧绕组、绝缘 一次绕组 看图纸确认出头长度,用红蓝铅笔在导线标出,如果是螺旋式需不同的尺度,后一组比前一组多量出一根导线的长度,以便保持出头整齐美观。出头折弯后要用皱纹纸半迭式包一层,出头要弧度角度一致,出头整理好后用皱纹纸包三毫米厚,外用白布带绑紧(不可用紧缩带,焊接时容易烧坏)。 纸筒绕之前要先用卡尺把模具外径量准,需要加垫纸板的要裁好。纸筒纸板选一毫米为宜两头搭接绕制用紧缩带绕紧,绕制中辅助工要用锤沿着紧缩带敲紧。 圆筒式绕法端绝缘由纸条制成时,用直纹布带将其绑扎在第一匝导线上开始绕第一匝时,边绕边再线匝下面沿圆周放四处拉紧布带(紧缩带)。端绝缘的绑扎成8字形。拉紧布带将第一匝和端绝缘绑扎在一起,绕第二匝时将拉紧布带翻到上面来,绕第三匝时在压到下面去,这样曲折的将端圈拉紧。圆筒式绕组中间换位一次,换位后要用皱纹纸包一层再用半毫米纸板垫在里面用白布带绑紧。绕制时辅助工要不断的靠紧和控制幅向,层间用0.08毫米电缆纸三层绝缘,第二匝与出头要用半毫米纸板隔开以免破坏绝缘同样在底部升层时的剪刀口处也要加。 结束时两个出头要对齐,同样出头与倒数第二匝也用纸板隔开,两出头要扎紧。剪断线前要用紧缩带扎紧整个线圈。 螺旋式绕组主要是630千伏安以上的低压绕组,出头与圆筒式相同,需要注意的是出头折弯处用斜拉紧缩带与前面的拉紧布带一样压紧并一直压到结束出头并绑紧防止出头弹出和线圈张力作用。 (1) 绕组绕制要紧密无间隙
浸漆工艺 一、操作前准备: 1、加绝缘漆 2、加稀释剂 二、温度设定 1、进口温度:280℃~310℃。 2、预热时缸内温度:50℃~60℃。 3、固化时温度及时间: ①正常恒温时间2~3小时情况下 B级绝缘:缸内温度125℃~135℃,出口温度130℃~140℃; F级绝缘:缸内温度130℃~140℃,出口温度135℃~145℃。 ②当保温超过5小时情况下 B级绝缘:缸内温度115℃~125℃,出口温度135℃~145℃; F级绝缘:缸内温度125℃~135℃,出口温度140℃~150℃。 三、预热除湿 1、将白坯工件(相接线应除硅脂处理,以防粘接)放入篮中,吊入浸漆缸,加盖、锁紧。缸内温升至55±5℃,保温30~50min,视工件热大小而定。 工件摆放原则:①小规格——>大规格,底——>上,耐热等级低——>高。②外转子电机定子浸漆时应使轴出线孔朝下,使用漆能下泄。 2、停止加热,启动真空,待真空达-0.08MPa左右时,保压5~10min。 四、浸漆 关闭真空泵,打开浸漆管路阀门,将漆放入烘漆缸,漆面超过工件100mm为宜,浸漆工件时间15~20min,至无气泡溢出,关闭进漆阀,立即启动真空达-0.07~0.095MPa,保压3~5min。开入空阀,解除真空。 五、回漆 开动真空,对贮漆槽进行真空,真空度至-0.08MPa时打开回漆阀,回漆至贮漆槽,将漆回净,通过液位器观察,漆面回到放漆面下5cm处。 注:回漆时定过过滤装置,除去杂质。 六、沥漆
常压沥漆30~60min。 七、回余漆 开动真空,对贮漆槽抽真空至-0.07MPa,打开阀门抽剩余的漆3~5min。 八、清洗 打开清洗阀门,用清洗泵抽清洗剂入烘漆缸,液面下降至预定位置,关闭阀门,浸泡5~10min后将清洗剂抽回清洗剂贮槽。 九、回清洗剂 十、加热固化 开动加热器,缸内温度设定,将热风鼓入漆缸内加热工件。
文件编号: 版本号: 浸漆工艺规范 适用于凡立水V-1380FC 编制: 校对: 审核: 标审: 批准:
1、范围 本标准规定了公司内部电机常用的绝缘浸漆材料、设备与工具、工艺准备、工艺过程、质量检验和注意事项等内容。 2、人员和环境要求 2.1操作人员和检验人员必须具备以下素质 2.1.1从事浸漆生产的工人和检验人员,必须经过专业的技术培训和技术考核,取得操作合格证和检验资格证书后,方能进行操作和产品检验。 2.1.2 操作人员必须了解浸漆设备、烘烤设备的简单结构及工作原理,熟练地掌握操作方法。 2.1.3 操作人员必须认真消化工艺文件和相关标准资料,读懂图纸,严格按工艺文件或工艺标准进行操作。 2.2环境要求 2.2.1 浸漆材料贮存间及浸漆间应保持清洁、整齐,保持通风状况良好。相对湿度在60%以下,温度在10~35℃。 2.2.2 浸漆间严禁烟火,防止明火,以免发生火灾,必须配备消防器材。 3、材料 3.1 S级(240℃)绝缘凡立水VIKING V-1380FC 傑地有限公司 3.2 稀释剂T-6600 傑地有限公司 4、设备与工具 4.1 真空浸漆机 4.2 鼓风式烘箱 4.3 温湿度计
