高炉风口表面温度分布及影响因素的研究
- 格式:pdf
- 大小:299.05 KB
- 文档页数:2

高炉理论燃烧温度计算的研究高炉的热状态,尤其是炉缸部位的热状态非常重要,因为它是决定高炉热量需求和吨铁燃料消耗的重要因素,而风口前理论燃烧温度(t1)是评价或衡量炉缸热状态的重要参数之一。
理论研究和生产实践表明,维持一定的 t 值对煤气和炉料的热交换、炉缸的热状态有着重要的影响,特别是对铁水温度的影响更为明显。
因而,可以通过考察理论燃烧温度来评价炉缸热状态,生产中也可以通过控制理论燃烧温度以稳定炉缸热状态。
理论燃烧温度(t1 )是绝热系统内燃烧产物获得全部燃烧生成热以及鼓风和燃料带入的物理热时所能达到的最高温度,而鼓风状况和喷吹燃料对理论燃烧温度有着重要的影响。
鼓风状况可由风量、湿度及风温水平表征,其受风机能力、气候条件以及热风炉装备水平等的影响,但近年来鼓风状况的变动较小。
然而,高炉喷吹煤粉技术得到了大规模发展,如当前世界上有多座高炉的喷煤量已达到 200kg/t或更高的水平。
因此,高炉喷吹煤粉对风口前理论燃烧温度的影响更为明显。
生产实践表明:随着喷煤量的增加,理论燃烧温度的计算值下降幅度很大,而实际高炉的炉况并没有出现反常现象。
这提示现有的理论燃烧温度计算方法在大量喷吹煤粉的条件下可能出现了偏差,一些研究者已开始考虑从不同的侧面对理论燃烧温度的计算方法进行修正。
本文全面系统地探讨理论燃烧温度的影响因素,完善绝热系统的内涵及相关参数的计算方法,并考察各个修正因素对理论燃烧温度计算值的影响,以便更为有效地指导高炉炼铁生产和丰富炼铁理论。
1 理论燃烧温度计算方法1.1 已有理论燃烧温度的计算式基于文献,理论燃烧温度的计算式如下:式中,t1为理论燃烧温度,℃ ;Q 为燃料中碳燃烧生成 CO 时放出的热量,kJ/t;Q1为焦炭进入燃烧带时所具有的物理热,kJ/t;Q f 为热风带入的物理热,kJ/t;Q s 为燃料和鼓风中水分分解耗热,kJ/t;Q n 为喷吹燃料热分解耗热,kJ/t;为炉缸煤气中 C O 和N2的平均比热容,kJ/( m ,℃);为炉缸煤气中H2的平均比热容,kJ/( m 。
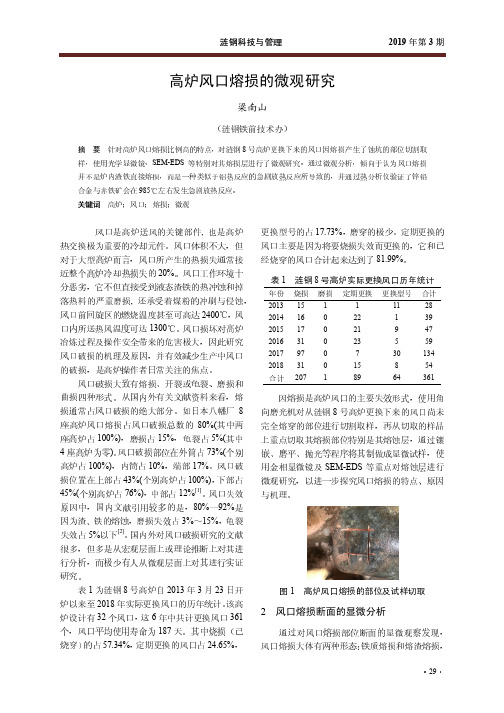
高炉风口熔损的微观研究梁南山(涟钢铁前技术办)摘要针对高炉风口熔损比例高的特点,对涟钢8号高炉更换下来的风口因熔损产生了蚀坑的部位切割取样,使用光学显微镜、SEM-EDS等特别对其熔损层进行了微观研究。
通过微观分析,倾向于认为风口熔损并不是炉内渣铁直接熔损,而是一种类似于铝热反应的急剧放热反应所导致的,并通过热分析仪验证了锌铅合金与赤铁矿会在985℃左右发生急剧放热反应。
关键词高炉;风口;熔损;微观风口是高炉送风的关键部件, 也是高炉热交换极为重要的冷却元件。
风口体积不大,但对于大型高炉而言,风口所产生的热损失通常接近整个高炉冷却热损失的20%。
风口工作环境十分恶劣,它不但直接受到液态渣铁的热冲蚀和掉落热料的严重磨损, 还承受着煤粉的冲刷与侵蚀,风口前回旋区的燃烧温度甚至可高达2400℃,风口内所送热风温度可达1300℃。
风口损坏对高炉冶炼过程及操作安全带来的危害极大,因此研究风口破损的机理及原因,并有效减少生产中风口的破损,是高炉操作者日常关注的焦点。
风口破损大致有熔损、开裂或龟裂、磨损和曲损四种形式。
从国内外有关文献资料来看,熔损通常占风口破损的绝大部分。
如日本八幡厂8座高炉风口熔损占风口破损总数的80%(其中两座高炉占100%),磨损占15%,龟裂占5%(其中4座高炉为零)。
风口破损部位在外筒占73%(个别高炉占100%),内筒占10%,端部17%。
风口破损位置在上部占43%(个别高炉占100%),下部占45%(个别高炉占76%),中部占12%[1]。
风口失效原因中,国内文献引用较多的是,80%~92%是因为渣、铁的熔蚀,磨损失效占3%~15%,龟裂失效占5%以下[2]。
