高炉风口大量破损原因分析
- 格式:doc
- 大小:27.00 KB
- 文档页数:4
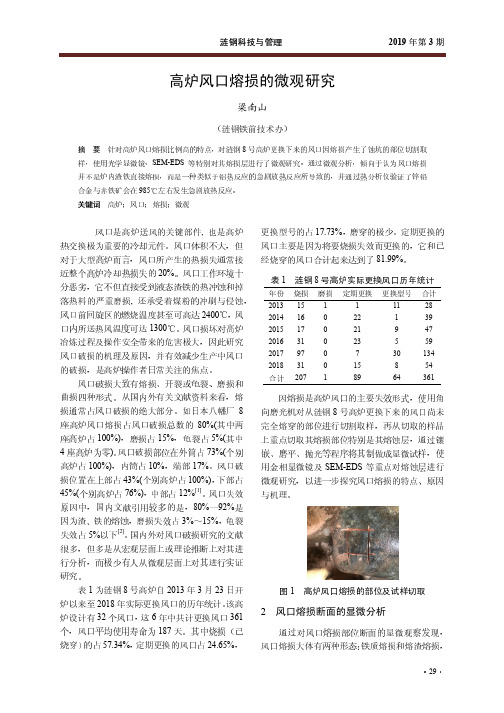
高炉风口熔损的微观研究梁南山(涟钢铁前技术办)摘要针对高炉风口熔损比例高的特点,对涟钢8号高炉更换下来的风口因熔损产生了蚀坑的部位切割取样,使用光学显微镜、SEM-EDS等特别对其熔损层进行了微观研究。
通过微观分析,倾向于认为风口熔损并不是炉内渣铁直接熔损,而是一种类似于铝热反应的急剧放热反应所导致的,并通过热分析仪验证了锌铅合金与赤铁矿会在985℃左右发生急剧放热反应。
关键词高炉;风口;熔损;微观风口是高炉送风的关键部件, 也是高炉热交换极为重要的冷却元件。
风口体积不大,但对于大型高炉而言,风口所产生的热损失通常接近整个高炉冷却热损失的20%。
风口工作环境十分恶劣,它不但直接受到液态渣铁的热冲蚀和掉落热料的严重磨损, 还承受着煤粉的冲刷与侵蚀,风口前回旋区的燃烧温度甚至可高达2400℃,风口内所送热风温度可达1300℃。
风口损坏对高炉冶炼过程及操作安全带来的危害极大,因此研究风口破损的机理及原因,并有效减少生产中风口的破损,是高炉操作者日常关注的焦点。
风口破损大致有熔损、开裂或龟裂、磨损和曲损四种形式。
从国内外有关文献资料来看,熔损通常占风口破损的绝大部分。
如日本八幡厂8座高炉风口熔损占风口破损总数的80%(其中两座高炉占100%),磨损占15%,龟裂占5%(其中4座高炉为零)。
风口破损部位在外筒占73%(个别高炉占100%),内筒占10%,端部17%。
风口破损位置在上部占43%(个别高炉占100%),下部占45%(个别高炉占76%),中部占12%[1]。
风口失效原因中,国内文献引用较多的是,80%~92%是因为渣、铁的熔蚀,磨损失效占3%~15%,龟裂失效占5%以下[2]。
国内外对风口破损研究的文献很多,但多是从宏观层面上或理论推断上对其进行分析,而极少有人从微观层面上对其进行实证研究。
表1为涟钢8号高炉自2013年3月23日开炉以来至2018年实际更换风口的历年统计。
该高炉设计有32个风口,这6年中共计更换风口361个,风口平均使用寿命为187天。

高炉冷却壁的破损机理及减少破损的措施摘要:高炉设计炉容为1580m3,于2011年2月开炉。
自2017年以来,发现炉基上涨速度加快,由2017年10月的31mm升高至2019年3月的86mm,高炉六至八段冷却壁破损严重,致使高炉被迫大修。
通过对高炉冷却壁的破损调查研究,得到如下结论:(1)球墨铸铁冷却壁破损的形式有开裂、烧损、熔化,并发现有水管的裸露和破损,其中8层冷却壁的受损数量最多。
冷却壁上出现最多的是纵向裂纹,对冷却壁的机械强度和力学性能有不利影响。
(2)对球墨铸铁冷却壁表面样进行元素及化合物分析,11-13层和15-17层的锌含量和碱金属含量较高。
锌和碱金属对冷却壁有化学侵蚀的危害,其生成的低熔点化合物对高炉顺行不利。
应当严格控制燃料和铁矿石的锌含量和碱金属含量,从源头上减少对冷却壁的化学侵蚀。
(3)由铸铁冷却壁试样的拉伸实验结果可知,冷却壁试样的抗拉强度(与没有经历生产的球墨铸铁相比)明显变小,且距离热面越近的试样,抗拉强度越小。
炉内的高温削弱了冷却壁的力学性能。
关键词:高炉;铸铁冷却壁;破损调查;破损机理分析1我国铜冷却壁的应用我国钢铁厂在2000年之前多采用铸铁冷却壁。