4.4定子综合测试仪 4.5 调漆用具:浸入式蔡恩2#黏度计(Zahn Cup)、搅棒、秒表 4.6 盛漆器皿 4.7 净化绕组绝缘设备:吹风机(或空气压缩机、气枪) 4.8 清理工具:铲刀、刮刀、刷子、无尘布等 5、工艺准备 5.1检查所用材料、设备、计量仪和有关器具应符合使用要求; 5.2检查电枢绕组端部绝缘不应有损伤和脏污; 5.3用吹风机清理干净工件内外表面。 5.4常压预烘:将工件整齐的摆放在烘箱板上,放入烘箱,升温至115±2℃,时间60±5min,随箱降温至45±2℃。填写烘箱操作记录。 5.5调漆:用调漆工具将漆搅拌均匀,然后倒入盛漆器皿中,添加稀释剂进行调配(凡立水与稀释剂体积比为1:0.7~1),并用调漆工具搅拌均匀(大约1min至气泡消失)。将杯体浸入浸漆液中1~3min,使杯体达到热平衡,将杯体从被测液体中垂直提起,从杯体底面离开液面时开始计时,当出现第一个断点时停止计时,此时流出时间的秒数表示黏度值,环境温度≤20℃时黏度28~31s,环境温度>20℃时黏度25~28s,需测量两次,流出时间之差应小于5%. 调漆后及时清洗干净黏度计。填写操作记录。 6、工艺过程 6.1浸漆:把预烘好的工件摆放到浸漆夹具上,然后将夹具放入真空浸漆机中,盖紧盖子;打开真空阀,先抽真空度至-0.06MPa。打开浸漆管路阀门,将漆注入浸漆缸,漆面淹没工件10~20mm为宜。然后再提高真空度到-0.07~-0.08MPa,维持15~20min;解除真空阀,当真空值为0MPa后打开回漆阀,回漆至贮漆罐,将漆回净。 6.2滴漆:常压滴漆20~30min; 6.3常压烘烤:将工件横向放入鼓风烘箱,升温至110±2℃,时间40±5min,打开烘箱,用无尘布蘸稀释剂并拧至不滴水,擦拭一遍产品与烘箱的接触面。升温至130±2℃,时间1.5~2h。
F(H)级低压电机绕组真空压力浸漆、烘干 工艺守则 佳木斯电机股份有限公司发布
F(H)级低压电机绕组真空压力浸漆、烘干工艺守则 1 范围 本工艺守则规定了低压电机绕组进行真空压力浸漆、烘干的操作规范和设备参数的选定,适用于F (H)级低压电机有绕组定子铁心和绕线转子铁心进行真空压力浸漆、烘干的全过程。 2 规范性引用文件 0EE.629.001 生产过程中零部件存放、转序工艺规程 3 材料及劳动保护用品 JF-9801H6 F级浸渍树脂、H9110/35F级不饱和聚酯亚胺无溶剂浸渍树脂、H9150H级不饱和聚酯亚胺无溶剂浸渍树脂、稳定剂、固化剂、专用稀释剂、棉纱、揩布、100目以上铁丝网或尼龙网、塑料布、耐油胶皮手套、棉手套、防毒面具、口罩。 4 设备、工具及测量器具 4.1 设备 真空压力浸漆设备、高安全节能型台车自驱动式干燥箱、防爆吊车、浸漆架、接漆盘、平车、搬运圆桶小车、漆槽、外设输漆管路。 4.2 工具 刮刀、溶剂盆、手电筒、活搬子、长钩、刷子、各种承重量的带钢丝绳的吊钩、软吊索。 4.3 测量器具 秒表、Bg — 4#杯、烧杯〔250ml〕、温度计〔0~100℃〕、水银温度计〔0~250℃〕、500V兆欧表、1000V兆欧表、2500V兆欧表。 5 工艺准备 5.1 检查设备、工具、测量器具和材料是否齐全、符合使用要求。 5.2 准备 5.2.1 JF-9801H6 F级浸渍树脂 浸漆前,用专用稀释剂或新漆将罐中漆的粘度调整至30s~60s〔23±2℃ Bg — 4#杯〕,每周一次取样测凝胶时间。 5.2.2 H9110/35 F级不饱和聚酯亚胺无溶剂浸渍树脂 浸漆前,用专用稀释剂调整待用漆的粘度至30s~40s〔23±1℃ Bg — 4#杯〕,每周一次取样测凝胶时间。准备好漆槽,接好外设管路。 5.2.3 H9150 H级不饱和聚酯亚胺无溶剂浸渍树脂 浸漆前,用专用稀释剂或新漆调整待用漆的粘度至50s~70s〔23±1℃ Bg — 4#杯〕,每周一次取样测凝胶时间。 5.2.4 新漆入罐 当罐内漆量不足,需要加入新漆时,有两种方法,一是通过外设管路采用抽真空方法将漆桶内的绝缘漆抽入罐中;二是使用专用吊钩将漆桶平吊到浸漆罐的壁沿上,打开桶盖,将绝缘漆直接倒入浸漆罐中。
