注塑模具结构及设计2(三板模)
- 格式:ppt
- 大小:3.26 MB
- 文档页数:46

三板模(拉带模具)结构与设计,搞懂这些真不难来源:掌⼯知随着电⼦产品智能化与⼩型化发展, 产品精密度越来越⾼, 三板模I/M⼯艺运⽤越来越普遍, ⽽传统的⼿⼯植⼊或ROBOT辅助植⼊效率不⾼, 拉带式I/M⼯艺越来越受欢迎, 本⽂主要对拉带式三板模(简称拉带模具)结构与设计规格做概述说明。
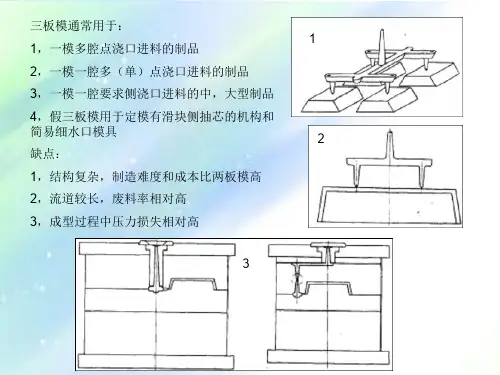
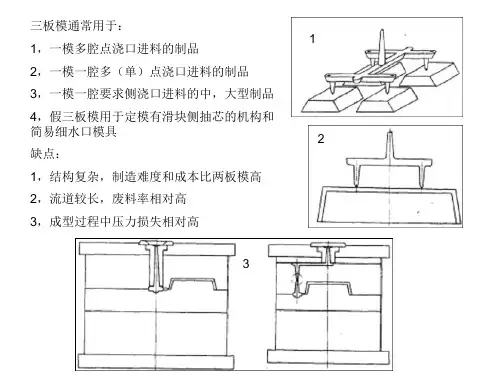
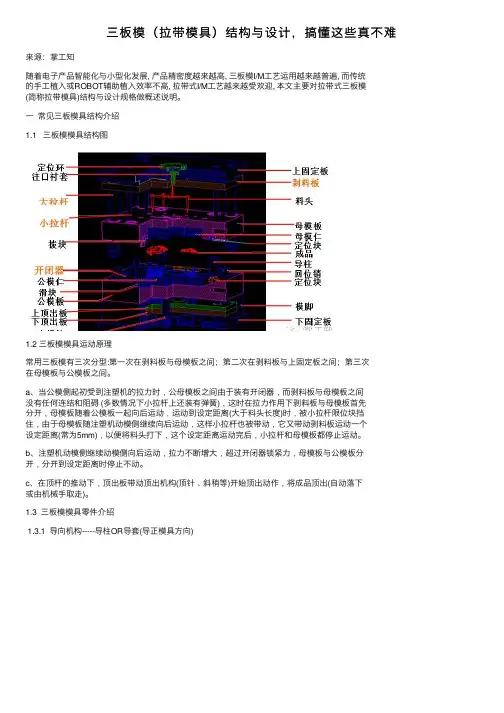
⼀常见三板模具结构介绍1.1 三板模模具结构图1.2 三板模模具运动原理常⽤三板模有三次分型:第⼀次在剥料板与母模板之间;第⼆次在剥料板与上固定板之间;第三次在母模板与公模板之间。
a、当公模侧起初受到注塑机的拉⼒时﹐公母模板之间由于装有开闭器﹐⽽剥料板与母模板之间没有任何连结和阻碍 (多数情况下⼩拉杆上还装有弹簧)﹐这时在拉⼒作⽤下剥料板与母模板⾸先分开﹐母模板随着公模板⼀起向后运动﹐运动到设定距离(⼤于料头长度)时﹐被⼩拉杆限位块挡住﹐由于母模板随注塑机动模侧继续向后运动﹐这样⼩拉杆也被带动﹐它⼜带动剥料板运动⼀个设定距离(常为5mm)﹐以便将料头打下﹐这个设定距离运动完后﹐⼩拉杆和母模板都停⽌运动。
b、注塑机动模侧继续动模侧向后运动﹐拉⼒不断增⼤﹐超过开闭器锁紧⼒﹐母模板与公模板分开﹐分开到设定距离时停⽌不动。
c、在顶杆的推动下﹐顶出板带动顶出机构(顶针﹑斜稍等)开始顶出动作﹐将成品顶出(⾃动落下或由机械⼿取⾛)。
1.3 三板模模具零件介绍1.3.1 导向机构-----导柱OR导套(导正模具⽅向)1.3.2 定位机构-----定位块OR定位柱(精确定位模具相对位置)1.3.3 注塑引流系统-----引料接头(将熔融塑料从机台导流⾄模腔)材质⼀般使⽤硬度较⾼的SKD61或HRC51~531.3.4 开闭器系统-----塑性开闭器&刚性开闭器&磁性开闭器(依顺序延迟开模)1.3.5 定距拉杆系统-----定距拉杆及拉板(限制开模距离)⼆拉带模具导⼊条件2.1 拉带I/M模具端⼦基本要求2.1.1 料带端⼦间Pitch应使产品之间有⾜够空间(a >1.5),以保证模仁强度(如图)2.1.2 料带Pitch孔设计可符合现有模座及拉带机构设计标准 (如图)A:料带Pitch孔Φ1.30 +/-0.02﹔ B:Pitch距 a=5.00﹔ C:料带宽度 c >3.502.1.2 料带端⼦有梳⼦&封胶位的位置 (如图)A:端⼦封胶尺⼨宽度保证+/-0.02公差管控﹔B:模具有梳⼦的位置﹐端⼦位置度0.062.2 拉带I/M产品的基本要求A.产品⾁厚,不⼩于0.25B.封胶占位符0.40。