2002年,攀钢首次在高炉中安装了两段铜冷却壁[18]。
由于并无铜冷却壁的生产经验,攀钢只能自己摸索出合理的操作炉型和操作方法以维持炉况稳定。
经过十几年的研究、发展、改进,目前我国自主制造的部分铜冷却壁在各种技术数据上已达到甚至超过了国外产品的水准,但有些铜冷却壁仍然不能独立自主生产,依赖国外进口。
铜冷却壁在实际生产中的广泛应用为我国高炉冷却壁寿命的大幅延长做出了巨大贡献。
1.1铜冷却壁的优点及优势(1)导热性能好。
铸铁的导热系数仅有40×1.163W/(m∙℃)。
而铜的导热系数高达400W/(m∙℃)。
由此可见,铜的导热性能为铸铁的10倍左右。
所以,铜冷却壁热面与水管表面的温差很低,在实际生产中可控制在20℃以内。


高炉重大事故及风口烧穿突发事故应急预案一、目的:在炼铁生产过程中,可能遇到高炉风口突然烧穿事故,大量煤气泄漏和焦炭、渣铁飞溅等造成人员设备损坏,制定本预案是为了使事故损失降到最低,同时为保护设备、恢复生产创造有利条件。
二、适用范围:炼铁厂高炉。
三、事故预防措施:(一)、炉缸和炉底烧穿1)原因分析:(1)设计不合理,耐火材料质量低劣及筑炉质量不佳。
(2)冷却强度不足,水压低,水量少,水质不好,水管结垢等。
(3)原料不好,经常使用含铅或碱金属高的原料冶炼。
(4)炉况不顺,频繁的用萤石等洗炉剂洗炉。
(5)铁口长期过浅,铁口中心线不正,操作维护不当。
2)预防措施:首先炉缸炉底结构设计要合理,要采用优质耐火材料,尤其是碳砖质量一定要特别重视。
其次,砌筑质量要好。
操作上要注意下列各点:(1)尽量不使用含铅和碱金属超过规定的原料,特别是含铅的原料应禁止使用。
(2)生产过程中不宜轻易洗炉,尤其是水温差偏高的炉子应避免用萤石洗炉。
(3)加强各部位温度和冷却设备的水温差或热流强度管理,超过正常值要及早采取钒钛矿护炉措施。
(4)保持铁口通道位置准确,建立严格管理制度,并定期进行检查。
(5)维持正常的铁口深度,严防铁口连续过浅,按时出净渣铁。
(6)保持足够的冷却强度,水压、水量和水质要达到规定标准,并定期清洗冷却设备。
(7)温度或热流强度超标的部位,可以采取堵封口措施,必要时应降低顶压和冶炼强度,甚至休风凉炉。
(二)、炉顶爆炸1)原因分析:(1)炉顶打水时,打水量过大,在发生崩料时,炉顶温度骤升,可发生爆震。
(2)炉顶温度过高,进行打水控制,而恰在此时休风,打水忘了关闭,料柱发生崩料时,产生水煤气反应,发生炉顶爆炸。
2)预防措施:炉顶温度过高,打水控制时,水量适宜,在休风前必须将炉顶打水关闭。
(三)、热风炉拱顶爆炸1)原因分析:(1)新开炉热风炉在引煤气进行烧炉时,先通煤气和助燃空气,后点火发生爆炸。
(2)热风炉由送风转燃烧时,未将炉内废气排尽,充入煤气烧炉时可能发生爆炸。

1.2 改善办法按照以上阐发,为改善高炉衬砖的工作状况,使该300 m3高炉通过中修达到内衬更能适应高炉强化冶炼条件下长命的要求,在炉型及炉体布局不变的前提下,①炉底、炉缸采用“低气孔率自焙碳砖复合棕刚玉陶瓷砌体〞复合炉衬,并加强砌炉质量的监督查抄工作;②在炉身部位改用能较好支撑衬砖的扁水箱代替支梁式水箱,以加强对炉身部位砖衬的庇护;③增设温度检测元件,开发、应用炉体状态模型。
中修时,对该高炉的检测元件做了必要的增设,此顶用于检测炉衬状态的测温元件为配合炉体状态模型的成立,相对增设较多。
