SYNTEC新代连接说明书(硬件)
- 格式:pdf
- 大小:232.16 KB
- 文档页数:1


序号指令功能名称指令格式定義1G00直线快速定位G90 G00 X_Y_Z_(G90 絶對、G91 增量) X Y Z: 指定點座標。2G01直线補间、切削进给G90 G01 X_Y_Z_X Y Z: 指定點座標。F:进给率。3G02圆弧-顺时针切削4G03圆弧-逆时针切削5G026G037G04暂停G04 P--暂停时间可为X或P,【X以秒为单位、P以秒为单位但不接受小数点】8G05.1路径平滑模式G5.1,Q1 Q2 Q0取消有Q1 Q2两种模式,E为平滑路径最大误差(公制mm 英制inch)9G06.2NURBS 曲线補间G06.2 P_K_X_Y_Z_R_F_P曲線指数K曲線节点值XYZ控制点座標R曲線懽重值F曲線最大进给率10G0911G6112G10可程式资料输入G10 L_ P_ R_P刀具补正号码 R刀具补正值(刀具长或刀具直径资料)13G12.1启动 極坐标補间14G13.1取消 極坐标補间15G15G17 G90 G16 (X Y)X極坐标半径值,Y極坐标角度。(配合鑽孔循環使用)16G16G15 取消17G17X-YG17 设定 X-Y 工作平面18G18Z-XG18 设定 Z-X 工作平面19G19Y-ZG19 设定 Y-Z 工作平面20G28参考點復歸G90 G28 X_Y_Z_X Y Z 中间点座標。(G90絶對、G91增量座標)21G29从参考點復歸G29 X_ Y_Z_X Y Z 中间点座標。(G90絶對、G91增量座標)22G30任意参考點回歸G30 Pn X_Y_Z_Pn指定参考點(P1機械原点、P2第二参考點)X Y Z 中间点座標。23G31跳跃機能G31G91 X_Y_Z_F_Q_X Y Z指定點、F进给量,Q可填101~134,指定跳脱信号C BIT24G33螺牙切削G33 Z_ F_G90絶對、表示终点Z轴只座標,G91表示螺纹之轴向长度,F为螺纹导程25G40刀具半径補正取消26G41刀具半径補正偏右27G42刀具半径補正偏左28G43刀具长度補正、沿正G43 Z_ H_(H为刀号)29G44刀具长度補正、沿负G43 Z_ H_(H为刀号)30G49刀具长度補正、取消G4931G5032G5133G50.1取消34G51.1X_Y_Z_35G52局部座標设定X_Y_Z_X Y Z 设定座標系统。36G53機械座標定位X_Y_Z_X Y Z:移动至指定的機械座標系【X、Y、Z】位置。37G54-G59.9工作座標系统设定X_Y_Z_X Y Z:移动到设定的工作座標系统的指定位置。38G61确實停止检测模式//确實停止检测模式 (只有含有G09指令单节才有效)39G62曲面切削模式//曲面切削模式 (直到设定G61,G63,G64才会失效)40G63攻牙模式//攻牙模式 (直到设定G61,G62,G64才会失效)41G64曲面切削模式//曲面切削模式 (直到设定G61,G62,G63才会失效)42G65单一巨集程式呼叫G65 P_ L_P:程式号码,L:重复次数。43G66G66 P_L_,X_Y_44G67取消45G68座標旋转46G69取消座標旋转47G70英制单位/inchX Y Z旋转中心絶對座標,R旋转角度。(首先指定工作平面G17,G18,G19)。(G17G18G19)G68X_Y_Z_ - R_【G17 G18 G19工作平面设定】【I_J_K圆弧启动到圆心的向量值】X Y Z 终点座標,R 圆弧半径,F 进给率。前面同上↑ , L 为螺旋圈数。X Y Z 指定转角位置座標。G41:刀具半径補正偏左,G42:刀具半径補正偏右,G40:刀具半径補正取消, X Y各轴向终点座標,D刀具半径補正值所设定之補正代号。G43:沿正向補正、G44:沿负向補正、G49:補正取消,Z:Z轴终点座標、H:刀具号码。X Y Z:比例中心座標及指定比例缩放之轴;I J K:比例缩放值(使用於各轴比例值不同);P:比例缩放值(各轴缩放值相同时)。G50.1:指定镜像无效,X Y Z 镜像点(轴)座標。P:程式号码,L:重复次数,X Y的值代入执行(的下一节执行后就开始呼叫。