1、适用范围 本守则适用于ZYP系列、ZYP2系列、YE3系列、YB3、YBS、YBJ系列三相异步电动机及其一般用途的低压派生系列电动机的定子绕组真空浸烘绝缘处理。 2、材料 2.1 浸渍材料:114--5 F级无溶济快干绝缘树脂漆; 2.2 稀释、清洗材料:114--5-X专用稀料。 3、设备及工具 3.1 设备:ZJH--2000真空浸漆烘干机。工作温度范围:常温—180℃,容器工作最大真空度0.095 MPa,浸烘漆缸公称容积φ2000*2000 mm (无测量工件绝缘电阻装置); 3.2 浸漆用设施:浸漆干燥专用吊篮; 3.3 搬运工具:行车、平车; 3.4 仪表:粘度计(4号福特杯)、秒表、酒精温度计(0--100℃)、500V兆欧表。 3.5 刮漆工具:铲刀、刮刀等。 4、工艺准备 4.1 检查所用材料、设备、装置、计量仪表和有关器具是否正常并应符合使用要求。 4.2 检查有绕组定子铁芯其绕组端部绝缘不应有损伤和污迹,对引出线破坏,线圈碰伤、露铜,槽楔滑出,绑扎带松动等工件应予以修整。 4.3 配漆 4.3.1 测量绝缘漆的粘度,先用温度计测量漆温,然后用粘度计(4号福特杯)测量漆的粘度,(在漆面下约100mm处取样二次求平均值)并调节到规定数值作好记录,查对漆的粘度-- 温度对照表,是否相符。 5、工艺过程 5.1 白坯预烘 5.1.1 将待预烘的工件装上吊篮,应注意每批预烘的有绕组定子,其规格应接近。
5.1.2 将装有待烘工件的吊篮分别放入浸烘罐中,将浸烘罐加盖封闭,开始加热预烘去潮,温度达到100℃开始抽真空,真空度达0.095 MPa ,抽真空时间30min 左右,停止加热保温,每隔0.5-1h用500V兆欧表测量绝缘电阻,直到绝缘电阻升高并连续稳定为止。绝缘电阻值和预烘时间按表1之规定。 5.2 真空压力浸漆 5.2.1 待浸渍罐温度降到40-45℃时,保持最大真空度,将贮存灌中绝缘漆放入浸渍罐中(开启阀门时先小后大,以防漆冲入真空泵),待工件全部浸入漆中(漆面应高出工件表面100mm 左右)。待液面无气泡冒出后解除真空,将漆抽回贮存灌。参数见表1。 5.3 滴漆 5.3.1 浸渍后的工件必须按表1规定的时间进行滴漆,然后用清洗罐中的全部清洗剂清洗浸渍罐底部滴下的余漆,清洗完毕解除真空抽回清洗剂。 5.4 烘焙 5.4.1 升温:当温度升到100℃时,停止加热,抽真空30min 。 5.4.2 继续加热固化,当温度达到140±5℃时,保温1.5--3 h (烘焙干燥时间绝缘电阻的测定按表1规定执行),停止加热,待温度降至100℃左右时,开盖吊出吊篮。 5.4.3 工件出炉出检查其内、外表漆膜是否均匀,如有漆瘤及漆膜过厚影响装配时,应趁热铲除漆瘤或刮漆,同时应分开引接线。 6、质量检查 6.1 预烘、浸漆、滴漆、烘焙的工艺参数应符合表1之规定,其绝缘电阻应符合要求。 6.2 烘干后绕组表面漆膜色泽均匀一致,手触漆膜应不粘手,并稍有弹性,表面无裂纹和皱纹,其端部无变形,端部铜线无磕碰、露铜、引接线分开,槽楔无错位。 6.3 工件干燥后,经检验人员检验合格,并在浸烘记录上签字后方可转入下道工序。 7、安全注意事项 7.1 浸漆场所应保持通风良好,清洁干净。严禁烟火及堆放易燃物品,并备有必要的消防器
1140环氧聚酯无溶剂树脂使用说明书(通用) 【组成】耐热不饱和聚酯树脂、环氧树脂、固化剂、活性稀释剂等。 【特点及用途】F 级绝缘材料。该产品具有优越的电气性能、防湿热性能和机械性能。适用于F 级电机、电气、发电机组、变压器绕组的快干浸渍绝缘处理。在使用过程中本产品具有粘度低、渗透性强、固化速度快等特点。 【使用方法】 一、普通沉浸参考工艺 1、准备工作:取适量该产品倒入漆缸搅匀就可使用。 2、预烘:将工件预烘(120℃烘1小时),然后将工件温度降到35℃左右后再浸入漆缸,漆液需没过工件200mm 以上。 3、浸漆:工件沉浸时间一般为3~10分钟(视工件大小而定),至无气泡溢出为止。 4、滴漆:将工件吊出滴漆,滴干时间不少于30分钟。 5、固化条件:烘箱温度140℃,烘焙时间2~5小时。 6、工艺稳定性:定期补充新配树脂,使用效果更好。春、秋、冬季停车50天以内,夏天停车30天以内,仍能正常使用。 7、在生产过程中必须严格控制漆的粘度,当树脂粘度增高时,必须使用本厂提供的1140-X 专用稀释剂调整粘度。 二、连续沉浸自动流水线参考工艺 1、常见工艺流程: 2、调配树脂:将1140树脂按工艺要求倒入漆槽,调整好粘度后,即可使用。 3、工艺参考: 3.1节拍时间:3~6分钟,常用5分钟。 3.2预热温度:120~130℃。