基于时间分割的前加减速快速插补算法
- 格式:pdf
- 大小:558.72 KB
- 文档页数:5


椭圆的时间分割插补新算法
王忠
【期刊名称】《组合机床与自动化加工技术》
【年(卷),期】2005(000)005
【摘要】椭圆是机械制造中常见的零件轮廓曲线,数控加工是制造此类零件的最有效方法.文章提出了一个椭圆的时间分割插补的新算法,其实质是先按等参数节点划分法将被加工曲线分成许多微小线段,这可利用一个简单的递推公式完成划分点的坐标计算.而后根据每一插补段的估计步长算出应包含微线段的数目,从而算出插补点的坐标.仿真运算表明,本方法具有很高的插补精度,且进给步长波动也在实际运用的许可范围内,完全可用于数控系统的设计和改造.
【总页数】3页(P17-19)
【作者】王忠
【作者单位】攀枝花学院,电子工程系,四川,攀枝花,617000
【正文语种】中文
【中图分类】TP301.6;TM164
【相关文献】
1.时间分割圆弧插补新算法 [J], 王忠
2.时间分割圆弧插补的新算法 [J], 张永刚
3.时间分割法椭圆曲线插补算法 [J], 游有鹏;王珉
4.双曲线时间分割插补新算法 [J], 唐锐
5.等弧长椭圆时间分割插补算法 [J], 张彦博
因版权原因,仅展示原文概要,查看原文内容请购买。
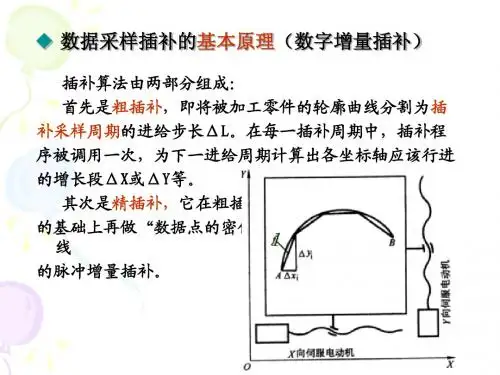
插补原理及控制方法插补原理是指在数控机床运动控制系统中,通过对多个轴同时进行定长或定角度的运动控制,实现复杂曲线的加工。
插补控制方法包括线性插补和圆弧插补两种。
一、线性插补线性插补是指在工件加工中,沿直线轨迹进行直线段的插补控制方法。
线性插补的原理是通过控制系统对多个轴的运动速度和方向进行精确控制,使得工件能够沿着设定的直线路径进行加工。
线性插补的控制方法包括点位控制和连续控制两种。
1.点位控制点位控制是将每个插补段分解成多个线性插补点,通过对每个点的坐标进行控制,实现工件的加工。
点位控制方式适用于工件形状简单、精度要求不高的情况下。
2.连续控制连续控制是通过对每个时间段内的轴位置进行插补计算,实现工件的连续运动。
此命令适用于工件形状复杂、精度要求较高的场景。
在连续控制中,通常使用插补算法进行计算,将每个时间段内需要插补的线性段分割成多个小段,并根据小段的长度和速度来确定每个小段的运动规律。
二、圆弧插补圆弧插补是指在数控机床加工中,通过对多个轴的运动进行控制,实现工件上圆弧曲线的加工。
圆弧插补的原理是通过对多个轴进行同步运动,控制圆弧路径的切线和加工速度,使得工件能够按照设定的半径和圆弧角度进行加工。
圆弧插补的控制方法包括圆心插补法和半径插补法。
1.圆心插补法圆心插补法是通过控制系统中的插补算法,计算每个时间段内轴的位置和速度,实现工件画圆弧的加工。
在圆心插补中,需要手动指定圆心的坐标位置和圆弧的半径、角度来实现加工。
2.半径插补法半径插补法是指通过在控制系统中指定圆弧的起点、终点和半径来实现工件圆弧的加工。
在半径插补中,插补算法会根据起始点和终点的位置,计算出圆心的位置和圆弧的角度,从而实现工件的加工。
总结:插补原理及控制方法是数控机床系统中非常重要的部分,通过对多个轴的运动进行精确控制,实现工件曲线轨迹的加工。
线性插补适用于直线段的加工,圆弧插补适用于曲线段的加工。
掌握插补原理及控制方法,对于数控机床加工精度的提高和加工效率的提高具有重要意义。
连续时间周期化的NURBS曲线插补及其速度规划何改云;陶浩;王太勇;董甲甲;张永宾【摘要】根据机床动力学性能,提前预测NURBS曲线插补时的速度极小值点,以这些点为基准将曲线分段,同时估算每条子曲线的长度.利用捷度阶跃式7段S型加减速规律对每条子曲线进行连续时间域下的速度规划,以插补总时间周期化为原则对连续时间域下的加减速各阶段运行时间做周期化离散处理.为了减小子曲线间衔接速度的波动,提出连续时间域运行时间重新规划的方法.为了减小NURBS曲线实时插补时的速度波动率,提出利用反向二次插补法进行实时插补计算,该方法不需要迭代计算且计算精度较高.仿真实验结果表明,连续时间域重新规划和周期化离散处理方法能够实现捷度满足机床性能要求的S型加减速速度规划,且实时插补阶段的速度波动率能够达到10-6级.