国内外对风口破损研究的文献很多,但多是从宏观层面上或理论推断上对其进行分析,而极少有人从微观层面上对其进行实证研究。
表1为涟钢8号高炉自2013年3月23日开炉以来至2018年实际更换风口的历年统计。
该高炉设计有32个风口,这6年中共计更换风口361个,风口平均使用寿命为187天。

高炉高风温技术概述朱玉峰发布时间:2021-08-31T16:53:08.713Z 来源:《建筑模拟》2021年第6期作者:朱玉峰[导读] 随着炼铁技术的日益成熟,工业上对高炉的要求也在不断地提高,大型、长寿、高效率正在逐渐地成为现代高炉的发展方向。
而高风温却是影响钢铁产量和质量重要因素之一,因此提高高炉风温是保证现代热风炉发展的关键。
本文将针对提高热风炉高风温技术的改进和提高进行深一步的研究和探讨,从影响热风炉风温的因素着手,探讨提高热风炉风温温度的方法。
中钢石家庄工程设计研究院有限公司河北省石家庄市 050021摘要:随着炼铁技术的日益成熟,工业上对高炉的要求也在不断地提高,大型、长寿、高效率正在逐渐地成为现代高炉的发展方向。
而高风温却是影响钢铁产量和质量重要因素之一,因此提高高炉风温是保证现代热风炉发展的关键。
本文将针对提高热风炉高风温技术的改进和提高进行深一步的研究和探讨,从影响热风炉风温的因素着手,探讨提高热风炉风温温度的方法。
关键词:高炉;高风温技术;空煤气预热热风炉是炼铁过程中必不可少的设备之一,它通过消耗煤气燃烧产生的热量来为高炉提供高温热风。
因此,提高热风炉的风温有利于降低焦比,提高钢铁产量,节约能源。
目前,世界上部分发达国家在提高热风炉风温的研究方面已经取得了较好的成果。
对于能源消耗大国的中国来说,提高热风炉的风温更是迫在眉睫的。
1热风炉的作用高风温是现代高炉的重要技术特征。
高炉热风炉是炼铁厂高炉主要配套的设备之一,是一种热交换设备。
它主要用来为高炉提供高温热风,以供炉内的反应。
热风炉的作用是为高炉持续不断的提供1000°以上的高温热风,高炉炼铁所需热量的25%都来自热风炉。
其消耗的能源为煤气燃烧产生的热量,占高炉产生煤气的一半。
一般一座高炉配3~4座热风炉,目前先进的现代热风炉风温可以达到1300°。
热风炉被广泛应用在工业生产的诸多领域,因工艺要求不同、燃料种类不同、热风介质不同而派生出不同用途与不同结构的热风炉。
如何提高高炉热风炉的风温段贵军(河北理工大学冶金与能源学院)摘要:提高高炉风温不仅直接影响生铁产品的产量和质量,而且是高炉提高煤比(增加喷煤量)和降低燃料比(焦比)的重要措施之一。
从热工角度初步分析了高炉热风炉的热工行为;在此基础上,根据热工炉窑3类变量之间的关系,系统分析了热风炉结构参数和操作参数对其出口风温的影响:指出了如何从结构参数和操作参数上提高高炉热风炉风温。
关键词:热风炉;高风温技术;理论燃烧温度;高效陶瓷燃烧器;余热回收How to improve the wind blast furnace stove temperatureDuan gui jun(Hebei university of technology of metallurgy and energy institute )Abstract:The increase of blast furnace temperature not only directly influences the output and quality of iron,but also is one of the most efective measure to enhance pulverized coal injection rate and reduce coke rate.The thermal behaviour of blast furnace hot—blast