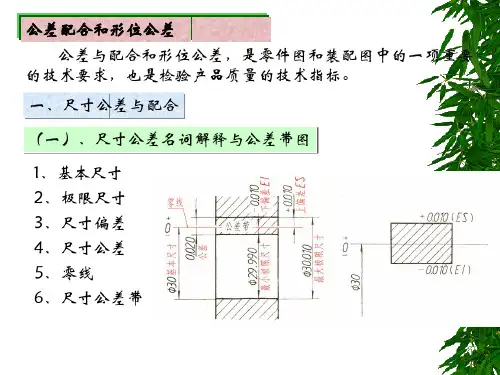
浅谈保证键槽形位精度的方法
- 格式:pdf
- 大小:89.30 KB
- 文档页数:2
浅谈保证键槽形位精度的方法
广东韶关市技师学院 (512026) 李树清
1.问题的提出
在插床上插削键槽,除根据零件形状(如插削不通
孔工件键槽)、尺寸精度要求,同时考虑机床等系统刚
性,刃磨出符合要求的键槽成形插刀,并正确安装工件
(本文讨论利用三爪自定心卡盘安装的工件)、插刀刀杆
和插刀之外,还应该按图样要求准确找正工件中心,即
保证插刀两侧刀尖(如图1所示A、B两点)与工件
“水平中心线”(如图1所示MN线)对称,否则所插削
出来的键槽属于不合格键槽。
2.工艺处理与操作方法
(1)对于对称度要求不是很高的键槽的插削加工,
可用“划线对中”或“两点对中”来找正工件中心。
①利用“划线对中”找正工件中心
a.划线在需插削键槽的其中一个工件表平面上划
出中心线及对称于工件中心线的两条键槽边界线(如图
1所示)。
b.安装校正工件校正工件中心线与横向工作台平行。
c.找正工件中心移动纵、横工作台,使成形键槽
插刀两侧刀尖与两条键槽边界线重合。只要成形键槽插
刀两侧刀尖与两条键槽边界线重合,就认为成形键槽插
刀两侧刀尖对称于工件中心线。
②“两点对中”找正工件中心
a.安装工件。
b.找正工件中心首先在“键槽位”孔壁处均匀涂
上一层粉笔,低速开动机床,然后移动纵、横工作台,
使成形键槽插刀两侧刀尖与工件孔壁同时接触(如图2
所示)。如果成形键槽插刀两侧刀尖同时切削工件厚度相
同,则说明成形键槽插刀两侧刀尖对称于工件中心线。
(2)对于对称度要求较高的键槽的插削加工,可用
百分表来找正“工件中心”。
①安装校正三爪自定心卡盘与机床圆转盘同心,安
装校正插刀刀杆和成形键槽插刀。
图l 划线找正工件中心 图2两点找正工件中心
②百分表表座吸在机床圆转盘上,并使百分表触头
与成形键槽插刀侧面刀尖A点接触(如图3所示)。转
动横向工作台手动进给手柄,使百分表触头沿成形键槽
插刀侧面刀尖前后移动,并记录百分表最大数值(即A
点百分表读数)。
③将机床圆转盘转动180。(利用分度盘分度),并
使百分表触头与成形键槽插刀侧面刀尖B点接触(如图
4所示),重复上一步操作。如果此时B点百分表读数
与A点百分表读数相同,则证明此时成形键槽插刀两侧
刀尖对称于机床圆转盘中心线(纵向);否则还需转动
工作台手动进给手柄(纵、横及圆转盘手动进给手柄)
重复前面动作,直至B点读数与A点读数相同。
形键槽
刀
图3找正插刀一侧刀尖
距圆工作台中心的距离
3.结语
形键槽
刀
图4找正插刀另外一侧刀尖
距圆工作台中心的距离
(1)利用百分表来找正工件中心可以获得较高的形
位精度,对称度一般能控制在0.Olmm之内。
(2)利用“两点对中”找正工件中心方法较“划线
缸板l一‘:冷加工 z笙塑塑囵
■w咿.,,茸d■叔.corn.o'l
维普资讯 http://www.cqvip.com
》 。参≮ t i螂孽 黼臻囊鹱警藏帮; ≥警墨 泉 ≈£ 寓 麓糍 盍务 龟降 #j 毒 ‘_ :. 冀 一 葛. 吝 氆零
偏重液压缸体的工艺改进
青海重型机床有限责任公司 (大通810100) 白连杰张剑
弧形卡爪结构是铁路车轮车床的轮对夹紧装置。由
于卡爪体(见附图)的台阶孔较深,在长期加工过程中 各孔的同轴度不能保证,影响了夹紧装置的功能及效 率。为改变这种状况,决定对其加工方法进行改进,提 高加工精度。 1.工艺分析与实施措施 (1)工艺分析总结原有加工工艺发现,原工艺中 采用先镗1,100H7孔至要求,后配重磨 ̄100H8、  ̄120H8、/,125H7各孔至要求,加工后经检测同轴度在 0.05mm以上,不符合设计结构以上四个台阶孔的同轴 度0.015mm的要求。经过分析及在现场反复验证,得 出以下结论:由于离心力的作用,使偏重的工件在高速 旋转条件下,工件轴线发生偏离,造成后磨出孔与先镗 出孔同轴度超差。因此只有改进机械加工工艺才能保证 工件的加工精度。 (2)实施措施根据装配功能分配加工精度,工艺要 求,I100HB、,I120HB孔与日基准达到同轴度0.010mm, ,I100}f7与日基准保证同轴度在0.015mm之内。 根据分析工艺采用先磨后镗,控制同轴度0.015mm 要求。实施过程中,首先磨280mm尺寸的上平面 面, 要求与A基准面垂直度为0.005mm、表面粗糙度值R =0.4p-m;再磨曰基准面,要求与A、 基准面垂直度 为0.005mm,表面粗糙度值R =0.4p.m,以提高工艺 基准的准确性。然后在万能磨工序中按B、L基准面拉 表找正0.005mm,磨/,125H7、 ̄,120H8至 ̄125H6、 对中”找正工件中心方法简单(找正之前无需划线), 所加工出的键槽对称度一般能控制在0.03mm之内(转 动手动进给手柄对刀时,刻度盘每一小格为0.05mm)。 且操作简单,容易掌握,效率高,能满足一般图样的要 求。因此,笔者在日常教学和实际加工中均极力推荐采 用此方法。蠕 (收稿日期:20061215) 囵 z堡 缸板l一‘:冷加工 坩● .r ̄ac0n/st.a .cn  ̄120H6,磨,I100H8至 ̄,100H6,表面粗糙度值R = 0.4p-m。经三坐标检测 ̄100H8孔与 ̄'120H8、/,125H7
孔同轴度为0.010mm。再次在镗工序中将零件置于工作
台等高垫铁上,在/'125H7、/'120H7与 ̄100H8孔内穿
检套、检棒,拉表找正检棒侧线0.005mm/300mm,上
线0.005mm/300mm,镗,I100H7孔至要求。
2.改进后的结果
加工后经三坐标检测,,I100H7、 ̄100H8、
/,120H7、/,125H8孔同轴度均在0.015mm以内,符合
设计结构精度要求。在偏重液压缸体的加工过程中,我
们通过工艺改进,正确安排了加工工序,生产出了合格
的零件,满足了机床的生产需要。
卡爪体结构示意图
蠕 (收稿日期:20061018)
维普资讯 http://www.cqvip.com