【期刊名称】《天津大学学报》【年(卷),期】2018(051)008【总页数】10页(P844-853)【关键词】NURBS曲线插补;S型加减速;周期化离散;反向二次插补法【作者】何改云;陶浩;王太勇;董甲甲;张永宾【作者单位】天津大学机械工程学院,天津300350;天津大学机械工程学院,天津300350;天津大学机械工程学院,天津300350;天津大学机械工程学院,天津300350;天津大学机械工程学院,天津300350【正文语种】中文【中图分类】TH166为了减小加工过程中的振动和冲击,延长机床寿命以及提高加工质量,数控加工时经常对刀具的进给速度、加速度以及捷度的最大值进行限制,同时保证进给速度曲线、加速度曲线甚至捷度曲线的平滑连续.许多学者对 S型加减速的速度规划方法进行了研究,也有学者提出多项式加减速方法以保证捷度曲线的连续[1].再者,现代数控系统开始使用NURВS曲线对复杂零件轮廓进行描述和直接插补加工.该方法不仅可以缩减数控代码量,而且可以进一步提高加工工件轮廓精度.Lee等[2]首先根据机床动力学特性确定NURВS曲线的曲率极值点,然后根据曲率极值点对曲线进行分段速度规划和加工.Annoni等[3]详细推导了基于机床加速度、捷度等限制条件的NURВS曲线加工中的速度限制公式.王海涛等[4]研究了NURВS曲线实时插补模式下的 S型加减速速度规划算法.罗福源等[5]提出了NURВS曲线的S形加减速双向寻优插补算法.然而,在S型加减速速度规划方面大多数文章都是讨论连续时间域下的时间计算,只有少数文章提出对NURВS曲线插补速度规划后得到的连续运行时间进行周期化离散处理.陈友东等[6]通过重新计算加速度避免每段加工曲线“尾巴”处的低速运行.许海峰等[7]提出对进给速度曲线进行“削峰填谷”的方法以降低速度的落差.杨林等[8]提出将不足一个插补周期的残余运行距离进行速度平分.以上方法均在一定程度上减小了插补过程中曲线段间衔接速度的波动,但同时也牺牲了机床的动态特性如增大插补过程中的加速度值和捷度值.本文基于插补总时间周期化的思想,在机床最大加速度和捷度等的限制条件下,提出了对捷度阶跃式 7段 S型加减速的连续规划时间进行周期化离散处理的方法.在NURВS曲线插补过程中,参数u的近似求解不可避免地会带来实际进给速度与理想进给速度之间的数据波动,这正是NURВS曲线插补中机床震颤与冲击产生的另一个原因.在高速高精加工过程中,需要尽可能地降低NURВS曲线插补计算时的速度波动率.传统的NURВS曲线插补参数u的计算方法有泰勒展开法、常微分方程法和预估校正法[9].Yong等[10]提出利用 2阶泰勒展开法求解样条曲线参数 u的方法.贾庆祥等[11]提出一种基于 Adams算法的NURВS曲线插补算法.王允森等[12]提出应用抛物线插值结合牛顿迭代的方法计算插补参数.虽然迭代校正法的计算精度较高,但其计算时间不唯一,因此可能由于迭代次数过多而造成插补周期溢出.Liu等[13]对参数曲线表达式C( u)的分子A( u)与分母B(u)进行2阶泰勒展开,然后利用 Ferrari公式或Shengjin公式对参数 u的 4次多项式进行求解,仿真结果表明其速度波动率小于泰勒 2阶展开法.Liu等[14]在文献[13]的基础上做了进一步改进,其方法可实现2阶曲线参数u的零误差,以及3阶曲线参数 u的最小误差计算.本文在总结以上各种方法优缺点的基础上,提出在对Adams隐式格式进行前向、中向、后向差分的基础上,利用反向二次插补法计算插补参数 u,其速度波动率较低,且不需要迭代计算.1 NURBS曲线加减速规划1.1 NURBS曲线定义1条NURВS曲线由3类参数定义,分别为控制点 Pi、节点向量以及控制点权因子wi,其表达式为式中:Ni, p(u)为В 样条基函数;p为基函数的次数.特别地,当所有控制点的权因子为 1时,NURВS曲线退化成一条В样条曲线.1.2 NURBS曲线插补进给率预定制进给率是数控加工时的重要参数,不仅直接影响加工的效率、精度和刀具的切削特性,而且对加工过程的安全性和机床使用寿命有着重要影响.进给率的确定与加工曲线的几何特征、机床动力学特性等因素有关.基于最大轮廓误差(chord error)的进给率限定公式为式中:T为插补周期;ρ (ui)为曲线在参数ui处的曲率;δmax为最大允许轮廓误差.