手机壳凸凹模设计与数控加工设计说明书
- 格式:doc
- 大小:2.91 MB
- 文档页数:19
1 实训说明书
1.项目二手机壳凸凹模的构建(包括零件的构建)
零件的建模思路简析:首先画出零件底面的外轮廓-拉伸出实体-画出零件上表面扫描所需的截面线和引导线-将上表面扫描出来-用此表面切除实体-再拉伸出矩形槽(先将上表面往下偏置1.68,用此面修剪拉伸体,再将此拉伸体与零件求差)-最后倒圆角,则整个零件基本完成
凹凸模的建立注意事项:凸模需缩小1.005倍,凹摸需扩大1.005倍,加工必须转换成曲面
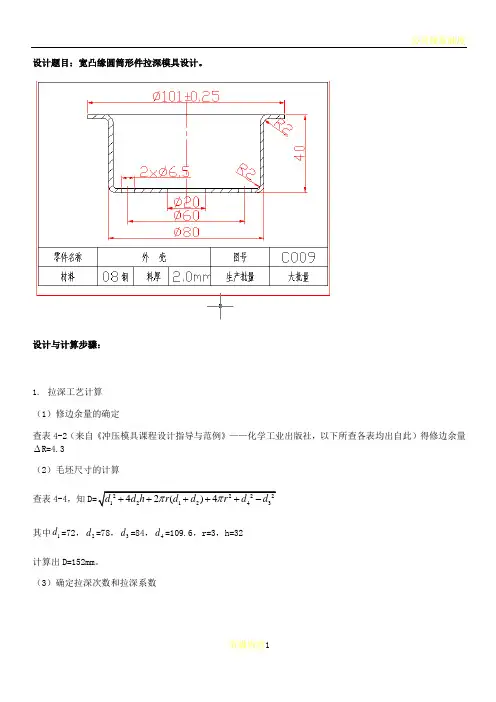
步骤1.画96*37.55的长方体轮廓图形。
步骤2.画36*24.96的长方体
步骤3.画弧129.6 和72,然后镜像到另一边 2
步骤4.倒圆角
步骤6.拉伸出实体
步骤7在front面画出扫描引导线(从其中一端开始画,通过两点画弧和直线可构建出来)
步骤8.通过扫描构建出曲面,先选择截面线后选择引导线
3 步骤9.将线框图层隐藏起来,再用刚生成的曲面去修剪实体
步骤10.拉伸出矩形槽
步骤11.倒2.4的角(此时,该零件的实体建模完成)
步骤12.将所生成的实体抽壳,厚度为0.5
步骤13.随便拉伸出一个矩形实体,用此矩形对零件进行布尔操作可生成凸凹模 4
凸模生成如图
凹模生成如图
凹模放大1.05倍 5 2. 凹模的加工
概述
1. 零件的工艺简析:该零件的各个表面连接光滑,其形状较简单,对称,便于模具加工。减少了热处理或冲压时在尖角处开裂的现象,同时,也可防止尖角部位刃口的过快磨损。
2. 零件的加工路线:粗加工(曲面挖槽加工)-半精加工(曲面等距环切)精加工(曲面等距环切,45度平行铣削)
步骤1.设置边界盒如图所示,然后以边界盒对角线画一直线,将凹摸从此直线与z轴的交点移动到坐标原点
6
步骤2.首先采用曲面粗加工挖槽,选择切削范围边界,设置刀具参数如图,采用直径为4mm的牛鼻刀。
步骤3.设置挖槽刀具参数如图,进给率为400下刀速率为500主轴转速为1000
步骤4.设置挖槽曲面参数如图,安全高度为50参考高度为30加工曲面的预留量为0.3mm。 7
步骤5.设置挖槽参数粗加工参数如图,整体误差为0.05,z轴最大进给量为1.6
步骤6.设置挖槽参数如图,选择等距环切,切削间距为百分之75,切削间距为3
步骤7.采用曲面精加工环绕等距作为半精加工,选择上一步的刀具,具体的设置参数如图所示 8
步骤8.设置环绕等距的刀具参数如图,进给率为400,下刀速率为500,主轴转速为1500。
步骤9.设置环绕等距的曲面参数如图,安全高度为50,参考高度为30,加工预留量为0.1, 其他设置如图。
步骤10.设置环绕等距精加工参数如图,最大切削间距为0.7,倾斜角度为0度,加工方向为顺时针。 9
步骤11.点击上一步最下方的间隙设置,设置刀具路径的间隙,具体数值如图所示。
半精加工的效果图,如图所示
步骤12.精加工采用环绕等距,选择的刀具为直径为3mm的牛鼻刀,刀具其他参数如图所示 10