在整个高炉的衬砖部埋设了52点热电偶:炉身2×4点、炉腰2×2×4点、炉缸2×2×4点、炉底2×5点、炉底底层1点、炉基1点。
2炉体状态模型的成立2.1 模型布局基于以上对高炉砖衬破损状况的查询拜访阐发,炉衬破损较严重的部位主要是炉身中下部和炉缸炉底。
为此,本炉体状态模型设有两个判断子模型,别离用于炉墙结厚与侵蚀的判断以及炉底侵蚀曲线的推定,此中炉墙状态采用神经网络的方法进行揣度,炉底状态采用有限元法进行计算推理。
本模型还设有尺度化操作常识库以用于对高炉操作进行指导。
模型布局如图1所示。
图 1 炉体状态模型的布局Fig.1 Structure of furnace lining condition model2.2 侵蚀判断(1) 炉墙结厚与侵蚀的判断高炉过程控制模型,无论是数学模型还是常识模型,其运行的前提是必需有可供处置的信息(数据),而这些信息多是由检测传感器提供的,为此,高炉过程控制在很大程度上受检测条件的限制。
对于安钢2号高炉而言,由于检测元件的限制,炉墙的侵蚀(或结厚)状态不克不及直接测出、不克不及简单通过计算热流强度而推知,因此,本模型在计算热流强度的根底上,综合考虑其它有关操作参数,如顺行状况、下料情况、风压与风量关系等,采用神经网络专家系统的方式对炉墙侵蚀(或结厚)趋势作出预报或判断。
高炉热风炉破坏的十大原因和监测方法
热风炉破坏产生的主要原因包括:(1)砌筑质量不理想,没有按砌筑规范来进行施工及验收;(2)热风管道及燃烧管道区域高强浇注料质量存在缺陷,脱落后导致上部砖衬脱落;(3)热风炉换炉频繁,对砖衬有一定程度的破损;(4)换炉操作不规范,导致煤气燃烧产生低频脉动现象,形成煤气喘振燃烧,随着燃烧能力的增加而加剧破坏能力;(5)热风炉凉炉时产生结构性裂缝;(6)拱顶燃烧温度超过规定的标准,拱顶砖衬受热应力产生剥蚀现象;(7)热风炉烘炉没有严格按曲线进行控制,烘炉效果不理想而影响热风炉的寿命;(8)热风炉的日常操作维护不到位,对热风炉窜风、局部发红没有采取有效的维护修补措施;(9)热风炉的监测装置和连锁设施失效,导致岗位操作失误;(10)对热风炉所需的工装设备及耐火材料等,在采购选型时质量低,影响热风炉的使用寿命。
为防止炉壳钢板的腐蚀, 设计中选用耐酸涂料对热风炉拱顶钢板进行防护。
其中,选择出适合热风炉使用条件的合理的耐酸涂料是关键。
监测方法:过去主要采用两种方式来检测热风炉拱顶温度。
一种是采用铂铑-铂热电偶检测热风炉拱顶温度,其为接触式测温方法,优点是精度高,但存在几点缺陷:(1)反应速度慢,主要是因为保护管性能差导致的;(2)热电偶安装操作不方便;(3) 工作寿命短,热风炉拱顶内含有大量的CO 气体,而CO 具有还原性,极易腐蚀热电偶,增加了后期维护成本。
另一种是采用单波段红外光纤检测热风炉拱顶温度,其为非接触式测温方法,即通过测温探头来测量被测物发出的红外辐射来检测温度。
高炉铜冷却壁破损的原因分析与防治简介:高炉是冶金工业中最重要的设备之一,其内部温度高达1500℃以上,铜冷却壁是高炉内部的重要部件,用于冷却炉壳和炉渣,并承担炉体结构的支撑。
但是,在高炉的长期运行过程中,铜冷却壁易于受到高温、低温循环、冲击氧化等因素的影响,导致破损、龟裂、剥落等问题的出现,严重影响高炉的正常使用和生产效率。
本文将从破损的原因和防治措施两个方面,对高炉铜冷却壁破损的问题进行深入分析,旨在为高炉的运行维护提供有益的指导和参考。
1.高温氧化高炉运行时,铜冷却壁处于高温环境中,其表面易被高温氧化,形成氧化层。