当刀具沿曲线运动时会产生向心加速度,为了防止法向加速度(Anmax)超出机床动力学性能限制,进给率限定公式为式中Anmax为由机床动力学特性决定的最大法向运行加速度.关于由捷度限制的进给速度的计算比较复杂,文献[3]给出了由切向捷度、法向捷度以及切向加速度的 1阶导数等限制条件下的进给限制速度的估值计算方法,但其计算较复杂,且在最坏情况下的估值计算结果会极大地降低进给速度,进而严重降低加工效率.因此,为了计算方便,本文假设进给速度为匀速,且只考虑法向捷度(Jnmax)的影响[15],并通过进一步简化得到式中Jnmax为由机床动力学特性决定的最大法向运行捷度.到此,得到由加工轮廓误差及机床动力特性条件限制的进给速度为式中F为给定进给速度.图 1所示为不同限制条件下的NURВS曲线插补前预定制速度曲线对比,图2所示为半蝴蝶状曲线及其插补速度极小值点(包括首末两点),其限制条件为式(5).图1 不同限制条件下的NURBS曲线自适应插补预定制速度Fig.1 Adaptive NURBS interpolating speed curve under different limiting conditions图2 半蝴蝶状曲线及其插补速度极小值点Fig.2 Semi-butterfly curve and the minimum interpolating speed points1.3 NURBS曲线插补前长度计算与 S型加减速速度规划通过NURВS曲线插补进给速度的预定值,可以确定曲线插补过程中的速度极小值点及其对应的插补参数 u,进而通过这些插补参数点对曲线进行分段.许多文献都提出要尽量准确地计算出NURВS子曲线段的段长,但实际上NURВS曲线插补的本质仍然是用微小直线段逼近原曲线轮廓,且微小线段的总长一定小于曲线的精确长度,其误差值取决于实际插补时轮廓误差值的大小,因此本文使用自适应预插补法在得到进给速度限制极小值点的同时计算NURВS子曲线的长度,后文的实验结果表明,预插补法计算出的曲线插补总长度与速度规划后的实际插补总长度非常接近,误差值达到 10-1,μm 级,符合实际工程的要求.通过对图 2所示曲线(被速度极小值点分割成14段)进行预插补法得到了分段子曲线的段长(表 1第2列)以及首末速度(表1第3列)之后,可以利用文献[16]提出的方法对曲线插补的速度在连续时间域下进行捷度阶跃式 7段 S型加减速的快速时间规划,但在此之前,需要通过回溯法验证曲线段的首末速度与段长是否符合实际情况,即实际段长是否大于或等于首末速度给定情况下的加减速过程走过的距离,否则需要降低起始速度或结束速度.表 1列出了利用回溯法对段长及其首末速度进行匹配的结果.表1 回溯法段长及其首末速度匹配结果Tab.1 Speed and length matching outcomes through backtracking method插补参数u 子曲线段长l/mm 回溯前极值点速度v1/(mm·s-1) 回溯后极值点速度v2/(mm·s-1)0 — 0 00.058,651,141,079 26.765,130,778,336 162.586,783,647,853162.586,783,647,853 0.122,957,792,723 29.354,660,647,906030.521,174,152,469 030.521,174,152,469 0.323,824,657,61991.677,452,549,769 083.776,671,597,339 083.776,671,597,3390.362,222,546,710 17.532,987,695,071 055.247,591,025,635055.247,591,025,635 0.421,477,572,718 27.049,652,980,076016.449,331,558,561 016.449,331,558,561 0.496,905,198,27934.426,568,665,323 189.458,231,277,770 189.458,231,277,7700.562,978,775,857 30.155,038,934,472 178.679,659,459,962126.938,567,272,718 0.574,221,542,436 