stove is analyzed from the therm al point of view,and based on the preliminary analysis,and according to relationship between three variables of the therm alstove,the influences of structure and operation parameters on outlet blast temperature are systematically analyzed.It is pointed out that how to increase blast temperature of blast furnace hot-blast stove through structure and operation parameters.Key words:hot—blast stove;blast furnace;high temperature;therm al behavior. 热风炉概述热风炉是炼铁生产过程中的重要设备之一。
高风温对高炉强化冶炼的意义1.高风温(highblasttemperature):在现代高炉中借助热风炉将鼓风风温加热到1200℃以上的操作。
使用高风温操作是高炉冶炼的技术措施之一。
简史19世纪20年代以前高炉使用冷风炼铁,燃料消耗很高,生产率低。
1828年英国尼尔森(D.Neilson)建议在高炉上使用“热鼓风”炼铁,并于1829年在苏格兰克拉依特厂首次实现来这一建议,风温虽然只有149℃,但效果惊人,每吨生铁的燃料消耗由8.06t/t降到5.16t/t。
降低来30%以上,产量提高46%,而用于加热鼓风消耗的燃料只有0.4t/t生铁。
1831年该厂将风温提高到316℃,燃料消耗降到来 2.25t/t,产量比用冷风炼铁时翻了一番。
从此热风很快被推广,它成为高炉炼铁史上极重要的技术进步之一。
170℃余年来风温水平不断提高,在日本、西欧、北欧、北美高炉的风温普遍达到1200℃,有的先进高炉的风温叨叨1350℃,前苏联的全苏平均风温到1900年已达到1150℃左右。
中国重点企业的平均风温在1997年为1047℃,梅山冶金公司、包头钢铁公司高炉的风温在1100℃以上,宝山钢铁(集团)公司3号高炉的风温在1997年达到1230℃。
而地方骨干企业的平均风温在1997年为971℃,虽然其中个别钢铁厂高炉的风温在1000℃以上,但总体上说中国高炉的风温水平要比工业先进国的低150~200℃。
2.高风温操作对高炉冶炼的影响(1)风温提高,热风带入炉热量增加,风口前燃烧碳量能得到减少;(2)高炉高度上温度发生再分布。
风温提高,热风带入炉缸热量增加、同时燃烧碳量减少使煤气发生量减少,煤气往上携带的热量减少,结果,炉缸温度提高、炉身和炉顶温度降低;(3)风温提高使燃烧碳量减少,使煤气中CO量减少,同时炉身温度降低使间接还原减少,从而使直接还原度提高。
(4)风温提高时,炉内煤气压差增加,使炉料下降条件变坏,不利于炉料顺行;(5)风温提高,热风带入炉热量增加,风口前燃烧碳量能得到减少,使焦比能得到降低。
高风温对高炉炼铁的影响及重要作用分析摘要:本文首先介绍了我国现阶段主要采用的集中高炉炼铁方式,以及其在高炉炼铁中的优势和缺点。
其次主要分析了高风温在炼铁和喷吹燃料中产生的影响。
旨在明确高风温在高炉炼铁中发挥的作用,为今后更加合理科学的利用高风温进行生产提供帮助。
关键词:高风温;高炉炼铁;影响;作用引言最近这些年,高炉炼铁技术受到了多个方面与因素的制约,其中包括资源的匮乏、能源供应紧张以及生态保护方面的问题,对高炉炼铁技术的进步造成了巨大的阻碍。
在如今日渐激烈的竞争环境中,为了实现可持续发展,高炉炼铁技术必须取得突破性的进展,而要实现效率高、消耗低、节约能源、减少排放、循环经济、环境保护等目的。
