高炉风口小套技术标准
- 格式:doc
- 大小:32.50 KB
- 文档页数:3

YB/T4191-2023《高炉进风装置》解析张进① 朱明 杨国宇 崔松浩(世林(漯河)冶金设备有限公司 河南漯河462300)摘 要 简要介绍了新发布的黑色冶金行业标准YB/T4191-2023《高炉进风装置》修订情况,重点介绍了新标准与旧标准的主要区别内容,便于设计、制造、检验及使用各方对新版标准的了解和把握,对执行新版标准具有指导意义。
关键词 YB/T4191-2023;高炉;进风装置;标准中图法分类号 TF57 文献标识码 BDoi:10 3969/j issn 1001-1269 2024 02 029AnalysisofYB/T4191-2023"BlastFurnaceAirIntakeDevice"ZhangJin ZhuMing YangGuoyu CuiSonghao(Shilin(Luohe)MetallurgicalEquipmentCo.,Ltd.,Luohe462300)ABSTRACT ThispaperbrieflyintroducestherevisionofthenewlyreleasedferrousmetallurgyindustrystandardYB/T4191-2023"Blastfurnaceairintakedevice",focusesonthemaindifferencesbetweenthenewstandardandtheoldstandard,whichisconvenientforthedesign,manufacturing,testinganduseofthenewstandardtounderstandandgrasp,andhasguidingsignificancefortheimplementationofthenewstandard.KEYWORDS YB/T4191-2023;Blastfurnace;Blowpipeapparatus;Standard1 前言高炉进风装置为高炉炼铁必不可少的工艺设备,其作用是将热风炉经热风管道送来的热风,通过高炉进风装置送入高炉本体,还可通过它向高炉炉内喷吹燃料,以及观察炉内燃烧情况。
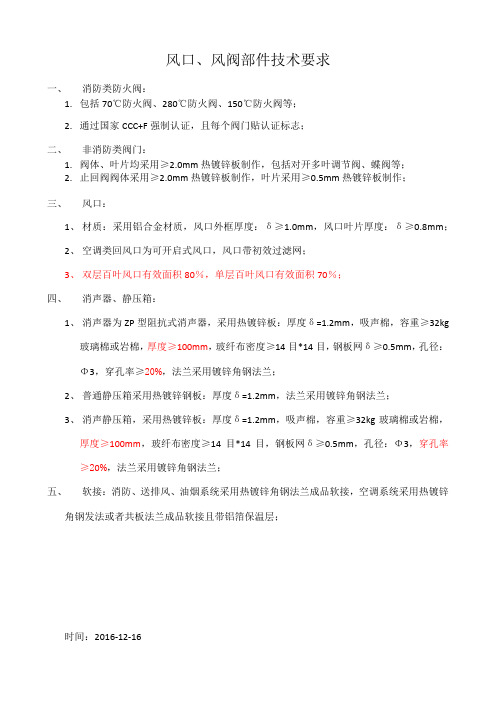
风口、风阀部件技术要求
一、消防类防火阀:
1.包括70℃防火阀、280℃防火阀、150℃防火阀等;
2.通过国家CCC+F强制认证,且每个阀门贴认证标志;
二、非消防类阀门:
1.阀体、叶片均采用≥
2.0mm热镀锌板制作,包括对开多叶调节阀、蝶阀等;
2.止回阀阀体采用≥2.0mm热镀锌板制作,叶片采用≥0.5mm热镀锌板制作;
三、风口:
1、材质:采用铝合金材质,风口外框厚度:δ≥1.0mm,风口叶片厚度:δ≥0.8mm;
2、空调类回风口为可开启式风口,风口带初效过滤网;
3、双层百叶风口有效面积80%,单层百叶风口有效面积70%;
四、消声器、静压箱:
1、消声器为ZP型阻抗式消声器,采用热镀锌板:厚度δ=1.2mm,吸声棉,容重≥32kg
玻璃棉或岩棉,厚度≥100mm,玻纤布密度≥14目*14目,钢板网δ≥0.5mm,孔径:Φ3,穿孔率≥20%,法兰采用镀锌角钢法兰;
2、普通静压箱采用热镀锌钢板:厚度δ=1.2mm,法兰采用镀锌角钢法兰;
3、消声静压箱,采用热镀锌板:厚度δ=1.2mm,吸声棉,容重≥32kg玻璃棉或岩棉,
厚度≥100mm,玻纤布密度≥14目*14目,钢板网δ≥0.5mm,孔径:Φ3,穿孔率≥20%,法兰采用镀锌角钢法兰;