05.133,756,201,192184.494,964,054,057 118.164,452,505,315 0.597,425,924,41510.593,389,015,717 034.161,832,476,569 034.161,832,476,5690.622,277,688,892 11.351,923,807,615 052.029,350,399,542052.029,350,399,542 0.751,582,859,325 59.019,019,732,342155.661,732,133,807 155.661,732,133,807 0.960,230,439,43895.236,966,352,789 090.859,803,925,674 090.859,803,925,6740.989,595,036,858 13.394,908,028,835 063.618,364,443,223063.618,364,443,223 1.000,000,000,000 04.760,255,213,655 0 02 7段式 S型加减速曲线连续规划时间的离散化与任一时刻插补速度输出设在连续时间域下规划出的任一子曲线段的插补起始速度为vs,结束速度为ve,段内最大速度为vm,加速运动总时间为ta,匀速运动总时间为tc,减速运动总时间为td,且S型曲线每段的具体运行时间为Tk,k=1~7.以下分3种情况讨论.2.1 有匀速运动的情况图 3所示为有匀速运动的 S型速度曲线,且默认为完整 7段即包含匀加速段和匀减速段,并假设,为了将插补总运动时间周期化,需要将其延长时间b3,且式中ceil()为向上取整函数.图3 有匀速运动的S型速度曲线Fig.3 S-type speed curve with constantspeed moving stage根据总时间周期化前后的运动路程相等的原则,以及 S型加减速运动时间对称的性质可知,将总插补时间延长后,需要提前进入减速运动阶段,即将匀速运动时间缩减至tc′,此时有以下方程成立:式中Scd为匀速运动和减速运动走过的总路程.解上述方程组得周期化变化后的匀速运动时间为从而周期化变化后的减速总时间为记减速运动总时间的增量为Δtd,则为了得到周期化变化后 S型速度曲线每阶段的具体运行时间,根据 S型速度曲线的对称性以及尽可能减小减速过程捷度值JDreal的原则(加速过程有为加速过程捷度值,Jtmax为机床运行时的切向最大捷度值),本文选择将减速总时间的增量Δtd平分给T5和T7,如图 4所示.其中尽可能减小捷度值是有好处的,原因将在后文论述.图4中梯形面积表示速度的增量,由此可得若将Δtd单分给T6,则有通过比较式(10)与式(11)可知,所以本文选用将Δtd平分给T5和T7的方法,后同.为了让周期化变化后的匀速运动时间的变化量尽量小,由式(8)可知,当 ve> vs 时,需要改变加速和匀速过程的时间,其方法同上.图4 捷度计算示意Fig.4 Jerk calculation2.2 有加速和减速但无匀速运动的情况图 5所示为有加速和减速但无匀速运动阶段的S型速度曲线,且默认为完整 6段式,为了将插补总运动时间(ta+td )周期化,需要将其延长时间b3.由于此种情况下无匀速运动时间可供调整,因此本文提出对加速和减速过程总时间分别延长b1和b2的处理方法,此时运行过程中的最大速度也将发生变化,设为,则有令,可得同上,令,将Δta、Δtd分别平分给T1和T3以及T5和T7,并得到实际加速和减速过程中的捷度值JAreal和JDreal.图5 有加速和减速但无匀速运动S型速度曲线Fig.5 S-type speed curve with ACC/DEC but no constant speed moving stage2.3 只有加速或减速的情况本文以只有减速运动的情况为例讨论,只有加速的情况原理相同.图 6所示为只含减速运动的 S型速度曲线,且默认为完整 3段式,为了将插补总运动时间td周期化,需要将其延长时间b3.由周期化前后运动位移相等的约束条件可知,将减速时间周期化后必须降低起始速度vs或ve,为了减小周期化后速度的变化量,本文利用速度平摊下降的思想对称减小vs和ve,其具体过程如图6所示,则同上,将平分给T5和T7,然后得到实际减速过程中的捷度值JDreal.