第9章UG注塑模设计实例——典型三板模在注塑模设计中,三板模是常见的一种结构,其设计和制造相对比较复杂。
本章将通过一个实例,介绍三板模的设计流程和注意事项。
一、产品要求本实例中,我们以一个塑料盒子为例进行注塑模设计。
盒子的尺寸为100mm × 100mm × 50mm,材料为聚丙烯。
盒子的设计要求如下:1.盒子的四个侧面需要有亮面处理,底面为普通面。
2.盒子的四个侧面和底面需要有纹理处理。
3.盒子的顶部需要有开槽处理。
4.盒子需要有搭扣进行封闭。
二、模具设计流程1.确定模具的结构:三板模的结构由模架、模板、活动模板和模芯、模腔等组成。
根据盒子的要求,我们可以确定采用三板模的结构。
2. 设计模具构件:根据盒子的尺寸进行设计模具的构件,包括模腔、模芯、顶针等。
模腔和模芯的尺寸一般要比产品的尺寸大0.1-0.3mm,以便产品容易脱模。
3.设计模具的流道:根据产品的尺寸和材料的流动特性,设计合适的模具流道。
流道的设计要充分考虑材料的流动速度和温度,以避免产生短射和烧结等缺陷。
4.设计模具的冷却系统:冷却系统的设计对模具的寿命和产品质量有着重要的影响。
在设计模具的冷却系统时,要尽可能将冷却水排布均匀,以提高冷却效果。
5.设计模具的顶出装置:根据产品的需求,设计合适的顶出装置。
在设计顶出装置时,要考虑产品的尺寸和材料的特性,以确保产品的成品率。
6.模具的装配和调试:根据设计图纸进行模具的装配和调试。
在调试过程中,要注意模具的开合性能和脱模性能,以确保模具的正常运行。
三、注意事项1.三板模设计中,模板的尺寸要比产品的尺寸大一定的空隙,以保证产品的成品尺寸。
2.模板的亮面处理和纹理处理需要在模具的组装和调试过程中完成。
3.流道的设计要尽可能简单和直接,以减少材料的回流和温度的损失。
4.冷却系统的设计要充分考虑到材料的流动路径和尺寸,以提高冷却效率。
5.模具的顶出装置设计要合理,以确保产品的成品率。

模具基本結構簡介之三板模1. 介绍在模具制造中,使用三板模是非常常见的一种模具形式。
三板模是由上模板、下模板和侧模板组成的,其中上模板和下模板通常用于形成模具内部的空腔,而侧模板则用于固定和定位上下模板。
本文将详细介绍三板模的基本结构和工作原理。
2. 上模板上模板是三板模中的一个关键部分,其主要作用是形成模具内部的空腔。
上模板通常由高强度的金属材料制成,如钢材。