五、软接:消防、送排风、油烟系统采用热镀锌角钢法兰成品软接,空调系统采用热镀锌
角钢发法或者共板法兰成品软接且带铝箔保温层;
时间:2016-12-16。

高炉本体施工方法及技术措施2.1.1 高炉结构及设备安装主要包括高炉炉壳安装、炉体框架结构安装、炉渣处理设备、炉顶设备、炉体设备、风口平台及出铁场设备的安装。
其中炉顶设备包括装料设备、探料装置、炉顶煤气放散阀、均压阀及排压阀、除尘罩等;炉体设备包括炉体冷却设备、风口装置、渣口装置、铁口装置、煤气取样机炉喉砖、固定测温装置、热风围管吊架等。
风口平台及出铁场设备包括液压泥炮、开口机、液压堵渣机、渣铁沟槽、炉前液压站等。
其施工特点为:高炉主体结构及设备安装大多在露天和高空作业,易受风、雨、雾等自然条件影响;高炉主体结构及设备安装为多工种的立体交叉、多层平行作业、相互干扰因素多,安全防护问题突出;高炉主体结构及设备安装点多,作业面狭窄,配合关系复杂,既有主体工艺线上的关键结构及设备又有辅助生产的配套设备;既有土建、钢结构、设备、管道、耐火材料砌筑、电气仪表的互相穿插施工,又有工序上的互相配合,施工场地平面狭小,地面上有正式建筑物和构筑物,还有大量钢结构件和设备的堆放;受起重能力的限制,难以实现大部件整体吊装,只能在起重设备能力许可的前提下尽可能采用大部件整体吊装,以缩短工期。
新技术、新工艺、新设备对安装质量提出更为严格的要求,加大了施工难度。
2.1.2 下列结构必须在制造厂进行预装配:(1)高炉炉壳;热风炉炉壳;(2)高炉炉顶封板外壳及与其相连的导出管;(3)热风围管;(4)炉顶钢架的主构架;2.1.3 高炉工艺结构及设备安装2.1.3 1 安装方法要点1)安装原则:以炉壳及炉体框架结构为中心,设备为重点,附属及辅助设备相配合组织施工,并与系统设备联动试运转密切结合;2)吊装机具设置:以炉壳及炉壳框架结构吊装为主,设置一台150t履带吊及一台50t 履带吊,进行吊装作业,同时兼顾设备及管道的吊装。
3)大临设施:除水、电、道路(见施工平面图—供水、供电平面图)应满足安装要求外,高炉区还须留有一块或几块足以用来堆放、清洗、组装、试压的场地,以进行炉壳圈段、框架结构、炉顶小框架的组装及阀类的研磨与试压。

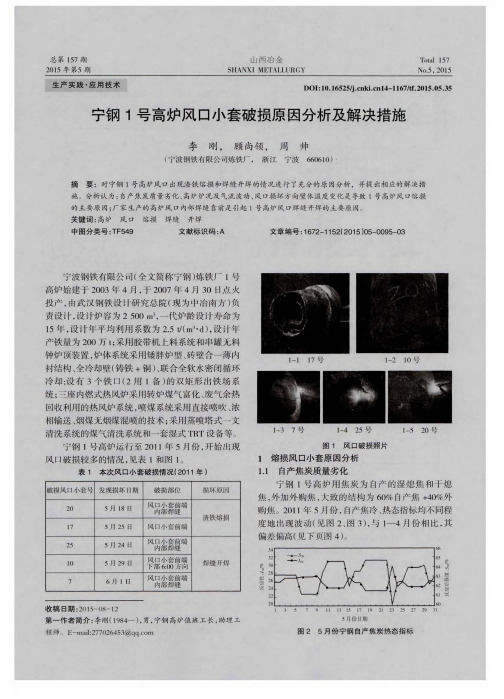
高炉风口小套供水系统的优化措施申金涛【摘要】风口小套是高炉的关键设备,是热交换极为强烈的冷却元件,其在高温状态下不间断地受到液态渣铁和煤粉的冲刷,是高炉易损的设备。
风口小套的破损与更换已成为高炉无计划休风增多的主要原因,针对如何优化风口小套供水条件来提高风口小套使用寿命,进行探讨。
%As a critical equipment of blast furnace, tuyere small sleeve is a cooling component with strong heat exchange and an easily damaged BF element, suffering continuous flushing of liquid slag, hot metal and pulverized coal under high temperature. Damage and replacement of tuyere small sleeve have become the major reason for increasing nonscheduled shutdown of blast furnace. Therefore, this article discusses on optimization of the water supply condition for tuyere small sleeve so as to improve the service life of tuyere small sleeve.