步骤13.设置环绕等距的刀具参数,进给率为400下刀速率为500,主轴转速为2000其他设置如图。
步骤14.设置环绕等距的曲面参数如图所示,安全高度为50,参考高度为30,加工余量为0,其他设置如图。
步骤15.设置环绕等距精加工参数,整体误差为0.05,最大切削间距为0.5倾斜角度为0,加工方向为顺时针 11
生成的最终加工图形如图所示
三.凸模的加工
概述:1.零件的工艺简析:该零件的模具应设计成冲压模,零件的各个表面连接光滑,其形状较简单,对称,便于模具加工。减少了热处理或冲压时在尖角处开裂的现象,同时,也可防止尖角部位刃口的过快磨损。
2.零件的加工过程:粗加工(曲面粗加工挖槽)-半精加工(曲面等距环切)-精加工(45的曲面平行铣削,135度的曲面平行铣削)
步骤1.对凸模构造出边界盒,参数如图所示,然后将凸模按照移动凹摸的方法移动到坐标原点。 12
步骤2.粗加工采用挖槽,选用直径为4的球刀,刀具其他参数如图所示。
步骤3.设置挖槽刀具参数,进给率为400,下刀速率为600,主轴转速为1500.其他设置如图所示。
步骤4.设置挖槽曲面参数,安全高度为50,参考高度为30,精工预留量为0.3 13
步骤5.设置挖槽粗加工参数,整体误差为0.05,z轴最大进给量为1
步骤6.粗切选择等距环切,切削间距为百分之75,距离为3
粗加工的效果图 14
步骤7.半精加工为曲面等距环绕,刀具选用直径为3的牛鼻刀,其他参数如图。
步骤8.设置环绕等距刀具参数,进给率为400,下刀速率为600,主轴转速为1500
15 步骤9.设置环绕等距曲面参数,其中安全高度为50,参考高度为30,加工预留量为0.1。
步骤10.设置环绕等距精加工参数,整体误差设为0.05,最大切削间距设为0.3,倾斜角度为0。
步骤11.在上一步下方点击间隙设置,参数设置如图所示。
环绕等距加工效果 16
步骤12.第二步半精加工用45度的平行铣削,选用直径为3的牛鼻刀,其他参数如图
步骤13.设置平行铣削的刀具参数,进给率为400,下刀速率为600,主轴转速为2000其他设置如图。
步骤14.设置平行铣削的曲面参数,其中安全高度为50,参考高度为30,其他参数如图。
17
步骤15.设置平面铣削参数如图,加工角度为45度
45度平面铣削的加工效果图
步骤16.再采用135度的平行铣削,其主要设置均与上步相同,只需将加工角度改成135度即可。
凸模的最终加工效果图
18 四.项目三的建模
1.零件的建模过程简析:首先画出零件底座轮廓-将底座拉伸出来-在拉伸出的底座上表面画出零件底部轮廓-向上拉伸(长度大于22)-将构图面设置为front面-画出零件侧面轮廓(图形要封闭,拉伸出的要是实体)-将上两步拉伸的实体求差-将构图面设置为距xy面上方20mm处,画出35*50的矩形-将此矩形拉伸切除-同理画出另一个槽-对零件各处倒圆角。
2.截图说明:
步骤1.绘制零件底座轮廓及底部轮廓
步骤2.绘制零件侧面轮廓及挖槽的两个矩形轮廓
19
步骤3.将绘制的草图进行拉伸操作,布尔运算,最后对零件进行倒圆角。
最后的完成图如图所示: