卧式加工中心坐标转换
- 格式:xlsx
- 大小:23.92 KB
- 文档页数:2
X旋心: Z轴与X轴的轴线的交点,这个交点到Z旋心: Z轴与X轴的轴线的交点,这个交点到#500 代表Z轴旋心;该值为负数。#5241=#500-#5223值等于负数#501 代表X轴旋心;该值为负数。#5221 为G54X轴坐标#2501 为G54X轴坐标代表G54~G59 从2开始偶数递增#5222 为G54Y轴坐标#2601 为G54Y轴坐标
#5223 为G54Z轴坐标#2701 为G54Z轴坐标#5 2 2 1
#5224 为G54W轴坐标#2801 为G54W轴坐标代表X轴~W轴 从1开始+1递增#5241 为G55X轴坐标#2502 为G55X轴坐标#5261 为G56X轴坐标#2503 为G56X轴坐标代表G54~G59 从1开始+1递增#5281 为G57X轴坐标#2504 为G57X轴坐标
#5301 为G58X轴坐标#2505 为G58X轴坐标#2 5 0 1
#5321 为G59X轴坐标#2506 为G59X轴坐标代表X轴~W轴 从5开始+1递增O5642(FT200-704000008A-A1)(2012-4-19)
(MADE-IN-FMH400)
G91G30X0.Y0.G90G10L2P1X0.000Y0.000G90G10L2P1Y-935.9
G90G10L2P3Z0.000G90G10L2P2X-1062.033Z-558.3#5223=#500*2-#5263+50#5241=#500-#5223+#501#5242=#5222
#5242=#5222#5262=#5222
#5243=#5221-#501+#500+66#5282=#5242+123.
#5261=#501*2-#5221#5221=#5243-#500+#501#5262=#5222#5223=#501-#5241+#500+285.#5281=#501*2-#5241#5261=#500-#5243+#501#5282=#5222#5263=#5241-#501+285.+#500#5283=#500*2-#5243+132#5281=#501*2-#5241
#110=#5223-#500-10#5283=#500*2-#5243+1815.#111=#5221-#501#5301=#501-#110*SIN[30]+#111*CO#5302=#5222#5303=#500+#111*SIN[30]+#110*COS[30]#5321=#501-#110*SIN[270]+#111*C#5322=#5222#5323=#500+#111*SIN[270]+#110*COS[270]
第七页㈠ 已知的坐标为G54X、Y、Z;#5222=#5242 G54Y=G55Y坐标旋转#5241=#501+[#500-#5223]译: G55X=G55X旋心+G54Z旋心-G54X坐标
#5241=#501+[#500-#5223]+950
#5241=#501+[#500-#5223]-950#5243=#500-[#501-#5221]译:G55Z=G55Z旋心-G54X旋心+G54X坐标/+475/-475
#5243=#500-[#501-#5221]+475
#5243=#500-[#501-#5221]-475