【期刊名称】《冶金动力》【年(卷),期】2014(000)011【总页数】3页(P62-64)【关键词】高炉;风口小套;供水系统;优化措施【作者】申金涛【作者单位】山东省冶金设计院股份有限公司,山东济南 250101【正文语种】中文【中图分类】TK223.5风口小套是高炉进风系统中的重要设备,其作用是将热风送进高炉内。

高炉热风炉技术操作规程高炉热风炉技术操作规程之相关制度和职责,一、热风炉技术操作规程(一)烧炉和送风制度1烧炉制度(1)炉顶温度1250℃~1300℃(2)烟道温度350℃~380℃(3)高炉煤气压力8℃~9℃2烧炉原则:(1)以煤气流量和烟道残氧仪显示值(应在0.3~0.8%)为参考调节...一、热风炉技术操作规程(一)烧炉和送风制度1 烧炉制度(1) 炉顶温度1250℃~1300℃(2) 烟道温度350℃~380℃(3) 高炉煤气压力8℃~9℃2 烧炉原则:(1) 以煤气流量和烟道残氧仪显示值(应在0.3~0.8%)为参考调节助燃空气,在烧炉初期使炉顶温度尽快达到规定值,以后控制炉顶温度,提高烟道温度,提高热量储备,满足高炉的需要.(2) 烧炉初期应尽量加大煤气量和空气量,实现快速烧炉.(3) 炉顶温度达到规定值时应加大空气量来保持炉顶温不在上升,使炉子中、下部温度上升,扩大蓄热量.(1) 烟道温度达到规定值时,应减小煤气量和空气量,保持烟道温度不在上升,顶温和烟道温度都达到规定值则转入闷炉.(2) 高炉使用风温低,时间在4小时以上时,可采取小烧或者适当增加并联送风时间.(3) 烧炉要注意煤气压力,发现煤气压力低时要和净化室联系提高压力,当煤气压力低于3Kpa时,要停止烧炉.(4) 热风炉顶温度低于700℃时,烧炉要用焦炉煤气引火.3送风制度:(1) 正常情况:四座热风炉同时工作,采用交叉并联送风运行方式,风温使用较低或一座热风炉因故障停用时,可临时采用两烧一送的运行方式,运行方式的改变需工长批准。
长期改变运行方式要经工段长批准。
(2) 一个炉子的换炉周期为1.5小时,换炉时间按作业表进行,改变换炉周期应经工段批准,一定要先送风后烧炉.(3) 换炉时,风压波动〈5Kpa,波动超过范围,要立即查清原因(如冲压不当、换炉操作失误等).(4) 在送风或换炉中,风压和风量突然下降,可能鼓风机失常,应及时报告值班工长,风压降到20Kpa时,立即关闭冷风大闸.(二)热风炉换炉操作选择(1)手动操作(一般在正常情况下不使用).(2)机旁操作箱手动操作(特殊情况下使用).(3)操作室手动(遥控手动),自动失常情况下使用.(4)半自动操作(定时器失常或特殊情况).(5)全自动操作(定时换炉).(6)单炉自动操作.(7)自动烧炉与停烧.(8)交叉并联送风.注:操作制度经过同意可以互换,操作方法可根据需要选择.(三)热风炉换炉操作顺序1.燃烧转送风(1)关煤气调节阀.(2)关煤气阀.(3)关助燃空气调节阀.(4)关燃烧阀.(5)关助燃阀.(6)开支管放散阀及蒸汽阀.(7)关烟道阀(2个).(8)通知值班工长,同意后.(9)开冷风旁通阀(充压)待炉内压力充满后.(10)开热风阀,开冷风阀.(11)关冷风旁通阀.2.转燃烧(1)关冷风阀.(2)关热风阀.(3)开废气阀,待放净废气后.(4)开烟道阀(2个).(5)关废气阀.(6)关支管放散阀及蒸汽阀.(7)开助燃空气阀.(8)开燃烧阀.(9)开煤气阀.(10)少开煤气调节阀点燃煤气.(11)开助燃空气调节阀,正常情况下,不全关,留有一定间隙.(12)调节煤气与空气配比.(四)换炉须知1.换炉顺序,一般按交叉并联送风来进行安排,可根据炉子能力分组。
高炉及热风炉砌筑要求一般规定1、高炉及其附属设备各部位砌体的砖缝厚度,应符合表6.1.1规定的数值。
2.用非磷酸盐砌筑时,所有部位的环缝厚度允许增大,但增大值不得超过规定砖缝的50%。
3.当碳砖外形尺寸允许偏差为:±05mm时,高炉炉底和炉缸砌体砖缝的厚度应为不大于1mm。
4.用铝碳质或碳化硅质制品砌筑高炉炉副炉身的砌体时,砌体砖体砖缝的厚度不大于2mm。
砌筑高炉及其附属设备的允许误差,应符合表6.1.2规定的数值。
注:1、满铺炭砖炉底砌体(包括其底基)的表面平整误差,应用3m钢靠尺检查。
2、高炉、热风炉圆形砌体径向倾斜杜不大于5‰。
6.1.3 高炉、热风炉及其热风管各孔、洞砌体,宜用组合砖砌筑。
组合砖砌体下的炉墙上表面标高误差,不应超过0~-5mm.组合砖应采用集装方式包装运输。
高炉部份1 、砌筑前应校核炉口钢圈中心对炉底底基中心的位移。
厚壁炉腰和炉身气体的中心线,应以炉口钢圈为准。
炉缸砌体的中心线,应由测量确定,对炉身的中心线的位移,不应超过30mm。
炉底、炉缸砌体的标高,应以出铁口中心线或风口中心平均标高为基准。
2 、冷却壁之间和冷却壁与出铁口框、风口和渣口大套之间的缝隙,应在砌筑前用填料填塞,其牌号和性能应由设计规定。
注:设计无规定时,可采用下列铁屑填料,其成分(质量比%)宜为:1.生铁屑(洁净无锈、无油污,粒径1~5mm) 70黏土孰料粉 30水玻璃(密度1.3~1.4g/ml,u模数不低于2.2)(外加)15~17硅酸盐水泥(强度等级42.5)(外加) 22.生铁屑(洁净无锈、无油污,粒径1~5mm)60精铁粉 24高铝水泥(强度等级42.5) 16水(外加)适量3、炉各部位的炭素捣打料,应按本规定第4.4节的要求施工。
当采用压缩比检查捣打机实密度时,其压缩比为:炉底垫层,不应小于45%;砌体与冷却壁(或炉壳)之间的缝隙,不应小于40%)。
高炉热捣炭素料(粗缝糊)的加热温度,不应超过120℃。
破损时间小套序号破损部位破损方式破损时间小套序号破损部位破损方式2018-10-0812先上部后下部烧损2019-08-2817上部烧损2018-10-317上部烧损2019-09-2410下部烧损2018-11-1015上部烧损2019-09-259上部烧损2018-11-112上部烧损2019-12-0418先下部后上部烧损2018-12-296上部烧损2020-02-0218下部烧损2019-02-025上部烧损2020-02-051上部烧损2019-02-0318上部烧损2020-02-0917下部烧损2019-02-2816上部烧损2020-03-0212下部烧损2019-03-204上部烧损2020-03-1818下部烧损2019-04-267上部烧损2020-03-231上部烧损2019-05-026上部烧损2020-05-2116先上部后下部烧损山西冶金SHANXI METALLURGY Total 188No.6,2020DOI:10.16525/14-1167/tf.2020.06.37总第188期2020年第6期马钢3号高炉风口小套破损原因分析及处理高广静,胡杰,陈军,尹祖德,侯军(马鞍山钢铁股份有限公司炼铁总厂,安徽马鞍山243000)摘要:对马钢3号高炉风口小套破损的原因进行深入分析,找出3号炉小套破损主要原因为炉内气流分布不合理、炉况顺行不畅、炉缸活跃性差等。
通过调整高炉上、下部制度,优化炉内气流;强化炉前出铁,保证渣铁出净;调整槽下筛网间距,增加中心焦粒度以及加强日常炉体巡检等措施,小套破损得到了有效控制。
关键词:风口小套破损措施中图分类号:TF573.7文献标识码:A文章编号:1672-1152(2020)06-0095-04收稿日期:2020-10-20第一作者简介:高广静(1979—),男,本科,毕业于昆明理工大学,马钢3号高炉炉长,工程师,研究方向为高炉炼铁操作。
《复合式高炉风口》编制说明根据工业和信息化部工信厅科[2014]51号文件“工业和信息化部办公厅关于印发2014年第一批行业标准制修订计划的通知”的要求,由武汉钢铁(集团)公司牵头负责起草《复合式高炉风口》行业标准,项目计划号2014-0209T-YB。
为此撰写了《复合式高炉风口》行业标准的编制说明。
一、主要工作过程、任务来源、主要参加单位和工作组成员等本标准的起草任务来自铁厂的生产实际,接到上述任务书后,起草单位成立了标准制定工作组,主要参加单位由研究院、制造厂家、炼铁厂用户组成,工作组成员涉及的技术专业分别为冶金机械、铸造、焊接、机械设计、钢铁冶金。
根据任务要求确定了各组员的分工、标准编制的原则和指导思想,讨论了编制大纲和工作计划。
工作组召开了多次会议,认真研究、部署该标准(征求意见稿)的起草工作,经过标准制定工作组成员的辛勤工作,经过了小组内部的多次论证、审核,于2015年04月完成了行业标准(征求意见稿)的起草工作。
二、标准化对象简要情况及制订标准的原则本标准为产品制造标准,主要目的是将现有产品进行标准化,对制造厂家、炼铁用户今后的制造和使用提供有力的技术支持。
1标准化对象简要情况产品标准贯流式高炉风口主要分为铸造成型(整体铸造风口号)和多个部件组焊而成(以下简称复合式高炉风口)的两大类产品,本产品标准涉及是复合式高炉风口。
(1)产品主要品种、产量、及生产厂家本产品主要由直径为120、130、140和125毫米等品种及规格。
据不完全统计,全国炼铁高炉1480座,其中≥1000 m3有620座,≥4000 m3有19座,全国每年需要消耗风口总量38280(个),其中复合式高炉风口为22968个。
风口主要生产厂家:汕头华兴冶金设备股份有限公司、河北万丰冶金备件有限公司、闽东宏宇冶金备件有限公司、本溪溪钢冶金设备制造厂、烟台鲁宝有色合金有限公司、武钢重工集团有限公司、河北金栋机械有限公司、烟台万隆真空冶金股份有限公司等。
高炉风口小套技术标准
1 风口小套性能要求:
1.1机械性能:
抗拉强度δ≥180Mpa 延伸率δb≥30% 硬度H≥40 电导率≥85%IACS。
1.2化学成份:Cu≥ 99.9%。
1.3风口小套铜铜焊接,焊缝要求改进,图纸供需双方签字认可。
焊接要求采用氩弧保护焊,要求焊缝强度不低于母材,焊后应保温处理,焊接风口应保证焊缝平滑过渡,焊接后并对焊缝进行100%着色或探伤检验。
达到ASTME272-75标准中所规定的2-3级为合格。
1.4 耐压试验:
产品制造完成均需进行耐压(水压或气密性)试验。
1.4.1 风口小套水压试验(清水)压力
2.0Mpa,保压30分钟,并用橡胶锤轻击小套,以不冒汗、不漏水、无异常现象为合格。
1.4.2 风口小套气密性试验,压力1.8Mpa的压缩空气试验时在小套整个表面上涂以肥皂水,并用橡胶锤轻击,保压30分钟,并以不泄漏为合格。
1.5冷却通道阻力损失:
1.5.1 高炉风口水压工作压力在 1.6Mpa时,风口小套水流量应38—40m3/h,且风口流量要稳定,该工作状态下风口通道(从进口到出口)阻力损失在≤0.5Mpa为合格。
