选煤厂集中控制系统的分析及应用
- 格式:pdf
- 大小:206.54 KB
- 文档页数:3
选煤厂自动化系统的研究与应用作者:田宏彬来源:《城市建设理论研究》2014年第09期摘要:本文介绍了选煤厂综合自动化系统的整体设计,包括硬件架构、软件架构以及典型的应用,展望了选煤厂综合自动化系统的发展趋势。
关键词:选煤厂;综合自动化;生产管理;设备管理中图分类号: TU85文献标识码: A引言在当今社会经济快速发展的背景下,重工业得到迅速发展,煤炭是重工业的能源起到至关重要的作用,对精煤的需求量越来越大,因此我国选煤厂在近几年得到迅速发展。
随着技术的提高,选煤工艺也不断改进,传统的控制系统也随之发生根本的变化,尤其是计算机网络、控制、通信、电气技术以及现场传感器仪表技术的迅速发展,对选煤厂的集中控制系统提高了要求。
现代选煤厂向着集成化、智能化发展,这就要求选煤厂有功能强大的自动化系统,从而为生产管理提供可靠的数据。
一、原煤预处理系统工艺下图为原煤动筛车间工艺流程图图1原煤动筛车间工艺流程图二、系统架构选煤厂综合自动化将选煤生产全过程建成一个以工业以太网+现场总线的网络平台,将功能集成为各系统联系起来协调有序运行,实现信息、数据的连通与共享,从而避免信息孤岛的出现,使得信息资源和设备资源得以充分发挥,提高选煤厂生产管理水平、实现高效运行。
要设计选煤厂综合自动化系统,首先搭建完整的综合自动化网络平台,为选煤厂生产监控、安全管理、接入集团公司信息网络等提供硬件传输平台。
然后在建好的系统网络平台之上采用统一的集成架构采集现场的各种生产数据和视频信息并进行信息整合。
(一)、硬件架构选煤厂综合自动化系统采用三层网络架构,包括设备层、控制层和管理层。
设备层通过现场总线将底层的设备直接连接到选煤厂的各种控制器上,实现对现场设备、仪表等的实时监控;控制层则实现具有I/O控制、闭锁和报文传送,这种开放型网络提供任务关键控制数据(例如I/O数据刷新)和控制器之间互锁的功能。
(二)、PLC控制原理与选型原则在现代化的工业生产设备中,有大量的数字量及模拟量的控制装置,例如电机的起停,电磁阀的开闭,产品的计数,温度、压力、流量的设定与控制等,工业现场中的这些自动控制问题,可编程控制器(PLC)已成为解决的最有效的工具之一。
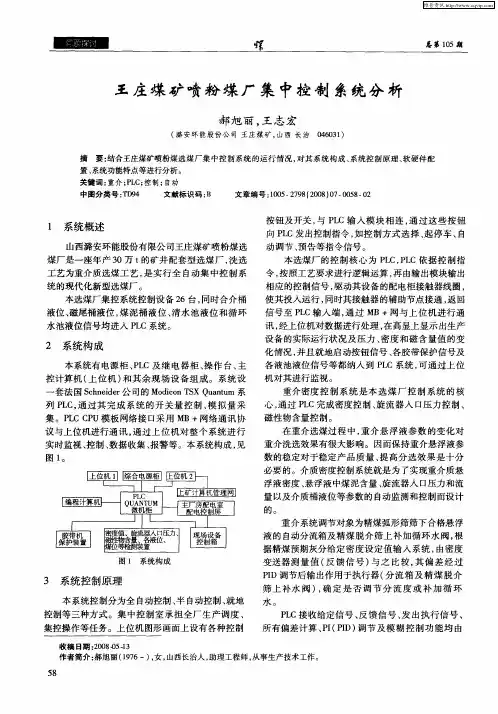
XXXXX 矿业有限公司 选煤厂集中控制系统技 术 方 案天地(常州)自动化股份有限公司中煤科工集团常州自动化研究院目录第1章 前言----------------------------------------------------------------------------------------------------------------3第2章 选煤厂集控系统的需求分析----------------------------------------------------------------------------------42.1用户现状概述------------------------------------------------------------------------------------------------------42.2用户需求目标及功能---------------------------------------------------------------------------------------------4第3章 设计原则及标准-------------------------------------------------------------------------------------------------43.1设计原则------------------------------------------------------------------------------------------------------------43.2设计依据及标准---------------------------------------------------------------------------------------------------5第4章 设计思想----------------------------------------------------------------------------------------------------------6第5章 