因国内现有连续沉浸设备,一般预热段与最后固化段都在同一箱体内,因此预热温度不宜过低。 3.3固化温度:视工件大小,120~140℃。 4、工艺质量控制及管理: 4.1 1140树脂的使用粘度一般控制在15±0.5秒/23℃,粘度过高时只能用1140-X 专用稀释剂稀释。 4.2每天树脂的消耗量应不少于漆槽中树脂贮量的5%。在连续停车不用时,应定期检查漆的粘度及贮存状态,如有异常应及时清理,清洗漆槽和管路。 4.3漆槽宜配冷却装置,设备运行时浸渍树脂温度不高于45℃,停车时不高于25℃。 4.4若连续停车超过7天,则停车前应尽量减少漆槽内树脂的贮量,必要时可加入适量的1140-X 稀释剂。 4.5漆槽及输漆管路应定期清理(1~3个月一次),用100目左右滤网过滤,以除去杂质。 三、复合真空浸渍烘干使用参考工艺 1、预烘:升温到50~60℃后保温30分钟,抽真空到0.06~0.09Mpa ,保持5分钟后输漆。 2、真空浸漆:关闭真空阀,输漆至工件上方至少50mm ,关闭进漆阀,抽真空至真空度0.06Mpa 亚安技术YAJS —030 下 机 固化 14~16节拍 滴干 3节拍 沉浸 1节拍 自动 冷却 2节拍 预热 3节拍 上 机
文章编号:100320794(2001)0120030202 真空浸漆装置 余 滨 (盘江煤电集团公司机电分公司,贵州盘江561609) 摘要:通过分析原装置存在的缺点,设计了一套集浸漆、滴漆、储漆、 输漆于一体的真空浸漆 装置。 关键词:浸漆;真空装置;工艺中图号:TG 174146文献标识码:A 1 原装置存在的缺点 过去我公司在电机修理工作中一直采用沉浸、滚浸、浇浸等绝缘处理工艺,随着人们对产品质量及环境保护方面的要求不断提高,其缺点日渐明显。(1)漆液的保存质量不易保证,工件带入漆液中的异物不易清除,夏季温度较高时加速漆的质变。 (2)浸漆时间及漆量随意性大,人为因素直接影响浸漆质量。 (3)由于受到工作环境、烘烤温度、漆液粘度等影响,绕组间隙及材料微孔不能完全浸透,漆膜附着力低,浸漆质量不能保证。(4)在罐外浸、滴漆,漆液容易飞溅外泄,流失量大,造成环境污染及漆液浪费。 (5)漆中稀释剂直接挥发到空气中,对人体造成伤害,容易产生爆炸及火灾。 (6)余漆收回桶中静止存放,造成漆液粘度上、下层不均匀,影响浸漆质量。 为解决以上问题,提高产品质量,我们自行设计制造了一套集浸漆、滴漆、输漆、储漆于一体的真空浸漆装置。 2 装置结构 如图1所示,该装置设有1个地坑,2个真空罐及1套水环式真空泵。真空罐主要用来存放被浸工 件,如为中型电机定子绕组浸漆,只需把定子绕组立放在中间带滤网的工作平台上即可进行浸漆,如为转子绕组浸漆,小型电机定子浸漆,变压器及电磁线圈浸漆,需根据情况另制一浸漆筒,浸漆时把浸漆筒立放在工作平台上,工件置于浸漆筒内浸漆。储漆箱 主要用来存放绝缘漆。搅拌器用来对漆进行调匀。水环式真空泵对罐内抽真空。此外罐内还应有防爆照明灯,罐盖上应有观察窗(图中未示出)。使用此装置的配套设备有加热炉(干燥室)、起重机等。 3 工艺过程 (1)根据绝缘等级及绝缘材料情况对工件进行 预烘,并冷却到工艺要求的浸漆温度。 (2)打开罐盖,将被浸工件吊放在浸漆平台上, 绕组或浸漆筒空心部位与滤漆箱网口对正,将喷头置于绕组或浸漆筒上端中心位置处,根据观察要求, 选择好安全照明灯位置并放好,盖好罐盖并压紧。 图1 真空装置系统结构 Fig.1 Construction of vacuum device system 11真空罐 21罐盖 31浸漆筒(定子绕组) 41喷头 51吊环 61 进漆阀 71进气阀 81抽气阀 91气水分离箱 101真空泵 111中间带滤网工作台 121过滤漆箱 131回漆阀 141电机蜗轮、蜗杆 151搅拌器 161储漆箱 171水 181混凝土 191真空表 (3)起动真空泵,对已放好工件的真空罐进行 抽真空,当罐内真空度达到-01076~-0108MPa 时,打开进漆阀,开动搅拌器,储漆箱中的漆经过搅拌后在大气压力的作用下,由储漆箱经进漆阀进入喷头,喷洒在被浸工件上。 (4)由观察窗观察到漆已布满绕组上端部或淹没全部工件时,停止输漆,让漆慢慢渗进绕组,停漆3~5min 后,继续输漆,如此数次,使绕组浸透。 (5)关闭抽气阀,停止真空泵,打开进气阀,待 真空表指示复零时,打开回漆阀,使漆经过过滤后流回储漆箱。 (6)若认为浸得不透或不均匀,漆膜较簿时,进行二次浸漆,直至浸漆质量达到要求时为止。 (7)打开罐盖,按要求滴尽余漆,送干燥室烘干。 ? 03? 煤 矿 机 械 2001年第1期