模式巨集程式英制、公制单位设定G17G18G19·G02G03X_Y_Z_R_F_{I.J.K}G17G18G19·G02G03X_Y_Z_I_J_K_L_G09 X_Y_Z_G41 G42 X_Y_Z_ (D刀具半径补正值所设定代号X_Y_Z_,I J K -P_SYNTEC-新代数控系统-900ME 指令码使用说明螺旋補间、圆锥補间确實停止检测極坐标命令工作平面设定比例功能镜像機能切削模式设定48G71公制单位/mm49G73高速啄式鑽孔循環X_Y_Z_R_Q_F_K_50G74左手攻牙循環X_Y_Z_R_P_Q_F_K_51G76精细镗孔循環X_Y_Z_R_Q_P_F_K_含义同(G73,G74),其中Q为刀具在洞底的位移量。52G80取消 鑽孔循環53G81鑽孔循環X_Y_Z_R_F_K_X Y:洞孔的座標资料;【Z:G91由洞底到Z点的距离(具方向性)、G90 Z點程式座標位置】【R:G91初始点到R点的距离(具方向性)、G90 R點程式座標位置】,F:进给率,K:重复次数。54G82孔底暂停鑽孔循環X_Y_Z_R_P_F_K_含义同G81,其中P为在洞底暂停时间。55G83啄式鑽孔循環X_Y_Z_R_Q_F_K_含义同G81,其中Q为每次进给深度。56G84攻牙循環X_Y_Z_R_P_Q_F_K_含义同G81,其中;P:为在洞底暂停时间,Q:为每次进给深度57G85鑽孔循環(鉸孔)(X_Y_Z_R_F_K_)含义同G8158G86高速鑽孔循環(镗孔)X_Y_Z_R_F_K_含义同G8159G87背面精细镗孔循環X_Y_Z_R_Q_P_F_K_含义同G81,其中;P:暂停时间,Q:刀具位移量60G88半自动精细镗孔循環X_Y_Z_R_P_F_K_含义同G81,其中P为在洞底暂停时间。61G89孔底暂停镗孔循環X_Y_Z_R_P_F_K_含义同G81,其中P为在洞底暂停时间。62G90絶對63G91增量64G92絶對零点座標系统设定X_Y_Z_X Y Z:设定基本座標系统(G92)在程式座標系统的位置65G92.1絶對零点座標系统预设G90 G00 X_Y_機械座標位置,程式座標位置。66G93反时间进给G01 02 03 F_G01指令时F为单节长度,G02、G03指令时F为单节半径。67G94每分进给 F_68G95每转进给 F_69G96G96 S_ M0370G97G97 S_ M0371G134圆周孔循環X_Y_I_J_K_X Y:圆周孔的中心位置,受G90/G91的影响。I:圆周的半径r,单位以输入设定(G70、G71)为准,正数表示。J:最初鑽孔點的角度。K:为鑽孔个数。72G135角度直线孔循環X_Y_I_J_K_含义同G134;其中J:为于水平方向的夹角。73G136圆弧孔循環X_Y_I_J_P_K_含义同G134;其中J:最初鑽孔點的角度。P:角度间隔,反时针反方向为正。74G137.1棋盘孔循環X_Y_I_P_J_K_含义同G134;其中P:X轴方向的间隔。J:Y轴方向的间隔。757677M00程式暂停JOG 手动寸的模式78M01选择性程式暂停MPG 寸的模式79M02程式终了MDI 录入执行模式80M03主轴起动 (顺时针)MPG 模拟功能81M04主轴起动 (逆时针)DEL 用于程式编辑时,清除字语。 【清除键】82M05主轴停止INS 用于程式编辑时,插入字语。 【插入键】83M06刀具交换T_ M6SHIFT 用来按出按键的另一个含义。 【上档键】84M08冷却液开启SPACE 空格键,表该位置为空格。 【空格】85M09冷却液关闭BACK/SPACE 退格删除键;当使用者输入错误资料时,修改用86M19RESET 用于重新程式设定。 【复位键】87M30程式结束、回复到起点ENTER 用于位址键或数字键之输入。 【输入确认键】88M98呼叫副程式HELP 按下此键,即可得到即时的線上指引。 【帮助】89M99副程式返回值程式 / 于编辑程式时需區段跳越之區段。 【跳段字符】90﹔ 用于编辑程式时,按下此键表输入程式區段终结。【段终结】91· 用于需要小数点隔開之数值。 【小数点】92 ※ SYNTEC 900M Gcode采用国际通用 RS274D 规格,舆 FANUC 0M 唯一差役是 G70、G71 (公、英制) 相对 (G20、G21)X Y:洞孔的座標资料,Z:G91由洞底到Z点的距离、G90 Z點程式座標位置,R:G91初始点到R点的距离、G90 R點程式座標位置,P:在洞底的停留时间,Q:每次进给深度,F:进给率,K:重复次数。
.