系统解决方案----------------------------------------------------------------------------------------------------75.1主厂房集控系统---------------------------------------------------------------------------------------------------75.1.1系统组成--------------------------------------------------------------------------------------------------------75.1.2系统实现功能-------------------------------------------------------------------------------------------------125.1.3设计特点-------------------------------------------------------------------------------------------------------145.2密控系统-----------------------------------------------------------------------------------------------------------145.3工业电视系统-----------------------------------------------------------------------------------------------------175.3.1系统概述-----------------------------------------------------------------------------------------------------175.3.2系统主要设备-----------------------------------------------------------------------------------------------185.4DLP大屏系统------------------------------------------------------------------------------------------------------205.4.1系统组成及规格--------------------------------------------------------------------------------------------205.4.2 Visionpro® DLP显示单元-------------------------------------------------------------------------------225.4.3 Digicom® 1006+多屏处理器-----------------------------------------------------------------------------235.4.4显示墙应用管理系统(VWAS)软件--------------------------------------------------------------------235.4.5 LED电子显示屏--------------------------------------------------------------------------------------------245.4.6调度室效果图-----------------------------------------------------------------------------------------------255.5KTJ4H型数字程控调度通信及扩播系统----------------------------------------------------------------------255.5.1系统概述-----------------------------------------------------------------------------------------------------255.5.2系统组成-----------------------------------------------------------------------------------------