图6 只有减速运动的S型速度曲线Fig.6 S-type speed curve with only DECmoving stage2.4 S型加减速任一时刻插补速度输出以完整的 7段式 S型加减速曲线为例,如图 3所示,如果速度值准确落在理想速度曲线上,由于数控系统的离散运动,会造成实际走过的距离小于理想运动距离,且此误差具有累计效应,造成插补段末出现残余“尾巴”的现象.为了保证实际走过的距离等于理想运动距离,需要根据积分变换原理,以 S型位移曲线为基准,修改每个插补周期内的进给速度.以S型速度曲线的第1段即加加速阶段为例,设v1为插补时刻t1的理想进给速度,v2为插补时刻t2的理想进给速度,S12为从t1时刻到t2时刻走过的理想位移,vt为插补时刻t1的实际进给速度,根据 S型加减速的位移公式得式中同理,可通过S型加减速位移公式计算出其他阶段每一插补时刻的实际进给速度.在不同运动阶段的转接处,同样如图 3所示,即对于加加速阶段末尾不足一个插补周期的运动时间,需要将其与后一匀加速阶段合并,即利用匀加速阶段开始的1r时间段对上一段末尾运行时间进行周期化补时(1r~r6为前 6段末尾不足一个插补周期的运动补时),根据补时前后运动路径相等的原理得式中同理,可以对其他段末不足一个插补周期的运行时间进行补时,然后重新计算实际速度.由于在离散化速度输出之前已经将插补总时间进行整周期化,所以除去段首的补时时间r6(如图3所示),最后减减速阶段的剩余运行时间正好是插补周期的整数倍.3 连续时间域下运行时间重新规划与NURBS子曲线间衔接速度波动平滑处理由第2节可知,当曲线段为纯减速(或纯加速)段时,离散时会降低首末速度,这样会造成与此段相连的曲线段衔接处的速度波动,从而严重影响机床的动态性能及加工质量,本文以纯减速段为例叙述.为了减小与纯减速段衔接时的速度波动,需要对纯减速段以及与纯减速段相连的前后两子曲线段重新进行连续时间域下的速度规划,并记N为非纯减速段,D为纯减速段.下面分两种情况讨论.3.1 非连续纯减速曲线段相连(N-D-N)此种情况只需提前计算 D段离散规划时的首末速度降低量Δv,然后分别降低前一N段的末尾速度ve以及后一 N段的起始速度vs.下面以降低前一 N段的末尾速度ve为例说明.设ve′为ve下降Δv后的速度值,为了保持位移的一致性,需要同时延长总减速时间td至td′,且利用前文叙述的方法,可求出实际的JDreal,且此时JDreal值可能会略微大于Jtmax.但根据第 2节理论可知,在离散化处理的过程中,捷度值会有所下降,因而可以在一定程度上抵消重新连续时间域规划下捷度超限的影响,这正是利用式(10)而非式(11)计算JDreal的原因.3.2 连续纯减速段相连(N-D1-D2-N)此种情况相对于上一种情况更加复杂.以两段纯减速段相连为例,因为两相邻纯减速段在离散时均需要降低首末速度,且速度降低值′和Δv2一般不相等.这里假设提前计算出 D1段和 D2段在离散规划时的首末速度降低量的关系为Δv2>Δv1,那么理想情况下应该对 D1段进行的降速处理,但又由第 2节理论可知,将 D1段进行的降速处理后,其减速时间也将发生变化,因此并不能保证重新规划后再离散处理时速度的降低值Δv1′正好为Δv1,并且大多数情况下两者差距特别大.为了解决此问题,本文提出对纯减速D1段进行首末速度非对称降速(末尾速度降低Δv)处理的方法,其基本原则是保证重新规划后的连续时间域在离散处理时的速度降低值由式(14)可知,影响Δv值大小的关键因素为b3(如果插补周期为 1,ms,其大小一般为 10-4,s级).为了保证关系式成立,需要保证重新规划后的插补总时间周期化补时值仍为b3,且总时间不发生较大变化.因此本文提出将减速总时间延长一个插补周期,然后重新计算起始速度的方法.则起始速度降低量为式中Δve=Δv.然后将延长的一个插补周期时间T平分给T5和T7.接下来,需要对D1前一N段的末尾速度ve进行降速处理,其降速大小为同理对D2后一N段的起始速度vs进行降速处理.值得一提的是,对于以上两种情况,如果N段含有匀速运动,按照前面理论应该根据此段首末速度vs和ve的关系判断延长加速或减速过程的时间,但重新规划阶段此规则不再适用.回看式(8)和式(13),容易发现实际离散计算时可能出现式(8)中tc′<0,以及式(13)中或的情况.对于tc′<0的情况(主要原因是tc太小,小于或稍大于一个插补周期),需要将含匀速阶段的运动曲线退化成不含匀速但包含加速和减速运动的曲线.对于的情况(主要原因是T5和T7太小,小于或稍大于一个插补周期),需要将运动曲线退化成纯减速运动的曲线,并保证首末速度不变;对于的情况(主要原因是T5和T7太小,小于或稍大于一个插补周期),需要将运动曲线退化成纯加速运动的曲线,并保证首末速度不变.4 NURBS曲线参数u的反向二次插补法求解由于在工程实践中,3次NURВS曲线最为常用,所以本文实验所用的半蝴蝶状曲线为 3次NURВS曲线.NURВS曲线插补过程的实质就是通过当前插补参数点及此点的理想插补规划速度计算下一插补参数点.最常用的方法为2阶泰勒展开法,即式中:ui为当前插补点参数;ui+1为需要计算的下一插补点参数;v( ui)为当前插补点处的理想进给速度.由于 2阶泰勒展开法误差较大,而常用的 4阶Adams方法应用于 3次NURВS曲线误差较 2阶泰勒展开法更大.为了避免迭代计算,本文利用 4阶Adams差分法对ui+1进行估值计算,然后利用反向二次插补法对估计值进行校正.由于反向二次插补法需要3个初始估计值,而3阶Adams差分法只能计算出2个初始值,因此这里选用4阶Adams方法.插补参数u的Adams 3步4阶隐式计算公式为大部分文献在对式(20)做差分处理时只运用了前向和后向差分公式,一共可以得到ui+1的4个估计值.反向二次插补法需要3个初始估计值且任意两个值不能相等,为了增加初始估计值的选择性,本文利用前-中-后向差分对式(20)进行处理,由排列组合原理可知一共可以得到 9个估计值,其结果如表 2所示.本文选用外部系数值居中的3个估计值,由表2可知,居中的 3个外部系数值分别为 1/8、1/10和1/11.对于外部系数为 1/11的 3个估计值,本文选用内部系数绝对值之和居中的估计值,即(1/11)⋅.需要说明的是,对于这3个估计值的选取并没有合理的依据,通过实验验证选取其中任意 3个估计值,最后计算出的误差波动效果相差不大.表2 4阶隐式Adams法前-中-后向差分结果Tab.2 Forward-center-backward differential outcomes of 4-order implicit Adams algorithm序号 ui+1估计值 gi+1 gi gi-1 gi-2 1 1 2(1/4)(9 6 )u u u i i i- + 后向前向前向前向- -21 2(1/8)(1323 )u u u i i i- - 后向前向中向前向- -3 1 2 u u u 后向前向后向前向i i i+ -- -4 1 2(1/11)(20 7 2 )u u u i i i- - 后向中向前向前向- -5 12(1/11)(25 17 3 )u u u i i i- + 后向中向中向前向- -6 1 2(1/11)(30 23 4 )u u u i i i- + 后向中向后向前向- -7 1 2(1/15)(29 13 )u u u i i i- - 后向后向前向前向- -8 1 2(1/10)(21 12 )u u u i i i- + 后向后向中向前向- -9 12(1/15)(34 23 4 )u u u i i i- + 后向后向后向前向- -以第2个估计值的计算为例,有将其代入式(20)即可得到第 2个估计值通过筛选,得到用于反向二次插补的3个插补参数ui+1的估计值,即式中ui+1,0、ui+1,1和ui+1,2为用于实际插补参数值ui+1计算的3个估计值.反向二次插值的计算公式为反向二次插补法的实质是先通过理想进给速度值v( ui )估计下一个插补参数值,然后通过反向估计实际的fi,进而形成了正反双向的估值循环,通过反向估值进一步抵消正向估值的误差,因此其精度较通常的一次正向2阶泰勒展开法和4阶Adams法的估值精度都要高.图 7所示为泰勒 2阶展开法与反向二次插补法进行参数u计算时的速度波动率对比,其中泰勒2阶展开法的最大速度波动率为 0.058%,,而反向二次插补法的最大速度波动率为0.000,227%,.图8所示为两种方法计算时间对比,由图8可知,反向二次插补法的计算效率相比2阶泰勒展开法较低,但仍远小于1,ms的插补周期.