提升高炉炼铁温度、降低燃料比、改善高炉技术就是一件势在必行的事。
面临当前的世界范围内的高炉炼铁市场环境,缺乏资源、能源供应不足和生态环境的限制,如何在这一现状下确保可持续发展的高炉炼铁,实现低碳化和循环经济,需要我们努力打造效率高、低成本、低能耗的高炉炼铁生产系统。
高风温是目前高炉炼铁的一项关键技术。
风温的增长是目前钢铁冶炼中有效实现循环经济、低碳减压、节能减排和可持续发展的关键技术。
高风温不但有利于提升高风温技术水平、降低二氧化碳排放,同时也起到了带领行业向科学化、合理化发展的关键。
一、现阶段我国热风炉种类(一)内燃式热风炉在内燃式热风炉中,燃烧室和蓄热器位于同一位置,燃烧室位于壳体的一边,与蓄热器用隔热材料隔离。
该结构的关键问题是隔墙两边温度差异较大,特别是下层;拱顶位于壳里的墙体上,墙体的温度分布不均匀,且耐火砖各部位的膨胀会产生不同的裂缝效应。
损坏时,大墙、拱顶砖、隔墙等,会使蓄热器再加热,很可能造成蓄热器错位、热空气管道损坏。
改进的内燃式热风炉是在大型膨胀墙与滑动缝之间设置隔墙,使耐火砖能够上下自由移动,左右移动,增加隔墙中间保温层,降低温差。
在墙体蓄热器一边放置耐热钢板,采用陶瓷燃烧器,穹顶的高温区域为硅砖。
高炉风口回旋区测温及成像在线监控系统一、高炉风口回旋区测温和成像检测的作用意义近年来,国内外冶炼工作者对高炉风口回旋区工况监控技术的研究与开发非常重视。
高炉风口回旋区工作状态,对高炉的冶炼过程起着极其重要的作用。
在高炉炼铁过程中,高炉风口燃烧带的大小、形状、焦炭运动的状况以及粉焦的堆积行为,对炉料的下降和料柱的透气、透液性有显著的影响,它决定了高炉煤气的一次分布,反映了焦炭的燃烧状态,直接影响着软熔带的形状和位臵,是炉况顺行的基础,对高炉的正常生产有很大的影响。
因为入炉焦炭,从高炉炉顶装入炉内后到达风口回旋区后,与鼓进的热风进行烧灼,产生煤气上升,所以要求炉缸各个风口回旋区烧灼均匀,保证上升的煤气流分布均匀。
但是有时炉况不好,炉缸风口回旋区烧灼不均匀,个别风口回旋区有生料、塌料出现,破坏了高炉冶炼顺行。
所以要同时了解掌握各个风口燃烧温度和烧灼状态后,利用高炉上下部调节手段,保证高炉冶炼顺行。
另外高炉风口小套凸出到炉内,前端近2000o C的高温,而且工作环境极其恶劣,风口小套易破损。
若风口小套漏水,将导致燃料比升高、炉凉、损坏炉缸耐火材料,同时风口小套漏水,会导致风口爆炸等重大事故。
而炉缸热源主要来自风口燃烧带,燃烧带的温度,在一定条件下决定了炉缸的温度,对整个高炉的传热、传质、还原、脱硫以及生铁成份,均起重大影响。
高炉炼铁生产现场环境温度高,约为60o C -120o C,目前普遍采用的是人工利用肉眼窥视方法,由于风口较多,查询一次时间长,且不能保证连续观察,还常有误判出现,因而难以得到及时、准确的炉内状况信息,这给高炉稳定生产带来极大影响。
实现在线连续测温、成像及辅助人工巡视三位一体监控高炉风口的工作情况,使高炉操作者能更方便、更及时地获取并记录炉内信息,从而对喷煤及高炉内部情况进行有效的分析和预测,利用高炉上下调节手段,使风口异常在萌芽状态就得到有效的处理,减少高炉由于风口故障、喷煤故障造成非正常减风和休风,进而对提高高炉产量,增强高炉的安全生产,使高炉生产进一步实现科学化、自动化、人性化的管理。