------------265.5.3系统特点-----------------------------------------------------------------------------------------------------295.5.4主要技术性能及技术指标--------------------------------------------------------------------------------315.6计算机信息管理系统--------------------------------------------------------------------------------------------345.6.1概述-----------------------------------------------------------------------------------------------------------345.6.2系统建设目标及原则--------------------------------------------------------------------------------------345.6.3系统功能-----------------------------------------------------------------------------------------------------35第6章 系统主要设备清单---------------------------------------------------------------------------------------------39附一:XXX选煤厂选煤厂工业自动化控制系统IO分配表----------------------------------------------------44第1章 前言自上世纪开始,随着近代工业规模的不断扩大以及工厂自动化程度不断的提高,逐步出现了对工厂生产进行系统控制和调度的要求,经过长达一个世纪的发展,工业自动化系统已经从最初的继电器联锁控制方式发展到以PLC为控制核心的集中控制系统,有分布控制功能具备强大的网络通讯扩展的PLC(可编程控制器)产品和HMI (人机界面)软件已经逐渐在选煤厂控制系统中得到广泛应用。
煤炭洗选设备中PLC控制系统的应用摘要:原煤洗选系统由重介洗选系统、原煤带入设备、装运系统等系统组成。
采集并控制整个选煤规程关键点的数据,如,工艺流程切换顺序、系统补水控制、设备切换控制、生产设备状态监控和预警等,可以利用PLC实现对原煤冼选系统的自动控制。
在煤炭洗选中,采用PLC还可以对模拟量进行自动控制,对故障进行分析,还可以对整个流程顺序进行有效控制,从而实现连锁保护。
关键词:煤炭洗选;设备中;PLC;控制系统;应用1、洗选煤生产系统组成及工艺流程传统洗选设备的组成主要有以下几个部分:受煤坑、受煤坑、转运输送机、给煤机、储煤仓以及振动给煤机等。
如图1所示的过程:煤要洗先通过给煤机的主要煤机,然后通过主煤进洗衣设备洗衣。
这是本系统的关键,主要由挡煤电机和双系统协同控制侧翻。
从图1可以看出,运输传送带和储煤罐是一对一,选定的煤将通过进一步输送到相应的储煤仓库输送机输送机,原仓煤通过总煤炭输送机、振动给煤机的选煤厂运输调度是根据配煤的需求。
2、系统控制需求2.1、原煤系统首先,启动和停止的控制。
主要包括启动和停止两部分。
当洗原煤,启动延迟时间通常设置在4s-6s范围。
这样做是为了防止洗涤或传输,由于相关设备的加载过程,使电机启动异常,避免运行设备及链控制的电机作用之间的煤流。
同时,当输煤设备工作时,还可以使用偏差检测装置,配备实时监测皮带跑偏情况,如果偏差超过20°,系统可以停止装置运行,然后报警。
其次,精煤运输系统。
主要使用主带式输送机实现煤炭存储输送控制。
每个带式输送机和细煤仓都一一对应。
控制人员应根据现场的具体情况,决定将煤供应到几个煤仓,并用相应的指令启动带式输送机来驱动主输送机。
带式输送机在正确的轨道上,控制操作来确定其相应的挡煤板,通过这种方法煤仓煤流。
2.2、精煤仓高低位控制该系统主要负责在煤炭储量有限的情况下更换煤仓,完成下一个煤仓。
在这种情况下,它会通过煤仓被运到煤仓的上部,这样型煤就闭合了,并发出信号,使主输送机不再是煤到这个煤仓。
洗煤厂集中控制系统设计方案一、总结选煤厂自动控制系统的任务是完成所有生产设备的控制和锁定、洗选工艺自动调节以及信息上传和共享,是生产自动化和信息化的重要部分。