不仅会使铜冷却壁表面光洁度降低,还会增加其表面粗糙度,从而使其在高温和冷却循环时发生应力效应,加快焊缝、裂纹等破损问题的出现。
2.冲击和振动高炉生产过程中,炉渣和废气等在铜冷却壁表面冲击和摩擦,同时由于高炉本身的振动和传感器的振动,都会造成铜冷却壁的破损问题,尤其是在焦炭振动大的情况下,更容易对铜冷却壁造成破坏。
3.低温循环高炉中在铜冷却壁内部通过循环水来降低温度,但是这个温度调节不能过于频繁,水温过低会导致铜冷却壁出现裂纹或者破坏,这是因为高温和低温循环对铜的热胀冷缩有很大的影响,常见的破损问题就是因为温度的改变造成的。
4.热载荷高炉的运转过程中,烟气、高温熔渣等会对铜冷却壁造成很大的冲击,同时在产生冲击的同时,还会伴随着大量的热载荷,极大地按照了冷却壁的承载能力,长时间的高温作用下,容易造成铜冷却壁变形甚至失去原有的力学性能,出现裂纹破损等问题。
1.加强涂层处理为了使铜冷却壁具有出色的抗氧化和安全性能,一般在铜冷却壁表面喷涂特殊的涂层,以充分提高其表面光洁度和耐磨性,抵御氧化和腐蚀。
建议在涂层设计方案的选定阶段,需要充分考虑涂层的抗冲击性和耐蚀性,同时加强表面清洗,以减少铜冷却壁在运行过程中出现的破损问题。
为了降低铜冷却壁受振动和冲击的影响,在生产过程中,需要采用合适的振动衰减装置或冲击吸收垫,以减少铜冷却壁受冲击和振动的影响,可以有效地避免其破损。
10号高炉风口小套频繁漏水缘故分析及处置方法胡永平杨召永封冬贯(圣戈班穆松桥中国徐州基地炼铁厂)摘要:对圣戈班徐州基地10号高炉在2020年10月12月期间风口频繁漏水进行缘故分析,确信了冷却水的水质及水压是风口小套损坏的直接缘故,高炉操作因素的阻碍亦是风口损坏不可轻忽的因素,通过实施一系列的方法处置后,到目前为止己持续6个月无风口小套漏水现缘的发生。
关键词:高炉小套漏水处置方法1 引言圣戈班徐州基地10号(420m3)高炉是圣戈班中国区徐州基地铸管配套节能降耗技术改造项目,于2020年9月16日建成投产,14个风口,风口小套采纳双腔式斜风口,小套冷却水采纳高压水(0.95Mpa),高炉净环水系统采纳高循环率运行,为保证循环水水质,严格操纵循环水系统的侵蚀率及热污垢系数,使系统长期稳固地正常运行。
在高炉净环水系统中设有投加水质稳固药剂的装置。
高炉开炉1月后,显现风口小套频繁漏水现象,严峻阻碍着高炉的各项经济指标。
2风口小套损坏的数量及位置描述2.1 风口小套损坏的数量及散布自2020年10月22日(即开炉后36天)至2020年12月26日,风口小套共计损坏31个,在11月14日至11月28日期间平均一天改换一个,严峻的11月27日及12月1日天天改换3个,风口寿命最短的为8天,最长的亦仅为72天。
平均寿命为28天。
(风口改换的数量及位置散布如表1)2.2风口损坏的位置描述小套的损坏相关于风口位置无明显的规律性,各风口均有损坏现象。
所有风口小套的损坏均在前端、上沿,其中小套内口损坏所占比例为20%,初期的损坏满是此种现象,烧损比例为55%,90%改换下来的风口小套存在龟裂现象,风口损坏形状如图一、图二、图3。
3缘故分析3.1加工制作质量因素最初风口的损坏全部在内口的上沿,根据当时的现象分析并结合其他高炉小套损坏的经验判断,此种损坏应为小套的质量问题,而影响小套质量因素主要为材质及加工制作质量,后续的材质化验分析表明,小套材质含铜较高达99.6%,基本可以判断非材质因素引起,造成前端内口开裂的主要原因可以判定为风口小套的加工制作质量因素,通过对风口小套进行解剖及联系制作厂家,亦证明此种因素的存在。