1 F(H)级低压电机绕组真空压力浸漆、烘干 工艺守则 佳木斯电机股份有限公司发布
F(H)级低压电机绕组真空压力浸漆、烘干工艺守则 1 范围 本工艺守则规定了低压电机绕组进行真空压力浸漆、烘干的操作规范和设备参数的选定,适用于F (H)级低压电机有绕组定子铁心和绕线转子铁心进行真空压力浸漆、烘干的全过程。 2 规范性引用文件 0EE.629.001 生产过程中零部件存放、转序工艺规程 3 材料及劳动保护用品 JF-9801H6 F级浸渍树脂、H9110/35F级不饱和聚酯亚胺无溶剂浸渍树脂、H9150H级不饱和聚酯亚胺无溶剂浸渍树脂、稳定剂、固化剂、专用稀释剂、棉纱、揩布、100目以上铁丝网或尼龙网、塑料布、耐油胶皮手套、棉手套、防毒面具、口罩。 4 设备、工具及测量器具 4.1 设备 真空压力浸漆设备、高安全节能型台车自驱动式干燥箱、防爆吊车、浸漆架、接漆盘、平车、搬运圆桶小车、漆槽、外设输漆管路。 4.2 工具 刮刀、溶剂盆、手电筒、活搬子、长钩、刷子、各种承重量的带钢丝绳的吊钩、软吊索。 4.3 测量器具 秒表、Bg — 4#杯、烧杯〔250ml〕、温度计〔0~100℃〕、水银温度计〔0~250℃〕、500V兆欧表、1000V兆欧表、2500V兆欧表。 5 工艺准备 5.1 检查设备、工具、测量器具和材料是否齐全、符合使用要求。 5.2 准备 5.2.1 JF-9801H6 F级浸渍树脂 浸漆前,用专用稀释剂或新漆将罐中漆的粘度调整至30s~60s〔23±2℃ Bg — 4#杯〕,每周一次取样测凝胶时间。 5.2.2 H9110/35 F级不饱和聚酯亚胺无溶剂浸渍树脂 浸漆前,用专用稀释剂调整待用漆的粘度至30s~40s〔23±1℃ Bg — 4#杯〕,每周一次取样测凝胶时间。准备好漆槽,接好外设管路。 5.2.3 H9150 H级不饱和聚酯亚胺无溶剂浸渍树脂 浸漆前,用专用稀释剂或新漆调整待用漆的粘度至50s~70s〔23±1℃ Bg — 4#杯〕,每周一次取样测凝胶时间。 5.2.4 新漆入罐 当罐内漆量不足,需要加入新漆时,有两种方法,一是通过外设管路采用抽真空方法将漆桶内的绝缘漆抽入罐中;二是使用专用吊钩将漆桶平吊到浸漆罐的壁沿上,打开桶盖,将绝缘漆直接倒入浸漆罐中。 5.3 检查工件
3.1 工艺流程: 设备点件检查→变压器二次搬运→变压器稳装→附件安装→变压器吊芯检查及交接试验→送电前的检查→送电运行验收 3.2 设备点件检查: 3.2.1 设备点件检查应由安装单位、供货单位、会同建设单位代表共同进行,并作好记录。 3.2.2 按照设备清单,施工图纸及设备技术文件核对变压器本体及附件备件的规格型号是否符合设计图纸要求。是否齐全,有无丢失及损坏。 3.2.3 变压器本体外观检查无损伤及变形,油漆完好无损伤。 3.2.4 油箱封闭是否良好,有无漏油、渗油现象,油标处油面是否正常,发现问题应立即处理。 3.2.5 绝缘瓷件及环氧树脂铸件有无损伤、缺陷及裂纹。 3.3 变压器二次搬运: 3.3.1 变压器二次搬运应由起重工作业,电工配合。最好采用汽车吊吊装,也可采用吊链吊装,距离较长最好用汽车运输,运输时必须用钢丝绳固定牢固,并应行车平稳,尽量减少震动;距离较短且道路良好时,可用卷扬机、滚杠运输。变压器重量及吊装点高度可参
照表2-24及表2-25。 树脂浇铸干式变压器重量表2-24 3.3.2 变压器吊装时,索具必须检查合格,钢丝绳必须挂在油箱的吊钩上,上盘的吊环仅作吊芯用,不得用此吊环吊装整台变压器(图2-63)。 图2-63 3.3.3 变压器搬运时,应注意保护瓷瓶,最好用木箱或纸箱将高低压
瓷瓶罩住,使其不受损伤。 3.3.4 变压器搬运过程中;不应有冲击或严重震动情况,利用机械牵引时,牵引的着力点应在变压器重心以下,以防倾斜,运输倾斜角不得超过15°,防止内部结构变形。 3.3.5 用干斤顶顶升大型变压器时,应将千斤顶放置在油箱专门部位。 3.3.6 大型变压器在搬运或装卸前,应核对高低压侧方向,以免安装时调换方向发生困难。 3.4 变压器稳装: 3.4.1 变压器就位可用汽车吊直接甩进变压器室内,或用道木搭设临时轨道,用三步搭、吊链吊至临时轨道上,然后用吊练拉入室内合适位置。 3.4.2 变压器就位时,应注意其方位和距墙尺寸应与图纸相符,允许误差为±25mm,图纸无标注时,纵向按轨道定位,横向距离不得小于800mm,距门不得小于1000mm,并适当照顾屋内吊环的垂线位于变压器中心,以便于吊芯,干式变压器安装图纸无注明时,安装、维修最小环境距离应符合图2-64要求。