洗煤厂自动化控制系统按照安全、实用、可靠、先进、开放指导思想进行设计,吸收以往洗煤厂成功的经验,选用先进的技术和设备来保证整个系统安全可靠正常地运行。
传统的洗煤厂集中控制系统一般采用逻辑元件实现集中控制,通过硬接线实现联锁。
由于元件的特性不一,在生产过程中经常会出现烧毁元件的现象,对生产影响很大。
若需要修改联锁关系时,必须改变柜内的接线方式,灵活性不高。
由计算机实现的集中控制系统能对全厂设备实现自动化管理,由操作员在集控室内直接控制设备的起停及过程参数的调节。
上位机界面可以直观地显示各种设备的启停状态和故障状态,便于操作员及时的掌握现场情况。
通过以太网,生产过程中的各种产品指标和工艺参数可传输至控制室,从而使全矿能够统一地安排人力资源及物力资源,实现安全、高效的生产。
选煤厂由于环境恶劣,对设备和设备控制水平要求高。
一般情况下系统采PLC+计算机+总线模块等组成工业控制网络,提高系统的管理水平。
二、设计原则和依据“先进、实用、经济”为系统总体原则。
选煤厂工艺为原煤重介—煤泥重介—浮选—浓缩压滤—洗水闭路。
建设项目所需的集中控制系统技术先进、自动化程度高、设备运行可靠,最终实现技术先进、设备性能安全可靠、配置合理、经济,并确保设备和人身安全、满足系统实时性、开放性、互换性、可用性、易操作性、易维护性的要求,达到自动化程度高的现代化生产管理模式。
1、设计原则1) 可靠的系统性能、技术成熟、能长期、稳定、连续的运行。
2) 技术先进。
3) 设计、模型选择兼容性和可扩展性。
4) 经济、实用性。
2、设计规范1) 《煤炭工业选煤厂设计规范》2) 《选煤厂集中控制装置选型技术规程》3) 《煤炭工业调度信息化总体规划纲要》4) 《“九五”这一时期煤炭行业电子信息发展规划纲要》5) 《煤炭调度信息设备》6) 《选煤厂设备流程图》7) 《选煤厂供配电系统图》三、质量保证我们向用户承诺,将严格执行合同中提供的所有产品ISO9001质量体系程序,从技术设计、施工设计、元器件采购及检验、产品加工及检验、现场指导安装、调试等方面,严格进行产品质量控制,确保提供符合行业标准的优质产品,使产品性能完全满足或超过合同及技术协议的要求。

选煤厂集控系统说明书目录第一章系统介绍 (5)1 选煤厂简介 (5)1.1供配电 (5)2集中控制系统简介 (6)2.1系统范围 (6)2.2 子系统的划分 (7)2.3控制系统系统组成 (7)第二章软件介绍 (8)1 FactoryTalk Services Platform (8)1.1 FactoryTalk Directory (9)1.3 FactoryTalk Live Data (9)1.4 FactoryTalk Diagnostics (9)1.5 FactoryTalk Administration Console (9)1.6 FactoryTalk Activation (10)1.7 FactoryTalk Alarms and Events (10)2 FactoryTalk View Site Edition 的主要部分 (10)2.1 FactoryTalk View Studio (10)2.2 FactoryTalk View SE Client (11)2.3 FactoryTalk View Administration Console (11)2.4 FactoryTalk View SE Server (11)2.5 FactoryTalk DirectoryTM (11)3 FactoryTalk View Site Edition 的主要特点 (11)3.1 FactoryTalk View 工具 (12)3.2 Studio5000 (13)第三章Studio5000 (14)1、认识RSLinx软件 (14)1.2、使用RSLinx软件进行通讯 (15)2、认识RSLogix 5000软件 (20)2.1、什么是RSLogix5000? (20)2.2、使用RSLogix5000软件创建新项目(了解各项内容,以及Help和在线文档的使用) (20)2.3、理解任务(Task)、程序(Program)和例程(Routine)并学习如何创建故障处理程序(Fault Handler Program)和上电程序(power-up Handler Program) (22)2.4、了解标签(Tag)的类型,以及用户自定义类型(User Defined Type),创建每种类型的标签,并理解标签的作用域。
维德煤矿自动化整体解决方案——洗煤厂综合自动化集成控制系统一、前言煤炭工业是最传统的行业之一,煤矿综合自动化是提升行业安全和效率的重中之重。
在煤炭生产过程中煤矿洗煤厂承担原煤筛分、洗选、分级、分类存放等工作, 是煤炭产品加工的主要场所。
通过重介选煤技术对原煤进行加工处理、经过筛分、洗选、转载后得到产品煤和矸石;进入下一阶段入仓、输送和发运。
二、洗煤工艺过程简介:目前现代化煤矿洗选煤厂一般均采用重介旋流器和泥煤水工艺。
主要工艺设备包括:原煤分级筛、跳汰机、斗式提升机、精煤脱水筛、产品分级筛、耙式浓缩机、高效压滤机、煤泥碎干机等。
重介洗煤工艺流程如图:三、综合自动化集成控制系统组成:1、系统的集成:整体洗煤自动化控制系统由四部分集成:●生产过程集中监控子系统●工业电视监视子系统●生产调度通讯子系统●信息综合管理子系统系统结构如图:1.1、生产过程集中监控系统对洗煤的主要工艺车间和设备实行数据采集、操控机显示功能。
由数据采集模块、处理控制器、监控操作站、通信网络及网络设备组成。
集中监控系统具有顺煤流停车,顺、逆煤流起车的顺序控制功能,过程控制功能,设备运行状态的监视、水位、煤位、风压、药量的检测,水、煤、电、药剂的计量,故障的报警、急停,且能保证在各种情况下不堆煤。
在操作站可编程组态有以下画面:A.控制方式和流程选择画面B.工艺设备流程图C.设备状态工况显示图D.数据及历史数据显示图E.故障报警一览表F.煤料仓实时料位图G.电力参数、灰分仪数据、皮带秤数据H.主要设备运行时间统计表I.如例图:1.2、工业电视监视系统通过工业摄像机实现煤流的跟踪显示,直观地确认工艺各过程及相关设备的运行情况,且可以记录和显示在工业大屏上。
由摄像镜头、云台、解码器、网络设备、硬盘录像机和工业显示大屏组成。
1.3、调度通讯系统主要完成生产的调度指挥和信息交换,可实现用户热线直连、多方远程会议、分片调度、厂长电话及夜间服务值守。
将矩形脉冲的数目转换成一定的直流电压,经直流放大器进行放大,再经一定的转换,使之与相应的灰分值相对应。
214 使用情况根据各品种煤样相应的等级值标定出对应的给定值和量程,在入选不同的煤炭时分别调解相应的给定值和量程即可。
在生产过程中重介司机可根据仪表显示灰分的变化相应地调节密度来保证产品质量的稳定。
表1所载为生产3级精煤时,分别以化验室“快灰”和灰分仪显示结果指导生产过程的情况。
由表1可知,虽然个别煤样偏差较大,但10次取样平均偏差仅为0106,与生产实际基本相同(每次取样时间为3~5min )。
3 结 语快速测灰的目的是为了及时掌握精煤产品的质量,以指导生产和操作。
通过灰分仪和密度自动控制系统相结合控制生产,该公司一改过去开车等结果、化验结果滞后现象,大大稳定了产品质量,精煤产率提高2~3个百分点,中煤损失也下降了许多,特别是3级精煤的产率由47%提高到53%,经济效益明显提高。
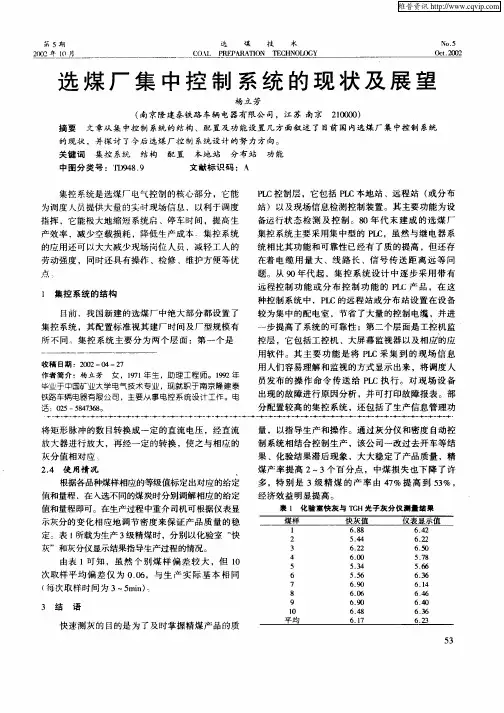
表1 化验室快灰与TG H 光子灰分仪测量结果煤样快灰值仪表显示值1618861422514461223612261504610051785513451666515661367619061148610661469619061401061486136平均61176123选煤厂集中控制系统的现状及展望杨立芳(南京隆建泰铁路车辆电器有限公司,江苏南京 210000)摘要 文章从集中控制系统的结构、配置及功能设置几方面叙述了目前国内选煤厂集中控制系统的现状,并探讨了今后选煤厂控制系统设计的努力方向。
关键词 集控系统 结构 配置 本地站 分布站 功能中图分类号:T D94819 文献标识码:A 集控系统是选煤厂电气控制的核心部分,它能为调度人员提供大量的实时现场信息,以利于调度指挥,它能极大地缩短系统启、停车时间,提高生产效率,减少空载损耗,降低生产成本。
集控系统的应用还可以大大减少现场岗位人员,减轻工人的劳动强度,同时还具有操作、检修、维护方便等优点。
山西科技 SHANXI SCIENCE AND TECHNOLOGY 2016年第31卷第4期 文章编号:1004—6429(2016)04—0052—03 选煤厂集中控制系统的分析及应用
李烨
收稿日期:2016—04—15
(1.太原理工大学信息工程学院,山西太原,030024;2.山西大医院,山西太原,030032) 摘要:西铭矿选煤厂通过把集中控制系统与生产工艺流程相结合,对生 产现场的实际情况进行实时监控跟踪,对系统进行控制优化,实现了选煤 厂自动化;通过对上位机监控系统、调度电视墙系统及信息管理系统进行 构架,实现了选煤设备的单机和连接作业;通过自动保护、监视信息上传、 现场实际数据自动分析、报警预警等技术的投入与应用,保证了设备的安 全运转,提高了设备的利用率。 关键词:集中控制系统;信息管理系统;选煤厂 中图分类号:TD942.89 文献标识码:A
西铭矿选煤厂隶属于西山煤电集团公司,该厂通 过PLC控制,实现了生产层面的自动化,降低了安全事 故发生的几率。计算机控制的介入使其远程控制成为 现实,在确保安全生产的同时,也保证各项指标稳定快 速地上传。
1选煤厂集中控制系统 自动化技术发展到今天,集中控制室已经由原来 的单纯生产过程的监控转变为更多地担负现场数据信 息处理的职能。这就对操作人员提出了更严格的要求,
层的高强度级别冲击转化为中等强度的冲击。 参考文献 [1]郭东明,侯敬峰,闫红霞,等孙村煤矿一1 300m深 部围岩冲击倾向性及防治对策研究[J].焦作工学院学 报,2003(1):33—34. [2]康天合,张建平,白世伟.综放开采预注水弱化顶 煤的理论研究及其工程应用[J].岩石力学与工程学报, 2004(15):23—24. [3]赵德勤,韩承强,闫海有,等.观台煤矿煤岩物理力 学性质测定与冲击倾向性评价[J].煤,2007(9):26—27. [4] 李建胜.综放开采预注水处理顶煤的注水参数确 定方法研究[J].煤炭工程,2004(1):17一l8. [5]李国宏,杨发武,吴元良.利用卸压钻孔防治冲击 地压的实践[J].煤矿安全,2004(1 1):28—29. (责任编辑:薛培荣)
作者简介:李蓉,女,1981年生,青海省安全生产 监督管理局工程师。
Probe into the Prevention of Rock-burst with Hydrofracturing
LI Rong ABSTRACT:This paper analyzes the causes of the rock-burst,expounds the influence of the water on the stratum and coal’S burst tendency,and through probing into the prevention of rock-burst with hydrofracturing in Xinjiang Tunbao Coal Mine,draws the following conclusions that the elastic energy index is reduced from 9.7(no water injection)to 3.5,the impact energy index is reduced from 7(no water injection)to 3,and the dynamic failure time is increased from 7 ms(no water injection)to 229 ms,translating the original high intensity impact into moderate intensity impact on the coal seam. KEY WORDS:hydrofracturing;rock-burst;burst tendency impact;stratum impact 52 李烨选煤厂集中控制系统的分析及应用 本刊E-mail:sxkjzzs@163.corn科技论坛
除了具备简单的Et常监控能力外,还应具备对信息的 收集和处理能力,出现安全隐患和事故的时候,要能及 时做出准确的判断,直接干预事故的处理过程。可以说 培养出一批高素质、高能力的控制操作人员是目前各 选煤厂迫切需要解决的问题。 由于生产工艺流程、设备选型和成品煤的种类不 同,各选煤厂自动化侧重点略有不同。从控制的内容上 区分,由于多数采用的重介选煤法,自动化大体上是针 对现场监控系统、实现数据的自动检测和自动调节、生 产设备单机和联动控制三方面展开的[1]。 如果按照洗煤工艺流程区分,也可以分为三大环 节,针对各作业环节(或车间)也有具体的要求: (1)准备系统。自动清除原煤中的大块矸石、铁器 和木块等杂物。 (2)重介系统。上位机对现场采集来的数据,如液 位、压力、流量、密度等进行数据分析,将分析的结果与 工艺流程的设定数据进行比对[2_。比如合介桶内的密 度数据过低,则证明此时精煤中的灰分过大,介质粉在 生产过程中随着灰分进入稀介桶,需要及时补充介质 粉,使得合介桶内的密度升高到设定值。调度室内的控 制人员,在监督生产时,可以随时观察各个桶的液位, 按照实际需求增加或减少水量的注入。 (3)装车系统。实现产品储量(或仓位)的自动检 测。 选煤技术核心部分是重介系统,重介系统自动化 程度的高低,直接决定企业在市场上竞争能力的强弱[3]。 所有的工艺和设备都是围绕重介质系统开展的,无论 是设备选型,设备自动控制,还是悬浮液的稀释、浓缩、 补充悬浮液的比重等,都是为了提高生产效率,取得理 想的经济效果[43。 2控制系统概述 (1)集中控制。