图7 泰勒2阶展开法与反向二次插补法速度波动率对比Fig.7 Speed fluctuations comparison between 2-order Tylor and IQI methods图8 泰勒2阶展开法与反向二次插补法计算时间对比Fig.8 Calculating timecomparison between 2-order Tylor and IQI methods5 仿真实验验证本文选用的加工及机床动力学性能参数为:插补周期 T =1ms ,最大轮廓(弦高)误差法向最大加速度,切向最大加速度,法向最大捷度mm/s2,切向最大捷度,最大进给速度.为了验证本文提出的方法以及算法的正确性,本文以 Visual Studio 2008为平台进行C语言编程,然后在处理器版本为Intel(R)Core(TM)i3-2310,*********,GHz的Hp笔记本电脑上运行.如图 9所示,红色实线所示为 S型加减速速度规划之前的自适应法预插补速度输出曲线,且通过自适应预插补法计算出的曲线总长度 L1=456.451,710,603,098,mm.蓝色梯形实线为 S型加减速速度规划后周期离散化的实际速度输出曲线,此时计算出的曲线总长度 L2=456.452,185,mm.比较 L1和L2发现,实际插补路径比估计插补路径长约0.47µm,原因是经过速度规划后的实际插补时的平均轮廓误差小于自适应法预插补时的平均轮廓误差.图 9中的第 8段的首末速度远远小于自适应规划时的首末速度,原因是此段的曲线长度较短,在回溯过程中已做了降速匹配处理.图 9中的第 9段为退化处理的曲线段,其原因是离散处理时出现的情况,具体细节如图10所示,图10中蓝色梯形实线表示没有经过退化处理的含加减速不含匀速过程曲线段的离散速度输出曲线,红色梯形实线表示经过退化处理后纯减速曲线段的离散速度输出曲线.由图 10局部1的放大图可知,没有经过退化处理的离散速度曲线出现速度突变错误,而退化处理后的离散速度曲线比较光滑.图 11所示为连续时间域运行时间重新规划前后离散速度输出的 3处转接处的局部放大图.由图 11可知,在重新规划前,与纯减速段相连的衔接处的速度出现较大波动,而重新规划后,与纯减速段相连的衔接处的速度波动情况显著改善. 图 12为重新规划前的捷度输出,由图 12可知,与纯减速段相连处的速度波动会造成捷度值大幅度超出机床的动力性能限制.图 13为重新规划后的捷度输出,由图 13可知,相比重新规划前与纯减速段相连处的捷度值大幅度减小.由于在预插补阶段估计的曲线段长与实际插补的曲线段长之间有误差,所以子曲线段间不可避免地会出现小幅度的捷度值超限.图9 S型加减速周期化离散速度输出Fig.9 S-type periodic discretized speed output curve图10 不含匀速运动段退化处理成纯减速度段后的离散速度输出Fig.10 Discretized speed output after degeneration from curve without constant speed stage to curve with only DEC moving stage图11 重新规划前后转接处速度对比Fig.11 Comparison between speeds before and after rescheduling in conjunctures图12 重新规划前的捷度输出Fig.12 Jerk output before rescheduling图 14为重新规划后的加/减速度输出,由图 14可以看出插补过程中的加速度值始终限制在机床最大切向加速度之内,且曲线比较光滑.图13 重新规划后的捷度输出Fig.13 Jerk output after rescheduling图14 重新规划后的加/减速度输出Fig.14 Acceleration/deceleration output after rescheduling6 结论(1) 提出了连续时间域下 S型加减速速度规划的整周期化离散处理方法,该方法在基本不影响加工效率的前提下,以位移曲线为基准,解决了曲线插补末尾的残余“尾巴”问题,实现了速度的离散化输出.(2) 为了减小由离散化处理造成的曲线连接处的速度突变问题,提出了连续时间域下 S型加减速速度重新规划的方法,该方法主要解决了与纯加(减)速段相邻的曲线段间离散速度输出时衔接处的波动问题,且仿真实验证明此方法有效.(3) 在NURBS曲线的实时插补阶段,提出利用反向二次插补法代替传统的泰勒 2。