高炉风口的设计与调整1. 概述高炉风口是高炉冶炼过程中的关键组成部分,其主要功能是为高炉内注入新鲜空气,提供燃烧所需氧气,并促进炉料的下降和煤气上升本将详细介绍高炉风口的设计与调整方法2. 高炉风口的设计2.1 风口结构设计高炉风口主要由风口本体、风口套、风口芯和喷管等部件组成•风口本体:是风口的主体部分,通常采用铸铁或钢板焊接而成,具有良好的耐高温性能和足够的强度•风口套:安装在风口本体外部,通常采用耐火材料制成,以减少热损失和防止炉料进入•风口芯:位于风口套内部,用于引导气流和调节风量,通常采用耐高温、耐磨损的材料制成•喷管:连接风口芯和风口本体,用于引导气流和喷射炉料,通常采用耐高温、耐磨损的材料制成2.2 风口尺寸设计风口尺寸设计需要考虑高炉的直径、炉料的物理性质和冶炼要求等因素通常,风口直径和高炉直径的比例在 1:10-1:12 之间风口长度和风口套内径的比例通常在 1:1.5-1:2 之间2.3 风口材料选择风口材料需要具备耐高温、耐磨损、抗冲击等性能常用的风口材料包括铸铁、钢、铜和镍基合金等3. 高炉风口调整3.1 风口风量的调整风口风量的调整是高炉操作中常见的工作,可以通过调整风口芯的位置来控制风量风口芯的位置调整通常使用专门的机械装置完成3.2 风口角度的调整风口角度的调整可以影响高炉内的煤气流动和炉料下降通常,风口角度的调整使用专门的机械装置完成3.3 风口形状的调整风口形状的调整可以改善高炉内的煤气流动和炉料下降通常,风口形状的调整使用专门的机械装置完成4. 结论高炉风口的设计与调整是高炉冶炼过程中的关键环节正确的设计和调整可以提高高炉的冶炼效率和煤气利用率,降低能耗和提高产量高炉风口的设计需要考虑风口结构、尺寸和材料等因素高炉风口的调整主要包括风量的调整、角度的调整和形状的调整高炉风口的设计与维护1. 背景高炉作为现代钢铁工业的基础设备,其风口部分的作用至关重要风口不仅是高炉供氧的关键部位,同时也是影响煤气流分布和炉料下降速度的重要因素因此,高炉风口的设计与维护对于保障高炉高效、稳定运行具有重要意义2. 高炉风口的设计原则高炉风口设计应遵循以下原则:•合理的风口面积:风口面积需要与高炉的冶炼能力和煤气流量相匹配,以确保足够的氧气供应和适宜的煤气流速•材料选择:风口材料需要具备耐高温、耐腐蚀、耐磨损的特性,以适应高炉内部恶劣的环境•结构优化:风口的结构设计应简洁、合理,便于制造、安装和维护•热交换效率:风口应具有良好的热交换性能,以减少热量损失,提高能量利用效率3. 高炉风口的主要参数高炉风口的主要设计参数包括:•风口直径:风口直径根据高炉的大小和设计风量确定,通常与高炉炉膛直径成一定比例关系•风口长度:风口长度应确保煤气流有足够的长度进行热交换,同时也要考虑安装和维护的便利性•风口倾斜角度:风口倾斜角度影响煤气流的分布和炉料的下降速度,通常通过模拟和实验确定最佳角度•风口材料的热膨胀系数:材料的热膨胀系数应与高炉炉体材料相匹配,以减少由于温度变化引起的热应力4. 高炉风口的设计要点高炉风口的设计要点包括:•风口本体的结构设计:风口本体应采用模块化设计,便于更换和维护•风口套的结构与材料:风口套需要具有良好的密封性能,以防止炉料进入和煤气泄漏•风口芯的设计:风口芯是调节风量的关键部件,其设计应确保风量调节的准确性和稳定性•喷管的设计:喷管应具有良好的气流分布性能,以提高煤气流的动能和热交换效率5. 高炉风口的维护与管理高炉风口的维护与管理对于保证高炉长期稳定运行至关重要主要包括:•日常检查:定期检查风口是否有损坏、变形或磨损,及时发现并处理问题•清洁维护:定期清理风口积灰和堵塞物,保持风口的通畅•调整与校准:根据高炉的运行状态,调整风口的风量和角度,以优化煤气流分布和提高冶炼效率•材料更换:当风口材料磨损到一定程度时,应及时更换,以避免安全隐患6. 结论高炉风口的设计与维护是高炉生产中不可或缺的一环通过合理的设计和精心的维护,可以确保高炉的风量供应稳定,煤气流分布合理,从而提高高炉的冶炼效率和生产稳定性高炉风口的设计应遵循合理的原则,考虑主要参数和设计要点,而维护与管理则需要注重日常检查、清洁维护、调整校准和材料更换等方面只有这样,才能保证高炉安全、高效、稳定地运行应用场合高炉风口的设计与维护主要应用于以下场合:1.高炉生产运行:在钢铁冶炼行业中,高炉是生产铁水的基础设备,风口作为高炉的关键组成部分,直接关系到高炉的生产效率和稳定性2.