注塑件水口设计
- 格式:xls
- 大小:1.54 MB
- 文档页数:1
水口设计diameter_of_runner流道直径1film_gate薄片式水口2pin_gate针式水口3round_edge_gate圓邊水口4subsurface_gate潛入式水口5winkle_gate海螺式水口6rectangular_gate矩形水口7ring_gate環形水口8fan_gate扇形水口9overlap_gate重疊式水口10tab_gate標簽形水口11diaphragm_gate隔板式水口12
水口设计diameter_of_runner流道直径1film_gate薄片式水口2pin_gate针式水口3round_edge_gate圓邊水口4subsurface_gate潛入式水口5winkle_gate海螺式水口6rectangular_gate矩形水口7ring_gate環形水口8fan_gate扇形水口9overlap_gate重疊式水口10tab_gate標簽形水口11diaphragm_gate隔板式水口12

水口胶丝是注塑生产中的常见问题,是一根胶丝。胶丝是一种严重的注塑缺陷,轻则影响产品质量,重则压坏模具,所以注塑生产都会视胶丝为大敌。
下面我们就讨论下胶丝相关情况。
一、 分类:
胶丝一般情况下分为2种 ,注塑机喷嘴处的胶丝;热流道口的胶丝。
二、 形成原理:
所有胶丝都是熔融态的塑料与类固态(高弹态)的塑料接触处,熔融态塑料被拉出成丝的结果。
这种拉丝的效果在塑料其他加工领域被变废为宝,变弊为利而发扬光大,比如纺丝工艺,就是纺丝(拉丝)出来的,只不过我们的拉丝不稳定不能持续。
而喷嘴处合热流道口处恰是熔融态的塑料与类固态(高弹态)的塑料接触处,所以拉丝就在这里产生。
三、 影响:
拉出的胶丝或者粘在产品表面形成废品,或者粘在模具分型面上压坏模具,后果很严重。
四、 原因及预防。
1、材料本身问题,正常加工温度范围内黏度过低,容易产生拉丝。这种情况的预防措施有3个:
在模具上下功夫,采用针阀模具。
在生产工艺上下功夫,采用生产中座台退的工艺。
在机器喷嘴上下功夫,采用自锁喷嘴。
2、加工温度高导致的黏度过低。这种情况适用大多数材料,特别是温敏性材料。如PC等。这种情况的预防措施主要有2个:
降低喷嘴或热流道处的温度。一般降低10-20度即可。
启用螺杆松退的功能或增加松推的距离。这个距离一般在5-10mm即可。
3、参数设置不良,背压过大。减小背压。