高炉炉衬破损机理高炉炉衬是承受高温和高压的重要部件,承担着直接与铁水接触的任务。
然而,由于工作环境的极端条件以及冶炼过程中的物理、化学反应,高炉炉衬往往容易发生破损。
下面将对高炉炉衬破损的机理进行详细说明。
1.热应力引起的破损高炉内部存在巨大的温度梯度,这导致了炉衬表面的热应力产生。
具体来说,以下几个方面会引起热应力导致炉衬破损:1.1温度梯度高炉炉衬表面的温度梯度是破损的主要原因之一。
由于高炉上、中、下部分温度差异较大,炉衬表面存在较大的温度梯度。
这种温度梯度会导致炉衬不同部位产生热应力,从而造成炉衬破损。
1.2热膨胀系数差异高炉炉衬由多种材料构成,不同材料的热膨胀系数存在差异。
当高温下的炉衬受到热膨胀作用时,不同材料之间的热膨胀系数差异会导致破损。
1.3温度变化速率高炉的操作过程中,温度会发生剧烈变化,特别是在启停和突然冷却的情况下。
这种温度变化速率的快慢会引起炉衬的热应力,导致破损。
2.化学侵蚀引起的破损高炉冶炼过程中,存在各种物理和化学反应,这些反应会对炉衬造成化学侵蚀,进而引起破损。
2.1酸性物质侵蚀高炉冶炼产生的酸性气体如CO、H2S等,以及炉渣中的硅酸盐等物质,会对炉衬表面进行化学侵蚀。
酸性物质的侵蚀会导致炉衬表面的破损和腐蚀。
2.2渣浆侵蚀高炉冶炼过程中,铁水与炉渣接触形成渣浆,渣浆的流动和侵蚀会对炉衬表面产生冲击和摩擦力,导致破损。
2.3硫化物侵蚀高炉冶炼产生的硫化物如FeS等,会对炉衬进行化学侵蚀。
硫化物的侵蚀会引起炉衬表面的脱层和破损。
3.机械应力引起的破损除了热应力和化学侵蚀外,机械应力也是高炉炉衬破损的原因之一。
3.1冲击载荷高炉冶炼过程中,铁水的注入和喷吹、煤气喷吹等操作会产生冲击载荷。
这些冲击载荷会对炉衬表面造成机械应力,导致破损。
3.2振动和震荡高炉的运行过程中存在振动和震荡现象,尤其是在高炉顶部和煤气系统。
振动和震荡会对炉衬造成机械应力,引起破损。
4.预防措施为了降低高炉炉衬的破损,可以采取以下预防措施:4.1优化冶炼工艺通过优化高炉冶炼工艺,控制温度变化速率,减少温度梯度,降低热应力的产生。
高炉风口大量破损原因分析
风口套等对于高炉系统来讲,是重要的工艺设备,一般企业对于风口套进行的都是寿命管理,实行定期更换。
假若高炉出现大量风口损坏的情况,意味着高炉操作或者冶炼条件发生了重大的变化。
风口破损需要休风更换,而无计划休风是高炉生产的大忌,因此,减少风口破损意义重大。
这里作者就A厂风口损坏的原因进行简要分析,便于对照找出防范的措施。
1、前言
一般情况下,高炉的风口小套都是寿命管理,实行定期更换。
若高炉风口小套出现非正常损坏,对连续性非常强的高炉工艺非常不利。
除休风对产量的影响外,还包括漏水导致燃料比升高、高炉炉凉,损坏炉缸耐火材料等。
频繁的休风还会导致软熔带位置变化,上部形成炉墙结厚甚至结瘤,下部导致炉缸不活直至堆积。
所以,降低风口损坏导致的休风是必须的。
这里就A企业的风口破损进行分析。
2、风口损坏的数量统计
为便于分析,特对A厂2007年、2008年各月风口损坏的数量、方式进行了数学统计,如表1,表2所示。
表1 A厂风口破损的数量(个)——————————————————————————————————————