.
新代CNC网络设置步骤
一、网络线制作方法
二、网络布线
三、控制器设置步骤(CNC_9.167版本以上)
四、电脑设置步骤( Windows 95/98设置)
五、电脑设置步骤( Windows 2000设置)
六、 CNC网络软体设定(适用CNC系統7.0(含)版以上)
七、网络疑难问题解决方法
一、网络线制作方法
网络线通常分为直通线与对等线两种
直通线:用来与集线器或者交换机连接,达到多台电脑的资源共享对等线:单独的电脑与控制器连接以实现网络连接
直通线两头的图示说明: .
. 发送端 接收端
对等线两头的图示说明: 橙白橙綠白藍藍白綠棕白棕UTP線RJ45接頭綠白綠橙白藍藍白橙棕白棕UTP線RJ45接頭.
. 发送端 接收 端
注:1.请检查网络线两头的8根线颜色是否和接线图示完全相同,如果颜色不一致会造成网络无法连接。
2.请检查网络线水晶头的8个小铜片是否全部压到低部,如果压不到低部,会造成网络线无法导通。
3.请检查水晶头接的底端,看是否8根铜线都插在低端,如果参差不齐,有可能会引起网络线无法导通。
4.如果有网络测试仪直接检查网络线效果会更好。
橙白橙綠白藍藍白綠棕白棕UTP線RJ45接頭綠白綠橙白藍藍白橙棕白棕UTP線RJ45接頭.
. 二、网络布线
1. 如果控制器与电脑相连是经过集线器或者交换机,那么网络线则选用两根直通线,一根线是电脑与集线器或者交换机相连,另外一根线是控制器中的主机板网卡与集线器或者交换机相连接
2. 如果控制器直接与电脑相连接,那么直接选用对等线相连接起来就可以了。
注:1. 固定网络线时切记勿压,钉子勿直接穿入网络线,这样会使网络有可能开成短路。
2.网络线尽量离开一些干扰性比较大的地方。
三、控制器设置步骤(CNC_9.167版本以上)
SYNTEC CNC
维护手册
by:新代科技
Ver:1.3
date:1999/12/01 SYNTEC CNC 維護手冊
2 目 录
1. 硬件系统架构 3
1.1系统架构说明 错误!未定义书签。
1.2 系统诊断步骤 错误!未定义书签。
2. 主机板卡故障检修 6
2.1控制器主机板故障诊断步骤 错误!未定义书签。
2.2 无法开机可能原因 错误!未定义书签。
2.3 CPU 卡内存故障检修 错误!未定义书签。
2.4 主机板常见的异常现象与更换步骤 错误!未定义书签。
3. IO 系统说明 11
3.1 I/O 故障诊断步骤 错误!未定义书签。
3.2 I/O 故障分析与排除 错误!未定义书签。
4.伺服系统故障维修 14
4.1伺服系统诊断步骤 错误!未定义书签。
4.2 伺服系统硬件故障 错误!未定义书签。
4.3 与精度有关的伺服警报 错误!未定义书签。
5. 面板模块说明 18
5.1面板模块维修步骤 错误!未定义书签。
5.2 面板模块故障分析与排除 错误!未定义书签。
5.3 网版更换步骤 错误!未定义书签。
6. 软件更新 22
6.1 CNC 客户资料备份 错误!未定义书签。
6.2 系统软件安装步骤 错误!未定义书签。
6.3 DOS 底下 ,重新安装系统软件 错误!未定义书签。
6.4 CNC 客户资料安装 错误!未定义书签。
四轴卡(SERVO4,SERVO4B)改新轴卡(SERVO4E) : 错误!未定义书签。 SYNTEC CNC 維護手冊
3
1. 硬件系统架构
1.1系统架构说明
系统架构组成如图(一)所示 共可分为如下模块 :
一. 面板模块 :
900型 : 第一面板 + 第二面板
940型 : 整合型第一面板(融合第一,第二面板)
二. CNC 控制器
BABY 系列 :
