注塑模具结构及设计-文档
- 格式:ppt
- 大小:1.55 MB
- 文档页数:39
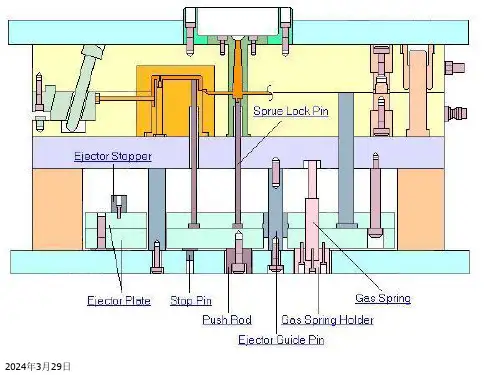
模具结构与注塑模设计(doc 11页)模具結構(塑模)功能解說﹕1.定位環﹕將模具正確的定位在射出機板上﹐同時使模具堅澆道對准射出機的噴嘴。
2.注口襯套﹕塑膠進入模具內部的通道。
3.上固定板﹕使母模部分可以固定在成型機上。
4.母模板﹕在模具的固定側。
5.母模仁﹕為便于塑件成型而鑲配于母模板內的模仁。
6.定位塊上﹕裝在母模板上﹐以利用母模板與公模板定位裝置﹐與定位塊下配合使用。
7.拔塊﹕拔動滑塊退位及強制壓迫滑面裝置。
8.壓板﹕組成滑塊槽的裝置。
9.導柱﹕公母模板導向及定位裝置。
10.滑塊﹕為處理成品之倒勾而設立的滑動裝置。
11.成品﹕母模仁與公模仁合模而產生的塑件。
12.回定銷﹕用于頂出板定位之用。
13.定位塊下﹕裝在公模板上﹐以利于母模板與公模板定位裝置﹐與定位塊上配合使用。
14.斜槽﹕使成品形成倒勾﹐易脫離。
15.模腳﹕用來控制頂針與斜銷的行程。
16.下固定板﹕使公模部分可以固定在成型機上。
17.公模仁﹕為便于塑件成型的鑲配于公模板內的模仁。
18.公模板﹕模具的可動側﹐通常設計成使產品容易頂出。
二﹑模具分類﹕1.按結松分類﹕1.1.三板模﹕由公模﹑母模及脫料板三部分組成。
1.2.兩板模﹕由公模﹑母模兩部分組成。
2.按產品系列分類(以本公司成型模具為例)﹐目前生產之模具有十大系列﹕2.1.ZIF﹕BASE﹑COVER﹑CAM.2.2.R/A SLOT1﹕COVER.SBC.Housing.2.3.R/M﹕DAUL Housing DAUL Pin FILE INE BridgeFOLDABLE BASE ARMA ARMB FASTECK AASLOCKCELERON W/PIN RETERTION MOOULE R/M PIN.2.4.SLOT1:2.5.FSS﹕STANDOFF A/B SUPPORT A/B2.6.HSS﹕BASE TOPBAR2.7. SOJ﹕2.8.BTB:1.0﹑0.8﹑0.635﹑0.62.9.CARD BUS:2.10.PCMCIA﹕三﹑模具組立﹕維修與保養1.模具組立﹕(以兩板模為例)1.1.新模組立前備齊模具組立圖﹐檢驗每件模具零件是否齊全﹐尺寸﹑外觀是否符合要求。

注塑模具分析报告1. 简介本文档为注塑模具分析报告,主要对注塑模具的设计、制造和应用进行分析和总结。
注塑模具是用于塑料制品注塑成型的工具,它的质量、设计和制造工艺对注塑产品的成型质量和生产效率有着重要的影响。
2. 注塑模具设计2.1 模具结构设计注塑模具的结构设计是模具设计的关键环节,它直接影响到注塑产品的成型质量和生产效率。
合理的模具结构设计能够降低注塑过程中的工艺难度和风险,提高生产效率。
2.2 材料选择注塑模具的材料选择是根据注塑产品的要求和模具的使用环境来确定的。
通常使用的材料有钢、铝合金等。
钢材具有高强度和耐磨性,适用于长周期生产;铝合金具有良好的导热性能,适用于短周期生产。
2.3 模具加工工艺模具加工工艺包括数控加工、线切割、电火花等。