` 编制人: 班组审核人: 单位审核人: 10千伏**线配电变压器台安装标准化作业流程图 编写作业指导书、作业指导卡填写工作票 工作任务 10千伏变压器台安装 组织人员进行 现场勘察 材料准备 工器具准备 作业指导书审批;学习工作票审核 吊装变压器 班前会,人员分工工作 票开工 安装高压引线横担 安装变压器台架 立杆组装金具及敷设接地极 指挥吊车就位 做好停电验电安装接地线及其它现场安全措施 现场工作实施 工作票结束,整 理资料 一次引线、避雷器安装 完 工 定位、挖坑 二次线及低压箱安装 安装跌落开关 安装接地极 变台挂牌 拆除接地线及其它安全措施 清理现场
编号: 20211001 10千伏**线变压器台安装标准化作业指导书 编写:年月日审核:年月日批准:年月日工作负责人: 作业日期年月日至年月日 内蒙古东部电力有限公司-呼伦贝尔电业局-**供电局-配电班
1、范围 1.1本指导书适用于**供电局**线**变压器台安装工作。 作业。 1.2如采用另外的作业方法时,应另行编制标准化作业指导书,但其格式、流程、原则不变。 2、引用文件 2.1国家电网公司《电力安全工作规程(电力线路部分)》 2.2GB50173-1992 《电气装臵安装工程35kV及以下架空电力线路施工及验收规范》 2.3 内蒙古东部电力有限公司《架空配电线路安装检修规程》 2.4内蒙古东部电力有限公司《中低压配电网建设与技术改造原则意见》 3、人员分工 内容负责人工作人员签字 1 作业负责人(监护人) 2 专责监护人 3 施工前备料人员(负责保存相关技术资料) 4 变台上工作人员 5 地面工作人员 6 吊车司机 4、材料 排序号名称规格单位数量责任人 1 变压器台 2 电杆12m 根 3 标准变台材料套 4 跌落开关组 5 氧化锌避雷器组 6 低压补偿箱台 7 接地极套 8 电缆(或绝缘导 线) 米 9 隔离开关组 10 接地带米
真空浸漆烘干机 1.真空浸漆烘干机概述 真空浸漆烘干机,广泛适用于电机、电器、变压器线圈及C型、O型铁芯的浸漆烘干处理,具有提高线圈机械强度、绝缘强度及防潮、防霉等功能。是电机、电器行业提高产品质量、节约能源、保护环境的理想设备。 电气线圈绝缘处理的目的在于提高线圈绕组的耐潮、耐热、导电、导磁及机械性能。处理的基本要求是线圈浸透、烘干、填满、粘牢,并在绕组外表面形成一层坚韧而富有弹性的漆膜。为满足这些要求,一般浸渍工艺是将线圈预热后浸漆,通过烘房或烘箱烘干。也有小型电器采用滴、浸、烘连续完成的遂道式烘箱(房)。但这些处理工艺存在着较多的缺点: 耗能高、干燥不彻底、环境污染严重、操作条件恶劣、损害工人身体健康,并伴有燃烧、中毒、爆炸等危险,有的更换夹具困难,线圈需内外圆刮漆,工人劳动强度大,生产效率低,浸烘周期长达三十多个小时,如采用二次、三次浸渍则周期更长,影响了正常生产。 2.真空浸漆烘干机工作原理 真空浸漆烘干机,采用“热气流——真空——热气流”真空浸漆烘干工艺,将工件放在浸漆架上装入浸漆缸,关上缸盖,对工件进行低温真空辅助除潮及挥发物,降低能耗,真空浸渍提高渗透能力,真空干燥确保线圈内部彻底干燥,再采用热气流加热至高温固化,完成整个绝缘处理工艺后出缸。 3.真空浸漆烘干机特点 采用真空浸漆烘干新工艺,整个绝缘处理过程包括: 白坯预烘、真空浸漆、滴漆、烘干等过程,全部在一个密闭浸漆缸内完成。传统工艺是: 线圈在敞开的容器中浸漆后吊出漆缸滴漆,车间地面滴漆严重,而且刺激的气味充斥车间,溶剂大量挥发,浪费了绝缘漆与溶剂。
ZJH真空浸渍烘干机让溶剂、绝缘漆各自在密闭的贮漆罐与溶剂贮罐中通过管道来回输送,避免了溶剂向空气中挥发,而且在浸漆、滴漆后还有油漆与溶剂回收工序,节省了原材料,避免了油漆及溶剂与工人直接接触。经真空浸漆烘干机处理的线圈,漆膜均匀,浸透性好,可免去刮漆工序,极大地降低了工人的劳动强度。 4.真空浸漆烘干机组成 设备主要有浸漆烘缸、贮漆罐、清洗罐、换热器、冷凝器、捕集器、真空缓冲器、排气缓冲器、真空泵、加热器、风机,电器控制柜等组合而成。 真空浸漆烘干机主要参数 设备浸漆缸工作真空度指标:-0.095Mpa, 工作温度由常温——180℃可自动调节。 主要规格型号从ZJH500×500——ZJH4000×400度,用户可根据实际需要选型。 5.真空浸漆烘干机规格 基本参数 型号浸烘漆缸公称容 积mm×mm容器工作真 空度— (Mpa)浸烘漆缸内xx 度调节范围 (℃)热风机功设备安装占地面积(平方米)率KW容量KWA型散B型单C型双装缸缸ZJH—500ф500×500 ZJH—700ф700×700