在制造上模板时,通常需要经历下列工序:•材料选择:选择适合的金属材料,常用的有P20、H13等;•加工:根据设计要求,进行铣削、镟削、磨削等加工工艺;•加工表面:通过研磨等方法使上模板表面光滑度更高;•热处理:采用淬火、回火等热处理工艺提高材料的硬度和强度;•组装:将上模板与其他模具部件组装在一起。
上模板的设计需要考虑产品形状、尺寸和生产工艺等因素,以满足模具的使用要求。
3. 下模板下模板是三板模中另一个重要组成部分,其主要作用是提供模具内部空腔的下半部分。
下模板与上模板紧密配合,共同形成模具的工作空间。
下模板通常也是由高强度金属材料制成,制造工艺与上模板类似。
下模板与上模板、侧模板和模具座等部件一起组成了一个完整的模具系统。
下模板的设计需要考虑模具的定位槽、导柱、导套等结构,以确保模具的定位精度和稳定性。
侧模板是三板模中的一个重要组成部分,其主要作用是固定和定位上模板和下模板。
侧模板通常由金属材料制成,具有较高的刚性和稳定性。
在制造侧模板时,需要考虑到以下方面:•加工精度:侧模板的加工精度需要保证模具的定位精度,以便正确装配上下模板;•耐磨性:侧模板需要具备一定的耐磨性,以应对模具长时间使用时的摩擦和磨损;•安装便捷性:侧模板的安装需要方便快捷,以提高模具的装配效率。
侧模板与上模板和下模板之间通常通过螺栓、导柱等连接方式进行固定。
使用三板模进行模具工作时,需要按照以下步骤进行:1.安装侧模板:先将侧模板固定在适当的位置,确保与上模板和下模板的配合精度。

三板模工作原理
三板模是一种常用于塑料注塑成型的模具,其工作原理如下:
一、注塑过程
1. 模具关闭:在注塑过程中,模具的两个板子会合并在一起,形成一个密闭的空间。
2. 注塑料进入模具:注塑机会将熔化的塑料注入模具中,填满模具的空间。
3. 塑料冷却:塑料在模具中冷却,变硬成型。
4. 模具开启:模具的两个板子分开,取出成型的产品。
二、三板模的结构
三板模由三个板子组成:动模板、固定模板和中间板。
其中,动模板和固定模板分别固定在注塑机的移动板和固定板上,中间板则位于两个模板之间。
三、三板模的工作原理
1. 模具关闭:动模板和中间板同时向固定模板移动,形成一个密闭的空间。
2. 注塑料进入模具:注塑机将熔化的塑料注入模具中,填满模具的空间。
3. 塑料冷却:塑料在模具中冷却,变硬成型。
4. 中间板移动:当塑料冷却成型后,中间板向下移动,将成型的产品从动模板上推出。
5. 模具开启:动模板和中间板同时向上移动,将固定模板上的残留塑料推出,准备进行下一次注塑。
三板模具的优点是结构简单,易于制造和维修,适用于大批量生产。
同时,三板模具的使用寿命较长,能够生产出高质量的产品。