BABY1 : 1476IPC + SERVO4 + PIO3*1
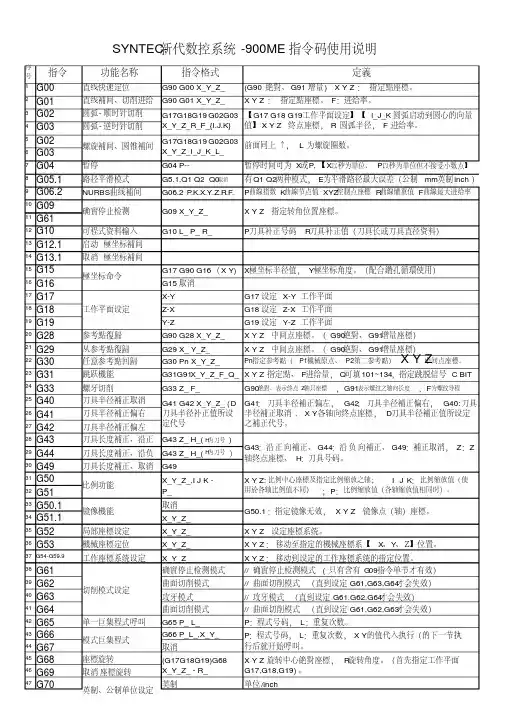
序号指令功能名称指令格式定義1G00直线快速定位G90 G00 X_Y_Z_(G90 絶對、G91 增量) X Y Z: 指定點座標。2G01直线補间、切削进给G90 G01 X_Y_Z_X Y Z:指定點座標。F:进给率。3G02圆弧-顺时针切削4G03圆弧-逆时针切削5G026G037G04暂停G04 P--暂停时间可为X或P,【X以秒为单位、P以秒为单位但不接受小数点】8G05.1路径平滑模式G5.1,Q1 Q2 Q0取消有Q1 Q2两种模式,E为平滑路径最大误差(公制mm 英制inch)9G06.2NURBS 曲线補间G06.2P_K_X_Y_Z_R_F_P曲線指数K曲線节点值XYZ控制点座標R曲線懽重值F曲線最大进给率10G0911G6112G10可程式资料输入G10 L_ P_ R_P刀具补正号码 R刀具补正值(刀具长或刀具直径资料)13G12.1启动 極坐标補间14G13.1取消 極坐标補间15G15G17 G90 G16 (X Y)X極坐标半径值,Y極坐标角度。(配合鑽孔循環使用)16G16G15 取消17G17X-YG17 设定 X-Y 工作平面18G18Z-XG18 设定 Z-X 工作平面19G19Y-ZG19 设定 Y-Z 工作平面20G28参考點復歸G90 G28 X_Y_Z_X Y Z 中间点座標。(G90絶對、G91增量座標)21G29从参考點復歸G29 X_ Y_Z_X Y Z 中间点座標。(G90絶對、G91增量座標)22G30任意参考點回歸G30 Pn X_Y_Z_Pn指定参考點(P1機械原点、P2第二参考點)X Y Z 中间点座標。23G31跳跃機能G31G91X_Y_Z_F_Q_X Y Z指定點、F进给量,Q可填101~134,指定跳脱信号C BIT24G33螺牙切削G33 Z_ F_G90絶對、表示终点Z轴只座標,G91表示螺纹之轴向长度,F为螺纹导程25G40刀具半径補正取消26G41刀具半径補正偏右27G42刀具半径補正偏左28G43刀具长度補正、沿正G43 Z_ H_(H为刀号)29G44刀具长度補正、沿负G43 Z_ H_(H为刀号)30G49刀具长度補正、取消G4931G5032G5133G50.1取消34G51.1X_Y_Z_35G52局部座標设定X_Y_Z_X Y Z 设定座標系统。36G53機械座標定位X_Y_Z_X Y Z:移动至指定的機械座標系【X、Y、Z】位置。37G54-G59.9工作座標系统设定X_Y_Z_X Y Z:移动到设定的工作座標系统的指定位置。38G61确實停止检测模式//确實停止检测模式 (只有含有G09指令单节才有效)39G62曲面切削模式//曲面切削模式 (直到设定G61,G63,G64才会失效)40G63攻牙模式//攻牙模式 (直到设定G61,G62,G64才会失效)41G64曲面切削模式//曲面切削模式 (直到设定G61,G62,G63才会失效)42G65单一巨集程式呼叫G65 P_ L_P:程式号码,L:重复次数。43G66G66 P_L_,X_Y_44G67取消45G68座標旋转46G69取消座標旋转47G70英制单位/inchX Y Z旋转中心絶對座標,R旋转角度。(首先指定工作平面G17,G18,G19)。(G17G18G19)G68X_Y_Z_ - R_【G17 G18 G19工作平面设定】【I_J_K圆弧启动到圆心的向量值】X Y Z 终点座標,R 圆弧半径,F进给率。前面同上↑ ,L为螺旋圈数。X Y Z 指定转角位置座標。