变压器安装工艺流程控制 美文欣赏 1、 走过春的田野,趟过夏的激流,来到秋天就是安静祥和的世界。秋天,虽没有玫瑰的芳香,却有秋菊的淡雅,没有繁花似锦,却有硕果累累。秋天,没有夏日的激情,却有浪漫的温情,没有春的奔放,却有收获的喜悦。清风落叶舞秋 韵,枝头硕果醉秋容。秋天是甘美的酒,秋天是壮丽的诗,秋天是动人的歌。 2、 人的一生就是一个储蓄的过程,在奋斗的时候储存了希望;在耕耘的时候储存了一粒种子;在旅行的时候储存了风景;在微笑的时候储存了快乐。聪明的人善于储蓄,在漫长而短暂的人生旅途中,学会储蓄每一个闪光的瞬间,然后用它们酿成一杯美好的回忆,在四季的变幻与交替之间,散发浓香,珍藏一生! 3、 春天来了,我要把心灵放回萦绕柔肠的远方。让心灵长出北归大雁的翅膀, 乘着吹动彩云的熏风,捧着湿润江南的霡霂,唱着荡漾晨舟的渔歌,沾着充盈夜窗的芬芳,回到久别的家乡。我翻开解冻的泥土,挖出埋藏在这里的梦,让她沐浴灿烂的阳光,期待她慢慢长出枝蔓,结下向往已久的真爱的果实。 4、 好好享受生活吧,每个人都是幸福的。人生山一程,水一程,轻握一份懂得,将牵挂折叠,将幸福尽收,带着明媚,温暖前行,只要心是温润的,再遥远的路也会走的安然,回眸处,愿阳光时时明媚,愿生活处处晴好。 5、 漂然月色,时光随风远逝,悄然又到雨季,花,依旧美;心,依旧静。月的柔情,夜懂;心的清澈,雨懂;你的深情,我懂。人生没有绝美,曾经习惯漂浮的你我,曾几何时,向往一种平实的安定,风雨共度,淡然在心,凡尘远路,彼此守护着心的旅程。沧桑不是自然,而是经历;幸福不是状态,而是感受。 6、 疏疏篱落,酒意消,惆怅多。阑珊灯火,映照旧阁。红粉朱唇,腔板欲与谁歌?画脸粉色,凝眸着世间因果;未央歌舞,轮回着缘起缘落。舞袖舒广青衣薄,何似院落寂寞。风起,谁人轻叩我柴扉小门,执我之手,听我戏说? 7、 经年,未染流殇漠漠清殇。流年为祭。琴瑟曲中倦红妆,霓裳舞中残娇靥。冗长红尘中,一曲浅吟轻诵描绘半世薄凉寂寞,清殇如水。寂寞琉璃,荒城繁心。流逝的痕迹深深印骨。如烟流年中,一抹曼妙娇羞舞尽半世清冷傲然,花祭唯美。邂逅的情劫,淡淡刻心。那些碎时光,用来祭奠流年,可好? 施工准备 检验 变压器就位、安装 检验 配线 接地、补漆 试运行前检查 试运行 检验 检验 检验 检验 交工验收 基础预制加工 不合格 不合格 不合格 不合格 不合格
电机、变压器真空压力浸漆工艺 电气线圈绝缘处理的目的在于提高线圈绕组的耐潮、耐热、导电、导磁及机械性能。处理的基本要求是线圈浸透、烘干、填满、粘牢,并在绕组外表面形成一层坚韧而富有弹性的漆膜。电机、变压器,继续电器等设备中线圈,均需进行浸漆处理。真空压力浸漆设备就是在真空及加压状态下把漆涂到线圈表面及渗透到内部缝隙的一种设备。与一般的浸漆技术相比,它的主要优点在于漆膜均匀致密,附着牢固,处理后的线圈绝缘性能较好。 真空压力浸漆系统的工艺流程 1.储漆罐抽真空 在储漆罐解除真空阀、浸漆罐真空阀、干燥罐真空阀及通风阀关闭的情况下,储漆罐真空阀、真空机组真空阀打开,真空机组水环泵进水阀、进气阀自动打开,在冷却水压达到0.1MPa以上时真空机组自动启动,开始对储漆罐抽真空,当真空度达到1333~4000Pa后,停止抽真空,储漆罐真空阀、真空机组真空阀自动关闭,真空机组水环泵进水阀、进气阀自动关闭,真空机组停止运行。保真空1~2h后,开储漆罐大气阀,罐内外压力平衡后,关储漆罐大气阀。 2.储漆罐加热 启动导热油加热装置,启动导热油管道泵启动,启动搅拌电机,当漆温达到30~50℃时停止加热及搅拌。 3.浸漆罐装工件 打开浸漆罐的大气阀,启动液压站,打开浸漆罐罐盖,气动插上锁销,将已准备好的工件吊装进罐。气动拔出锁销,将浸漆罐罐盖关到位,按下“浸漆罐罐