注塑件超声波切水口原理
超声波切水口是注塑件生产中常用的一种切割技术,它利用超声波的能量来切割塑料材料,实现精准、高效的切水口操作。本文将介绍注塑件超声波切水口的原理和工作过程。
一、原理
注塑件超声波切水口是利用超声波的振动能量来切割塑料材料。超声波是指频率超过20kHz的声波,它具有高频、高能量的特点。在注塑件生产过程中,通常使用频率为20kHz至40kHz的超声波。
超声波切水口的原理是通过将超声波振动能量传导到切割刀具上,使刀具快速振动,从而实现对塑料材料的切割。切割刀具通常由钢制成,其形状和尺寸可以根据注塑件的需求进行设计和定制。
二、工作过程
当超声波切水口开始工作时,先将刀具与注塑件的切割位置接触,然后通过超声波的振动能量将刀具快速振动起来。刀具的振动频率通常在20kHz至40kHz之间,可以根据注塑件的材料和厚度进行调整。
当刀具振动时,其产生的振动能量会传导到注塑件的切割位置,使塑料材料产生高频振动。这种振动能量可以瞬间将塑料材料切割开来,形成一个整齐的切口。由于超声波的高频特性,切割过程非常快速,可以达到每秒数百次的切割频率。
超声波切水口的工作过程中,需要注意控制刀具的振动幅度和频率,以确保切割效果的准确性和稳定性。同时,还需要根据注塑件的材料和厚度进行参数的调整,以获得最佳的切割效果。
三、优势和应用
注塑件超声波切水口相比传统的切割方法具有许多优势。首先,超声波切割可以实现非接触式切割,避免了传统切割过程中可能产生的摩擦和热量,从而减少了塑料材料的变形和损伤。其次,超声波切割速度快、效率高,可以满足大批量注塑件的生产需求。此外,超声波切割还可以实现对复杂形状的注塑件进行精细切割,提高产品的质量和精度。
注塑件超声波切水口广泛应用于各个领域的注塑件生产中。它可以用于切割塑料零件的水口、孔洞、边缘等位置,实现精细加工和整理。同时,超声波切割还可以用于切割塑料薄膜、塑料管材等特殊形状的注塑件,提高产品的加工效率和质量。
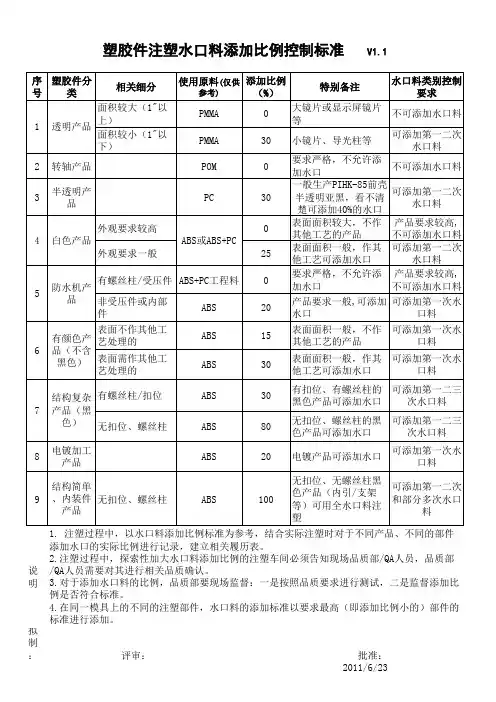
序号塑胶件分类相关细分使用原料(仅供参考)添加比例(%)特别备注水口料类别控制要求面积较大(1"以上)PMMA0大镜片或显示屏镜片等不可添加水口料面积较小(1"以下)PMMA30小镜片、导光柱等可添加第一二次水口料2转轴产品POM0要求严格,不允许添加水口不可添加水口料3半透明产品PC30一般生产PIHK-85前壳半透明亚黑,看不清楚可添加40%的水口可添加第一二次水口料外观要求较高0表面面积较大,不作其他工艺的产品产品要求较高,不可添加水口料外观要求一般25表面面积一般,作其他工艺可添加水口可添加第一二次水口料有螺丝柱/受压件ABS+PC工程料0要求严格,不允许添加水口产品要求较高,不可添加水口料非受压件或内部件ABS20产品要求一般,可添加水口可添加第一次水口料表面不作其他工艺处理的ABS15表面面积一般,不作其他工艺的产品可添加第一次水口料表面需作其他工艺处理的ABS30表面面积一般,作其他工艺可添加水口可添加第一次水口料有螺丝柱/扣位ABS30有扣位、有螺丝柱的黑色产品可添加水口可添加第一二三次水口料无扣位、螺丝柱ABS80无扣位、螺丝柱的黑色产品可添加水口可添加第一二三次水口料8电镀加工产品ABS20电镀产品可添加水口可添加第一次水口料9无扣位、螺丝柱ABS100无扣位、无螺丝柱黑色产品(内引/支架等)可用全水口料注塑可添加第一二次和部分多次水口料说明拟制:评审:批准:2011/6/23塑胶件注塑水口料添加比例控制标准 V1.1
1. 注塑过程中,以水口料添加比例标准为参考,结合实际注塑时对于不同产品、不同的部件添加水口的实际比例进行记录,建立相关履历表。2.注塑过程中,探索性加大水口料添加比例的注塑车间必须告知现场品质部/QA人员,品质部/QA人员需要对其进行相关品质确认。3.对于添加水口料的比例,品质部要现场监督:一是按照品质要求进行测试,二是监督添加比例是否符合标准。4.在同一模具上的不同的注塑部件,水口料的添加标准以要求最高(即添加比例小的)部件的标准进行添加。6有颜色产品(不含黑色)7结构复杂产品(黑色)结构简单、内装件产品ABS或ABS+PC透明产品14白色产品5防水机产品

當調機变得困難的時候,尝试在模具上做工夫是解決注塑难題的一個明智选择。更改入水口位置、更改流道尺寸、調整各型腔充型速度等等都是一些經常使用的手段,改大入水口和流道尺寸則是最為常用的手段之一。
改大入水口和流道尺寸通常有以下好处:
一. 可帮助减轻或消除縮水和縮孔问题,因為型腔所获得的壓力和時間都增大了。
二. 加大入水口,可以降低射膠速度充型,有利於可以解決气紋或射紋問題。水口太小太薄都是造成氣紋、射紋和蛇形紋的主要原因。
三. 當入水口加到足夠大時,射膠速度可以調得更慢,厚大注塑件的入水口牛屎紋問題因此會得到很好地解決。
四. 由於充型变得容易,因而有助於解決充型困難的問題。同時射膠壓力還可以調得低些,對防止粘模、批鋒和斷針都會有好處。
五. 可以使熔膠充型平穩,便於解決注塑件的夾水紋問題。
六. 可將各型腔的入水速度調至均衡或不均衡,以解決各型腔充型不平衡或各自不同的問題。
通常情況下,一般都是先加大入水口尺寸,必要時再加大流道尺寸。需要注意的是,入水口尺寸過大,硬膠件的入水口會變脆,影響注塑件的抗擊沖擊性能。