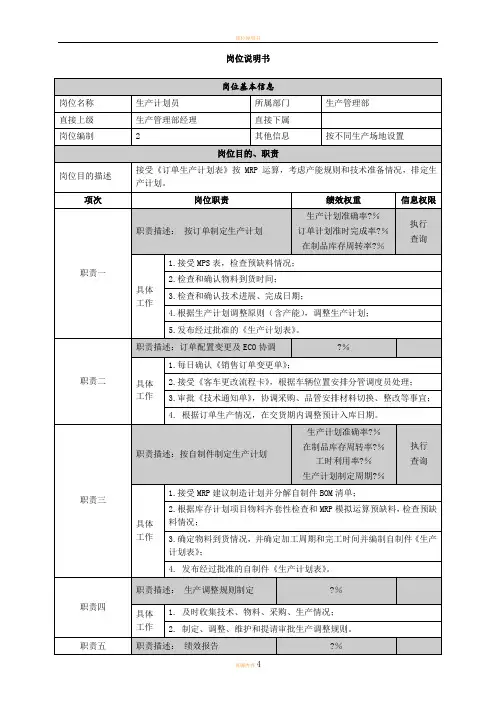
FS 生管作业说明书---日常作业
- 格式:xls
- 大小:201.50 KB
- 文档页数:3
生管 物控 物管
PD/SMT
24708166.xls / 說明書
1 of 3
Made by: FS PC Data date: 2003/02/18
FS 生管作業說明書---日常作業
作業說明 備註 七. 排程列印并通知制造線 (設定當天為第N天) PD/SMT 1. Ass'y物料每天下班前至Tiptop查詢排程,將N+1天排程的相關線信息通知制造 使用程式: 生管單位管理系統--17 [個人一般作業]--[55][Assembly Schedule Report(By Line)] 程式代碼: asfr611 2. SMT生管每天下班前以MAIL方式通知制造線及物料組N+1-->N+3天的排 八. 完工/投入數KeyIn 1. 生管每天8:00依SFIS查詢N-1天的實際產出數 2. 生管會根據查詢的完工/投入數對排程進行更新以便准確掌握生產線狀況 使用程式: 生管單位管理系統--17 [個人一般作業]-->[57][NDPS 排程] 程式代碼: asfi640 sfis-->QM.EXE 九 入庫作業 1. 各物料組將半成品或成品按工單入庫 2. SMT每放滿一靜電台車入一次庫﹔Ass'Y滿棧板經OQC pass 後入成品庫. 十. 排程變更通知 1. 當有異常情況需對排程作變更,并會影響生產時,生管立即以電話及 MAIL形式將排程變更通知發給制造單位,物控,物管,QA,工程,機構,IQC,帳 排程變更通知 請參考附件三 十一. 訂單狀況 1. 每周一業助根據生管提供的Stock In Plan排定Shipping Plan提供給客 2. 業助每周一開出下周訂單並確認Payment. 3. 進出口每日需提供vanning report 給客戶 4. 生管收到訂單,與進出口排定出貨計劃, 並 push製造入庫, 以及時出貨 十二. 出口資料 1.進出口每天進入訂單出貨時間設定作業中查詢,并在出貨前一天作好相 關出口資料(ps: 如為P/R階段則由生管通知) 使用程式: 生管單位管理系統--12 BPIS包裝管理系統--15 訂單出貨時間設定作業 程式代碼: pisi300 2. 進出口需提供以下資料:a.Invoice b.Packing List c.報關委托書 * 2 d.出口報關單 e.出口收匯核銷單 生管 生管
FS 生管作業說明書---日常作業
作業說明 一. 生管日常作業流程 請參考附件一 二. PO Forecast的發布(請參閱附件零---SCE PO Forecast Rule) 1. 第N-1周周五發布N+1與N+2周的P/O (設定當周為第N周) 2. 第M月的第八個工作日召開製販會議后發布M+1、M+2、M+3月的 Forecast(設定當月為第M月) 三. MPS的發布 1. 每周周一上午發布MPS (起算周為N+3周) 生管於周一 12:00 前開立N+2周的工單 (設定當周為第N周) 使用程式: 生管單位管理系統---2 工單維護作業 程式代碼: asfi301 使用程式: 生管單位管理系統---56 專案管理系統---10 專案工單批次產 生作業 程式代碼: prap101 2. 開完N+2周工單后生管通知物控Run MRP 四. ramp up plan 排定 1. F/C發布后, 生管需依最新的F/C排定ramp up plan ( rolling 3 months) 2. 依據F/C 提供stock in plan給客戶 (stock in plan, daily production plan, weekly production plan) 生管 生管 責任單位 SCE 備註
PD/SMT/MMD
業助 業助 進出口 生管 進出口
24708166.xls / 說明書
2 of 3
Made by: FS PC Data date: 2003/02/18
FS 生管作業說明書---日常作業
作業說明 十三. 出貨 1. 成品庫出貨時以先進先出為原則 2. 進出口作好資料,通知成品庫取資料: a.裝箱清單 3. 成品庫通知OBA作出貨檢驗 4. 成品出口時程表 (附件四) 十四. 各BU生管溝通協調 1. 目的:各BU生管有效溝通,合理利用園區內各生產資源,以達園區內產 能平衡及成本合理化 2. 范圍:短期(3個月內)的產能波動,產生借用需求 3.作業程序及權責 a. 每周一各BU生管依附件格式統計產能剩余狀況,并在12:00前mail to Jackson Yang(楊軍華_蘇州); b. 由楊軍華匯總資料 mail to 各BU生管的窗口及其主管 (附件五) c. 有借用需求的生管與借出方生管窗口確認借線事宜 d. 借用線別在生產前,由借用方生管主導召開“導入會議”﹔雙方生管及 相關部門出席討論生產相關問題(5M check) e. 資源借出期間的生產安排均由借用方生管為主擔當 f. 借用方生管為廠區聯絡的主窗口,借出方生管為雙方溝通的橋梁 g. 借出方生管在其中扮演溝通協調的角色,監督資源的利用狀況 h. 雙方生管隨時溝通,借出方生管負責廠區內可處理異常(ex: 過帳問題) 之解決改善,若牽涉到會影響交期的異常或影響正常生產之異常時(ex:泡棉/ 膠箱不足時),應由借出方的生管主動high light 給借用方的生管要及時處 理. 備註 MMD
五. 日生產排程(3-7天)之Release (設定當天為第N天) 生管 1. 生管于每天下班前確認N,N+1,N+2...N+6天的日生產排程, 原則上至N+2 天的排程不會變動(已作備料通知) 使用程式: 生管單位管理系統---17 [個人一般作業]-->[57][NDPS 排程] 程式代碼: asfi640 2. 生管每日發出DPS(附件二)給各單位 ( ME, ENG,IQC,QA,PD,SMT,MMC,MMD) 3. 物控依DPS及時入料,原則 上齊套備料上線 六. 備料通知作業 1. 生管在工單上線前兩天12:00之前確認備料通知 2. 物控在工單上線前兩天12:00至下班前確認備料通知 3. 物管每日查詢備料通知作業程式,當生管與物控都對備料作業確認時物 管則按照指定日期備料。(原則上在上線前一天作工單備料) 使用程式: [生管基本資料及其他處理]--12[華碩工單備料通知作 4. 制造物料組按照備料通知備料,并及時作好上線准備 注意: 備料如有異常,物管立即知會物控,物控提出對策,并請生管給予協助
24708166.xls / 說明書
3 of 3
Made by: FS PC Data date: 2003/02/18