1月2月3月4月5月6月7月8月9月10月11月12月合计
——————————————————————————————————————
2007年 4 4 12 3 17 4 11 7 24 33 1 7 18 154
2008年19 15 11 21 17 22 9 19 27 19 3
4 1
5 228
——————————————————————————————————————
表2 A厂风口破损的方式
——————————————————————
烧漏磨漏裂纹合计
——————————————————————
2007年140 1 13 154
2008年211 2 15 228
——————————————————————
由于风口破损主要方式是风口烧漏,因此对2008年风口烧漏的部位进行统计分析,得出如下比例,见表3。
表3 2008年风口烧漏部位的比例统计
——————————————————————
上部烧漏下部烧损前端烧损合计
——————————————————————
2008年81.25% 12.50% 6.25% 100%
——————————————————————
从统计的数据可以看出:2007年,除9月、10月外,A厂高炉损坏风口个数月均量差不多;2008年,除7月和11月外,损坏风口个数月均量差不多。
总体来讲,A厂高炉风口的破损数量是比较多的,其中又以烧漏为主要破损方式,说明在高炉操作方面存在一定问题。
3、风口破损的可能原因
3.1与操作无关的客观因素
风口破损的原因很多,有许多是客观条件造成的,比如风口的结构、制造质量、冷却水的压力、流速等,这些是高炉短期不可能改变的,和高炉操作无关。
现在,由于风口的结构、制造质量不断提高,这两个因素已经不是风口破损的主要原因,但质量原因造成的损坏现象仍然存在。
这样的风口漏水被更换下来,漏水处经过处理,一般有针眼等孔隙可见,并且漏水的孔洞呈现外小内大(和由于铁水熔化的孔洞外大内小有明显区别)。
对于风口质量形成的裂纹漏水,一般发生在焊缝处。
但是裂纹漏水不一定就是
质量问题,有些风口本身质量没有问题,但受到高炉炉况、冷却等多种因素影响,风口在承受瞬间巨大的热负荷时,在热梯度作用下,也可使风口产生裂纹而漏水。
在冷却方面,有单位做过试验,随着冷却水流速的不断提高,冷却强度加强,即使风口浸在铁水里面,也不会熔化。
但高压、高流速并不是最经济的选择,一般450~1000 m3高炉的风口冷却水流速选择在7~11 m/s之间。
A厂450 m3高炉风口区域的水压在0.85 MPa,水流速度为6.1 m/s;1000 m3 A1号高炉风口区域的水压在1.15 MPa,水流速度在8.3 m/s;1000 m3A2号高炉风口区域的水压在1.08 MPa,水流速度在7.7 m/s。
从水压、流速来看,属于偏低的水平,不过仍然可以维持足够的冷却能力,应该不是风口破损的主要原因。
3.2操作原因
一般情况,高炉的操作才是导致风口大量破损的主要原因,主要有下面几种:
第一,高炉边缘过度发展。
由于边缘气流过剩,高炉在边缘的反应增加,生成的渣铁量也大,相对于正常情况下渣铁沿风口回旋区表面进入炉缸,此时就会出现少量渣铁沿炉墙下滴,当有少量渣铁滴打在风口上端,就会造成风口损坏。
这种原因造成的风口烧损部位一般多在风口的上部,烧漏的孔洞多呈现外大内小,类似水滴石穿的现象。
边缘过度发展时,通过风口镜,还可以看到风口前比较频繁的升降现象。