1.5.2 要求每个风口的水流量一定要均匀、稳定、近似相等。
1.6 风口小套内壁前端堆焊耐磨合金,堆焊层不宜过高,高度为2-3mm。
1.7风口堆焊的耐磨层要保证使用质量,不能有和风口剥离和和脱落现象,要保证每个风口所焊接的耐磨材料在使用中的完好性。
2 随机资料交接:
2.1每件风口小套超声波探伤合格证二份。
2.2每件风口耐压(水压或气密性)试验报告二份。
2.3每件风口的流量报告书二份。
2.4每件产品的合格证一份。
2.5本批次风口所用铜原料的材质分析报告(铜板需提供原供货厂家的分析报告)。
2.6风口的化学成分应逐炉检验,并做出保证铜纯度的报告。
2.7每件风口随机配件:
2.7.1配套压紧法兰2件。
2.7.2配套双头丝压紧螺栓4条。
2.7.3风口进、退水口配套密封环垫圈。
3 产品包装:
3.1风口小套检验完成后,要吹扫干净,特别是水道内不能有铜屑、残砂等杂质。
出厂前将风口进、出水口用丝堵堵好,确保丝扣的完好,避免进入杂物。
3.2装箱或采取保护性包褒,确保运输途中备件的无损。
4 开箱检验:
4.1在开箱检验后,如发现风口小套有缺陷、损坏、短缺或型号规格、质量以及包装不符合技术协议规定时,双方应做好“检验记录”及问题处理协议书,并由双方代表签字,如属供方责任此项协议即做为需方向供方要求修理补供或换货等有效的索赔证据。
如供方没有参加开箱检验,在发现如上所述问题且属投标方责任时,则由有关质量监督检验部门出具证明,以此做为向供方要求修理补供或换货等有效的索赔证明。
供方收到上述索赔证明和需方提供的索赔要求后,如对索赔要求有异议,供方应在一周内提出复议,如逾期不交索赔即做成立。
4.2 供方换货或补供货物的期限以不影响合同工厂风口小套备件仓储数量或生产需求所要求时间为前提,如供方没按期履行其义务,按保供合同有关规定办理。
4.3 当需方对供方提供的风口小套有质量疑问时,经双方协商后进行必要的材质、性能数量等品质检验,届时双方应相互配合不应无故拖延。
4.4在检验中如发现供方提供检验所需的标准和规范仍不完整有碍于判明质量情况时供方应及时补供所需标准和规范。
5 质量保证:
5.1铜的纯度一定要满足协议指标。
5.2每个风口的水流量一定要均匀保证38-40t/h,要保证批次风口流量的均匀性。
5.3风口小套导流器的内循环与小套的内锥管,导流器的外循环与前端内表面外加工时,严格按几何尺寸与锥度进行匹配加工,以保证两者之间的密封性,防止各循环层发生窜水现象。
5.4风口的焊缝着色探伤应按照JB/T 4730.5规定的试验方法进行,不得有裂纹缺陷,并保证在使用中风口焊缝不出现裂缝漏水。
5.5要保证焊丝的质量;保证安装尺寸和现场尺寸具有互换性。
5.6风口焊接的耐磨材料要保证使用中的完好性。
6 保证项目:
6.1高炉正常炉况工作下,风口小套使用寿命为10个月。
因供方的备件质量问题而造成的需方损失,设备损坏修复费、故障处理费或其他损失由供方承担。
6.2保证风口制作质量,保证风口交货期,(如遇特殊情况时,需方需供方提前交货时,供方应满足需方要求)。
6.3前端与本体焊接位置经供需双方签字认可,采用氩弧焊,在一定的温度下用纯铜焊丝对两者进行焊接,焊接结束后再加热到一定温度下对焊件进行去应力退火。
7 技术服务:
7.1在质保期内对风口小套的制造质量问题,供方随时免费提供服务。
7.2风口小套本体不允许刷油或涂涂料。
7.3要求无损包装。
7.4风口小套要求钢印批号、规格/型号、进/出水孔标识打印清楚。
印痕深度不超过1mm,但必须清晰可见。