盖旋紧”按钮,转箍旋转复位,按下“液压站油泵电机停止”按钮,停止液压站油泵电机,关浸漆罐的大气阀。 4.浸漆罐预抽真空 在浸漆罐罐盖关闭并旋紧、大气阀、储漆罐真空阀、干燥罐真空阀及通风阀关闭的情况下,浸漆罐真空阀、真空机组真空阀打开,真空机组水环泵进水阀、进气阀自动打开。 在冷却水压达到0.1MPa以上时真空机组自动启动,开始对浸漆罐抽真空。当真空度达到400~600Pa后,真空机组自动停止运行,也可以触动“抽真空停止”按键,浸漆罐真空阀、真空机组真空阀自动关闭,真空机组水环泵进水阀、进气阀自动关闭,真空机组停止运行,抽真空过程停止。根据工艺要求保真空0.25~0.5h。 5.输漆 预设浸漆罐液位,开储漆罐和浸漆罐视孔灯,开储漆罐大气阀,按下“输漆”按钮,输漆阀打开,开始输漆。观察漆面,当到达工艺规定值后,断开“输漆”按钮,输漆阀关闭,停止输漆,关视孔灯。 6.压力浸漆 打开浸漆罐的大气阀破真空,完毕后关上浸漆罐的大气阀。检查安全阀,打开浸漆罐旁边的加压阀开始加压。根据工艺要求设定压力,当浸漆罐罐内压力达到0.3~0.5MPa时,自动关闭加压阀。当罐内压力下降到一定值后,自动打开浸漆罐旁边的加压阀,加压到0.3~0.5MPa,保压0.5~1h后,压力浸漆过程停止。 7.回漆 开储漆罐和浸漆罐视孔灯,开储漆罐大气阀,控制浸漆罐大气阀使浸漆罐泄压至0.15~0.2MPa按下“回漆”按钮,回漆阀打开开始回漆。观察漆面变化,当漆面接近罐底时,点动“回漆”按钮2~3次,防止压缩空气进入储漆罐。8.滴漆 打开浸漆罐的解除真空阀滴漆,滴干净后关阀。根据工艺要求滴漆,约0.5小时后,开排风按键,通风阀、浸漆罐真空阀自动打开,开加压阀门,使压缩空气进罐后带出有害气体再排出。滴漆干净后,关压缩空气阀门. 9.卸工件
电机绕组得浸漆工艺 电机绕组浸漆烘干目得 电机绕组浸漆烘干得目得,就是在于把绝缘材料中所含得潮气驱除,用绝缘漆填满所有空间气隙,这样既可提高绕组得绝缘强度与防潮性能,又可提高绕组得耐热性与散热性,还可提高绕组绝缘得机械性能、化学稳定性、导热性与散热效果与延缓老化,电动机浸漆质量得好坏,直接影响到电机得温升与使用寿命、要求浸漆与烘干严格按照绝缘处理工艺进行,以保证绝缘漆得渗透性好、漆膜表面光滑与机械强度高。使定子绕组粘结成为一个结实得整体。 目前E、B级绝缘得电机定子绕组浸漆得处理,一般采用1032三聚氰胺醇酸树脂漆,溶剂为甲苯或二甲苯,浸漆次数为二次,将其统称为普遍二次浸漆热沉浸式艺。 电机绕组浸漆烘干得工序 其工艺过程由预烘、浸漆两个主要工序组成。 一:预烘 1。预烘目得 绕组在浸漆前应先进行预烘,就是为了驱除绕组中得潮气与提高工件浸漆时得温度,以提高浸漆质量与漆得浸透能力。 2、预烘方法 预烘加热要逐渐增温,温升速度以不大于20-30度/h为宜。预烘温度视绝缘等级来定,对E级绝缘应控制在120~125度,B级绝缘应达到125~130度,在该温度下保温4~6小时,然后将预烘后得绕组冷却到60~80度开始浸漆。 二:浸漆 浸漆时应注意工件得温度、浸得粘度以及浸漆时间等问题、
1.浸漆温度 如果工件温度过高,漆中溶剂迅速挥发,使绕组表面过早形成漆膜,而不易浸透到绕组内部,也造成材料浪费;若温度过低,就失去预烘作用,使漆得粘度增大,流动性与渗透性较差,也使浸漆效果不好。实践证明,工件温度在60~80度浸漆为宜。 2.漆得粘度 漆得粘度选择应适当,第一次浸漆时希望漆浸透到绕组内部,因此要求漆得流动性好一些,故漆得粘度应较低,一般可取22~26s(20度、4号粘度计);第二次浸漆时,主要希望在绕组表面形成一层较好得漆膜,因此漆得粘度应该大一些,一般取30~38s为宜。由于漆温对粘度影响很大,所以一般规定以20度为基准,故测量粘度时应根据漆得温度作适当调整。 3.浸漆时间 浸漆时间得选择原则:第一次浸漆,希望漆能尽量浸透到绕组内部,因此浸漆时间应长一些,约15~20min 第二次浸漆,主要就是形成较好得表面漆膜,因此浸漆时间应短一些,以免时间过长反而将漆膜损坏,故约10~15min为宜。但一定要浸透,一直浸到不冒气泡为止,若不理想可适当延长浸漆时间、每次浸漆完成后,都要把定子绕组垂直放置,滴干余漆,时间应为30min,并用溶剂将其它部位余漆擦净、 浸漆方法 浸漆得主要方法有:浇浸、沉浸、真空压力浸。 对单台修理得电机浸漆,多采用浇浸,而沉浸与真空压力浸通常用于制造电机,对批量得可考虑沉浸,高压电机才采用真空压力浸、 常用得浇浸工艺方法为: (a)取出预烘得电机,待温度凉至60~80度,竖直架于漆盘之上; (b)将无溶剂漆灌入空饮料塑料瓶中,以便把握浇浸漆量;