#5261=#501*2-#5221#5262=#5222#5263=#500*2-#5223G56Z轴坐标=G54Z轴旋心+G55Z轴旋心-G54Z轴坐标-#5281=#501-[#500-#5223]换算方法和以上的⑤相似,两旋心的方向也是在同一方#5282=#5222#5283=#500+[#501-#5221]换算方法和以上的③相似,两旋心的方向也是相反的所
㈡需校正的坐标为G54XG90G10L2P1X-G90G10L2P2X-#5243=#5221-#5223=#501-G200A54.B56.C180.Z-390.(G56-X-Y-Z)G200A55.B57.C180.Z-
以上为两种坐标转换的值是有正负号区别的;被参考的坐标轴的增
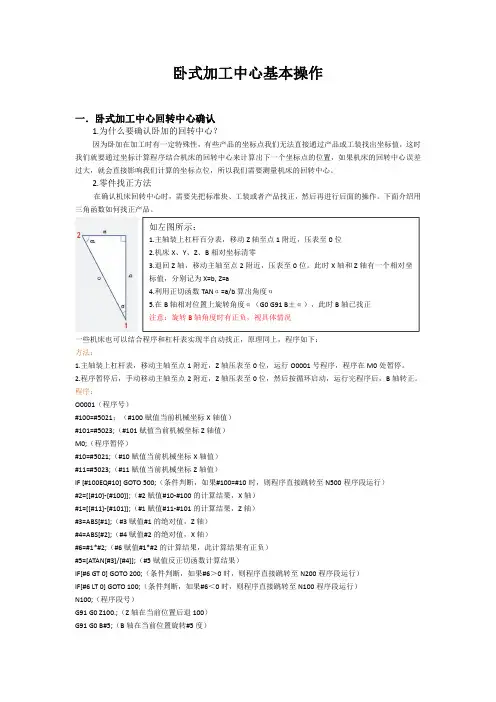
--------任意角度换算公式: (例如:已知G54X、#110=[#5223-#500+ZG54]#111=[#5221-#501+XG54]G55X=#501-#110*SIN[A]+#111*COS[A]+G55Z=#500+#111*SIN[A]+#110*COS[A]+ZG55其中,ZG54指G54Z轴原点与G55Z轴原点的垂直增量距 XG54指G54X原点与G55X原点的垂直增量,相对G54X如 XG55指用于换算时设定的G55X轴原点与实际需要的 ZG55指用于换算时设定的G55Z轴原点与实际需要的-以上有正负之分的,正指相对于上一点往正方向增加说明:①机台X轴和Z轴的旋心是在同一个交点上,X旋心是这个交点到X正方向的距离,Z轴旋心也是这个交点到Z轴正方向的距离;所有轴的原点值都等于该点到该轴正方向的值;②工作台是以顺时针方向旋转的,而角度也是以顺时针增加的(当G54为0度时,其右边那个面G55为90度,后面G56为180度,左边G57为270度)。③当G54-0度面旋转到G55-90度面时:G54的Z轴方向就变成了G55的X轴方向,由于以上①的条件,此时G55X旋心方向和G54Z轴旋心方向刚好相反,而其交点是不变的,又因G54Z轴原点的位置是已知的,需要将G55X坐标原点的位置换算到G54Z轴原点的位置上,所以G55X坐标原点就等于G55X旋心加上[G54Z轴旋心到G54Z原点的距离](因为两个旋心的方向相反,所以需要用加号),而这段距离又等于G54Z轴旋心减去G54Z轴坐标,即G55X的原点位置=G55X旋心+[G54Z轴旋心-G54Z坐标原点];④如果G55X原点位置还需要在G54Z轴原点位置上偏置一个值,就需在后面增加一个
G56X轴坐标=G54X旋心+G55X旋心-G54X坐标;由于G54和G56X轴旋心是同一个旋心,两者方向相反,所以用一个旋心乘以2即可;如果需要偏置,偏置方法和正负号选择如以上④所述;说明:⑤当G54-0度面旋转到G55-90度面时:G54的X轴方向就变成了G55的Z轴方向,由于以上①的条件,此时G55Z旋心方向和G54X轴旋心方向刚好在同一个方向,而其交点是不变的,G54X轴原点的位置是已知的,需要将G55Z坐标原点的位置换算到G54X轴原点的位置上,所以G55Z坐标原点就等于G55Z旋心减去[G54X轴旋心到G54X原点的距离](因为两个旋心的方向相同,所以需要用减号),而这段距离又等于G54X轴旋心减去G54X轴坐标,即G55Z的原点位置=G55Z旋心-[G54X轴旋心-G54X坐标原点];⑥如果G55Z原点位置还需要在G54X轴原点位置上偏置一个值,就需在后面增加一个值,此值有正负号之分,当往G55Z轴正方向偏置时此值为正数,当往G55Z负方向偏置时此值为负数;
-以上“设定的”指为了换算时的方便而设定一个原点,有时这个原点与实际的不重合,所以算好后需添加一个值即XG55和 ZG55