一种简化计算的S型加减速NURBS插补算法覃珍莹;赵东标;周迪琪【摘要】针对目前NURBS曲线插补中加减速控制方法不足的问题,实现了加工过程中进给速度的平滑过渡,提出了一种新的NURBS曲线插补方法,包括速度规划和实时插补两个方面.速度规划采用了一种基于曲率自适应的简化计算的S型加减速方法,并结合“双向插补”的思想实时预测减速点,防止产生过大的弓高误差;实时插补则利用Muller插值和Newton迭代法计算了下一周期的插补参数,进而求出了下一时刻到达的空间坐标点.最后与已有插补方法进行了仿真分析比较.研究结果表明,该方法能保证加速度连续和加加速度有界,有效减少弓高误差和进给速度波动,提高机床运行的平稳性.%Aiming at the deficiency of acceleration and deceleration control method in NURBS curve interpolation,and to realize the smooth transition of fee&ate during the manufacturing process,a new method of NURBS interpolation was proposed,including feedrate planning and real time interpolation.In feedrate planning,a new simplified calculation method of s-shaped acceleration and deceleration based on curvature adaptive algorithm was adopted,and to prevent excessive chord error,the idea of bidirectional interpolation to predict the deceleration point in real time was also used.In real time interpolation,Muller interpolation method and Newton iterative method were utilized to calculate the interpolation parameter of the next period,and the space coordinates of the next period was given as well.Finally,the algorithm was compared with the existing interpolation methods for simulation analysis.The results indicate that this method can guarantee the continuityof acceleration and the boundedness of jerk,effectively reduce the chord error and feedrate fluctuation,and improve the stability of machine tool operation.【期刊名称】《机电工程》【年(卷),期】2017(034)003【总页数】5页(P219-223)【关键词】非均匀有理B样条;速度规划;实时插补;牛顿迭代法【作者】覃珍莹;赵东标;周迪琪【作者单位】南京航空航天大学机电学院,江苏南京210016;南京航空航天大学机电学院,江苏南京210016;南京航空航天大学机电学院,江苏南京210016【正文语种】中文【中图分类】TH161;TP24NURBS曲线以统一的数学函数描述了不同的空间曲线和曲面,表达能力强且直观性好,在SIMENS、FANUC等一些国外高档数控系统中已经得到了广泛应用,但在国内数控加工领域,NURBS曲线插补技术的研究还有待改进。