操作人员可以通过监控电视墙和上 位机监控系统随时了解现场的工作情况,必要时要主 动做出事故预防判断,可以先停止生产任务,然后再向 管理层汇报,配合做好现场的维护工作。 第一,启动:在启动状态下全场设备必须处于闭锁 联动状态。 第二,停车:在停车检修时可以解除设备的闭锁关 系,将设备的启停状态打到就地,如果是事故停车,在 没有排除事故的情况下,设备的闭锁关系不能解 。 第三,紧急停车:在每条皮带沿线设置拉绳开关。 第四,故障:设故障报警信号。 (2)集控单机启停。 (3)集中闭锁启停。 (4)禁启。等到检修完毕,调度人员收到检修完毕 的票据后,方可解除设备的禁启状态。 (5)就地启停。当系统处在连锁状态时,由于有上 位机的保护,现场是无法对设备进行控制的,紧急情况 除外。当需要对单台设备进行维护实验时,则需要上位 机将设备的状态打到就地启停,方便现场维护人员对 设备进行维护和实验。当检修完毕后,通知调度人员解 除就地启停状态_6_。
3西铭矿选煤厂的PLC构架 3.1 PLC基本结构 (1)中央处理单元(CPU)。中央处理单元(CPU)是 PLC的控制中枢。 (2)存储器。PLC常用的存储器类型有RAM、 EPROM、EEPROM。 3.2通用背板 下位机采用的是GE公司的RX3i系列产品,所支 持的模块见表1。 表1 RX3i支持的模块 背板类型 产品编码 16插槽的RX3i通用背板 IC695CHO16 l2插槽的RX3i通用背板 IC695CH016 5插槽的RX3i串行扩展背板 IC694CH392 1O插槽的RX3i串行扩展背板 IC694CH398 5插槽的系列9O一3O扩展背板 IC693CH398 l0插槽的系列9O一30扩展背板 IC693CH392 5插槽的系列9O一30远程背板 IC693CH398 1O插槽的系列9O一30远程背板 IC693CH393
RX3i背板的特点如下:其一,背板接地必须采用 AWG12号或更大尺寸的电线;其二,一个完整的背板 连接必须有连接系统和屏蔽接地系统;其三,多数模块 可以共同占用一个插槽。 3.3开关量输入模块 120 V AC隔离输入模块,该模块只可以使用交流 电源。 53 李焯选煤厂集中控制系统的分析及应用 本刊E—maihsxkjzzs@163.com 科技论坛 3.4开关量输出模块 MDL310需要交流电源供电,当红色的LED(F)变 亮时,表明一个输出保险丝断开。
4上位机系统 调度监控系统是选煤厂自动控制系统的上位监控 部分,这一层属于选煤厂自动控制体系的管理层,管理 层在协调、管理、监督生产方面有着积极的作用。
5工业电视墙监控系统 工业电视监控系统基本配置主要由现场探头和调 度电视墙显示两部分组成。现场探头采用黑白高清探 头对实际的监控画面进行采集,并且通过传输设备将 监控画面传送到图形矩阵中[7]。
6信息管理系统 监控现场设备的运行状态、生产系统的数值信息, 进行后期数据的分析,及时对生产数据进行分析和优 化,有利于节约成本,减少危险事故的发生。 7结语 西铭矿选煤厂把集中控制系统与生产工艺流程相 结合,对现场的实际生产情况进行实时监控跟踪,对系 统进行控制优化,实现了选煤厂自动化;并对上位机监 控系统、调度电视墙系统、信息管理系统进行了构架, 实现了选煤设备的单机和连接作业;自动保护措施、监 视信息上传、现场实际数据自动分析、报警预警等技术 的投入与应用,保证了设备安全运转,提高了设备的利 用率。 参考文献 [1]张宗华.选煤厂人员智能视频监控系统设计[J]. 工矿自动化,2013(5):32—33. [2]高宇,朱延涛.选煤厂工业电视系统的数字化应用 [J].工矿自动化,2010(5):17一l9. [3]韩朝晖.选煤厂自动控制系统的实现EJ 3.工矿自 动化,2011(8):28—29. [4]康海藩,魏小林,卢永宽.工业电视监控系统在小 型轻烃回收厂的设计与应[J].工程建设与设计,2006, (11):33—35. [5]刘保民.自动化装车系统在鹤煤公司六矿选煤厂 的应用[J].时代报告(学术版),2012(12):31—32. [6]张鹏惠,张晓凤.集中控制系统在杏花选煤厂中的 应用[J].鸡西大学学报,2011(5):48—49. [7]张恒.综合自动化系统在冯家塔煤矿的应用[J]. 工矿自动化,2012(12):36—38. (责任编辑:薛培荣)
作者简介:李烨,女,1987年生,太原理工大学信 息工程学院控制工程专业2013级在读工程硕士研究 生,山西大医院医保专管员。
Analysis on and Application of Centralized Control System in Coal Preparation Plant