热风炉操作:热风炉是高炉冶炼过程中提供热源的重要设备,风口的设计与维护同样适用于热风炉的操作3.冶炼实验与研究:在钢铁冶炼的科研和实验中,风口的设计参数和维护方法对于实验结果有着直接的影响4.冶金工程设计与施工:在冶金工程的设计和施工过程中,风口的设计和选型是必不可少的环节5.高炉维修与改造:在高炉的维修和改造过程中,对风口进行检查、调整和更换是确保高炉正常运行的关键步骤注意事项在高炉风口的设计与维护过程中,需要注意以下事项:1.风口设计的专业性:风口的设计需要由专业工程师进行,确保设计参数和结构符合实际生产需求2.材料选择的合理性:根据高炉的冶炼条件和环境,选择合适的风口材料,保证风口的使用寿命和性能3.结构与尺寸的精确性:风口的结构和尺寸应精确制造和安装,以确保其正常工作和避免因偏差导致的故障4.维护的及时性:定期对风口进行检查和维护,及时发现和处理问题,避免因忽视维护导致的风口故障5.操作的安全性:在风口的设计、维护和操作过程中,要严格遵守安全规程,确保人员安全和设备完好6.调整的合理性:根据高炉的运行状态和冶炼要求,合理调整风口的风量和角度,以优化煤气流分布和提高冶炼效率7.环境的适应性:风口的设计和维护应考虑高炉所在环境的特殊性,如温度、湿度、灰尘等因素,确保风口能够适应恶劣环境8.节能与环保:在风口的设计和维护中,要充分考虑节能减排和环保要求,采用高效、低能耗的风口结构和材料9.记录与反馈:在风口的设计、维护和操作过程中,要详细记录相关数据和问题,及时进行反馈和分析,不断优化风口的设计和维护方法10.培训与交流:对高炉操作人员和相关工程师进行风口设计与维护的培训,加强行业内的交流与合作,提高整个行业的高炉操作水平通过以上注意事项的遵循,可以确保高炉风口的设计与维护工作顺利进行,提高高炉的生产效率和稳定性,同时保障人员和设备的安全。
高炉炉缸侧壁温度升高的原因分析及治理实践陕钢高炉有效容积2280m3,于2012年8月16日建成投产。
从2013年12 月开始,该高炉2#铁口偏南25°、标高10.196m处第六点炉缸温度开始升高,至2013年4月份热电偶显示内环最高温度达983℃,外环最高温度517℃,严重威胁高炉的安全生产。
为了消除隐患,与国内同行专家、耐材厂家、建设单位进行沟通交流,对炉缸侧壁温度异常升高的原因进行分析,并采取了有效地措施,使温度大幅下降,确保了高炉的安全生产。
1 高炉炉底、炉缸结构:陕钢高炉炉底炉缸结构见图1 。
炉底第1层满铺国产超高导石墨砖,高度400mm;第2、3层满铺国产微孔碳砖,总高度800mm;第4、5层中心砌筑国产微孔碳砖(直径约φ9400mm)、外侧砌国产超微孔碳砖,高度800mm;第6、7层立砌楔形刚玉莫来石砖,总高度800mm。
炉缸侧壁外侧第6~10层采用国产超微孔碳砖,总高度2000mm,炉缸侧壁外侧第11-18层采用国产微孔碳砖(其中:第11-14层每个铁口通道区域采用超微孔碳砖,范围2000×1600mm),总高度3300mm,炉缸侧壁内侧陶瓷杯采用小块塑性相刚玉砖,总高度4500mm。
炉底、炉缸采用光面低铬铸铁冷却壁,风口区采用光面球墨铸铁冷却壁,炉腹至炉身下部采用冷却壁。
高炉采用联合软水密闭循环系统,软水总循环水量3742 m3/h,进水温度控制在40±1℃,水温差控制在6℃。
2 高炉炉缸侧壁温度变化情况高炉炉缸部位设置5层热电偶,每层设置16个热电偶,分8个方向,每个方向设内环、外环两个热电偶。
标高10.196m炉缸热电偶布置。
2013年12月前,炉底炉缸部位生产状态及炉缸各点温度基本稳定。
2013年12月份2#铁口偏南25°、标高10.196m处第六点炉缸温度热电偶显示开始升高,2014年4月中旬热电偶显示内环最高温度达983℃,外环最高温度517℃,而内环、外环同标高同半径圆周上的1#铁矿周围测温点在550-650℃和250-350℃。