其中,数控加工是最常用的工艺,它能够实现复杂模具零件的高精度加工。
3. 注塑模具制造3.1 模具加工流程模具加工流程包括模具加工准备、模具部件加工、模具部件装配和模具调试等。
其中,模具调试是确保模具正常运行的关键环节。
3.2 模具加工设备常用的模具加工设备有数控机床、线切割机、电火花机等。
这些设备能够满足模具加工的精度和效率要求。
3.3 质量控制模具制造过程中的质量控制主要包括材料质量检验、加工工艺控制和成品检验。
只有确保每个环节的质量,才能保证最终的模具质量。
4. 注塑模具应用4.1 注塑产品质量分析注塑产品质量受模具设计和制造的影响较大。
通过对注塑产品的缺陷分析,可以找到问题所在并优化模具设计和制造工艺,提高产品质量。
4.2 生产效率分析模具的质量和使用寿命直接影响到生产效率和成本。
通过优化模具设计和制造工艺,可以提高生产效率,降低生产成本。
4.3 模具维护和保养注塑模具在使用过程中需要进行定期的维护和保养,以延长模具的使用寿命,并保证注塑产品的质量和生产效率。
5. 总结通过对注塑模具设计、制造和应用的分析,可以得出以下结论:•注塑模具的设计和制造对注塑产品的成型质量和生产效率有着重要的影响。
注塑模具介绍及典型结构分析注塑模具是一种用于生产塑料制品的工具。
它主要由模具座、进料系统、浇注系统、冷却系统、压紧系统、脱模系统和排气系统等组成。
下面将详细介绍注塑模具的典型结构及其功能。
1.模具座:模具座是模具的基础部分,用于将模具固定在注塑机上。
它一般由模具底座和模具板组成,模具板上有模仁的凹槽。
模具座的刚度和稳定性对模具的精度和寿命有着重要影响。
2.进料系统:进料系统是将熔融塑料从注塑机的螺杆输送到模腔中的部分。
它包括喂料口、导向槽、主流道和分流道等部分。
进料系统的设计应使熔融塑料均匀地流入模腔,并且在充模过程中不发生漏料或扭曲。
3.浇注系统:浇注系统是将熔融的塑料从进料系统引导到模腔中的部分。
它由主流道、分流道、浇口和喷嘴等组成。
浇注系统的设计决定了塑料在模腔中的流动状态和充实度,影响着注塑制品的尺寸和外观质量。
4.冷却系统:冷却系统用于控制模具中塑料的冷却速率,以实现注塑制品的收缩和固化。
它包括冷却水路和冷却器等部分。
冷却系统的设计应使模具各部位的冷却均匀,并且能够快速散热,以缩短注塑周期和提高生产效率。
5.压紧系统:压紧系统用于给模具施加压力,以确保在充模和冷却过程中不发生脱模、变形或漏料等问题。
它包括模芯、模板和压紧机构等部分。
压紧系统的设计应使模具在高压下不发生变形,并且能够保持充模前后的位置稳定。
6.脱模系统:脱模系统用于将注塑制品从模腔中取出。
它由脱模杆、顶针、顶板和顶针机构等组成。
脱模系统的设计应使注塑制品脱模顺利,不损坏产品和模具,并且能够在注塑循环中保持稳定性。
7.排气系统:排气系统用于排除模腔中的气体,以防止成型过程中产生气泡、热缩孔等缺陷。
它由排气槽和排气孔等部分组成。
排气系统的设计应使模腔中的气体顺利排出,同时不影响塑料在模腔中的充模。
注塑模具是注塑加工的核心工具,其结构设计直接影响着注塑制品的质量和生产效率。
通过合理的结构设计,可以改善充模和冷却过程中的流动状态和温度分布,减少成型缺陷和变形,提高产品的尺寸精度和表面质量。