第二,高炉炉缸不活,有堆积。
无论是中心堆积还是边缘堆积,都会造成炉缸容积变小。
由于高炉的出铁次数、时间一般都是固定的,所以同等情况下,炉缸堆积后,渣铁面将比原来升高,高炉在外部就会表现出压量关系紧张,料慢等现象,炉内渣铁就容易把风口烧毁。
有时由于外围事故,延迟了出铁时间,也可能造成风口烧损。
不过,炉缸堆积造成风口破损最主要的原因是:炉缸堆积后,高炉死焦堆透液性变差,致使风口前有渣铁聚集,从而烧坏风口。
如高炉炉凉后恢复炉况,常常会造成大批的风口破损,其最主要的原因就是炉缸死焦透液性能差,加上刚刚生成的渣铁物理热低、流动性差,不能及时渗透到炉缸,渣铁在风口前聚集所致。
这类原因造成的风口烧损部位一般多在风口的下部。
第三,高炉鼓风动能不足。
比如高炉长期减风,风口面积不及时调整,由于鼓风动能不足,风口回旋区变小,渣铁就可能烧损风口的前端。
第四,高炉不顺,悬坐料原因。
悬料后,减风坐料甚至休风坐料,存在风口灌渣的可能,从而使风口烧损;也可能料柱从上部突然下落,导致风口破损,特别是长时间顽固悬料,更是危险。
曾经就有企业因为长时间恶性悬料,坐料时把风口砸掉的事故发生。
第五,喷煤工艺中煤粉冲刷的原因。
高炉喷吹煤粉后,由于喷枪枪位不正,可使风口在很短时间内被磨漏。
即使枪位很正,煤粉的摩擦对风口的磨损也是非常严重的。
有企业统计数据表明,煤粉的磨损可使风口内径每月扩大0.5~0.8 mm。
因此煤比较高时,不能忽略
煤粉冲刷的影响。
总结风口损坏的原因:前三个都是铁水烧坏风口,后两个原因主要是机械力作用。
铁水烧坏风口小套的机理主要是存在固液相反应,其反应温度只有700多度,炉内小套表面很容易达到这一温度,只要有液态铁水与铜套接触,就会烧坏风口。
当然,风口损坏的原因还很多,但一般都会通过上面几种形式表现出来,比如原、燃料中的有害元素造成炉渣粘稠,导致炉缸堆积,从而损坏风口等。
根据表3的统计,结合风口烧损的原因分析,A厂风口破损的最主要原因可能是高炉边缘过度发展。
4、减少风口烧损的主要措施
根据上述分析得知,A厂高炉边缘较发展,应采取相应措施减少风口的损坏。
因此,对该厂的焦炭强度和烧结矿粒级进行了统计,得出以下比例,见表4。
表4 焦炭转鼓强度和烧结矿粒级统计
———————————————————
焦炭转鼓强度烧结矿粒级比例(%)
———————————————————
M25 M10 ≤5mm 5-10 mm
89.75 7.80 2.51 36.79
———————————————————
从统计数据可见,焦炭强度属于中等水平,但烧结矿小于10mm粒级则属于很差的水平,合计约40%。
A厂要想减少风口大量破损的状况,首先,必须改变烧结矿的粒级,提高烧结矿的强度,避免高炉为维持顺行被迫采取边缘发展的操作思路;其次,保持合理的鼓风动能,加强操作,防止悬料的发生;最后,若条件允许,可以改造冷却水系统,提高风口冷却水的压力、流速,降低来水温度,达到强化冷却的目的,则可大大降低风口的破损率。
5、结论
(1) 风口大量损坏,对连续生产的高炉工艺极为不利,必须采取有效措施降低风口的破损率。
(2) 风口损坏和高炉操作密切相关,但只有改变了原、燃料情况,高炉才可能采取最经济的操作制度,从根本上消除风口破损的原因。
(3) 经济允许,将风口水压提高到设计中等水平,提高冷却水流速,强化冷却,从外围上改善不利的因素,为减少风口破损创造条件。