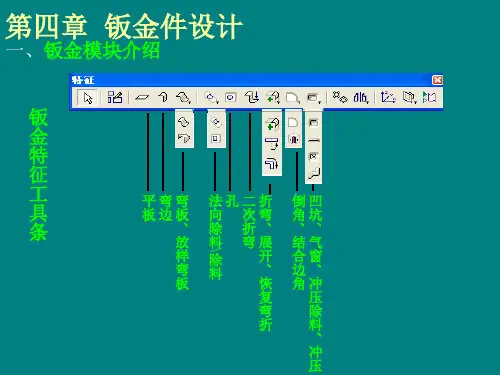
钣金件设计
- 格式:ppt
- 大小:2.11 MB
- 文档页数:15

钣金件结构设计工艺手册目录1第一章钣金零件设计工艺 11.1钣金材料的选材11.1.1钣金材料的选材原则11.1.2几种常用的板材11.1.3材料对钣金加工工艺的影响 31.2冲孔和落料:51.2.1冲孔和落料的常用方式51.2.2冲孔落料的工艺性设计91.3钣金件的折弯131.3.1模具折弯:131.3.2折弯机折弯141.4钣金件上的螺母、螺钉的结构形式261.4.1铆接螺母261.4.2凸焊螺母291.4.3翻孔攻丝301.4.4涨铆螺母、压铆螺母、拉铆、翻孔攻丝的比较31 1.5钣金拉伸321.5.1常见拉伸的形式和设计注意事项321.5.2打凸的工艺尺寸331.5.3局部沉凹与压线331.5.4加强筋341.6其它工艺351.6.1抽孔铆接351.6.2托克斯铆接361.7沉头的尺寸统一361.7.1螺钉沉头孔的尺寸361.7.2孔沉头铆钉的沉头孔的尺寸的统一361.7.3沉头螺钉连接的薄板的特别处理362第二章金属切削件设计工艺372.1常用金属切削加工性能372.2零件的加工余量382.2.1零件毛坯的选择和加工余量382.2.2工序间的加工余量382.3不同设备的切削特性、加工精度和粗糙度的选择39 2.3.1常用设备的加工方法与表面粗糙度的对应关系39 2.3.2常用公差等级与表面粗糙度数值的对应关系39 2.4螺纹设计加工402.4.1普通螺纹的加工方法402.4.2普通螺纹加工常用数据402.4.3普通螺纹的标记412.4.4普通螺纹公差带的选用及精度等级412.4.5英制螺纹的尺寸系列422.5常见热处理选择和硬度选择。
422.5.1结构钢零件热处理方法选择422.5.2热处理对零件结构设计的一般要求432.5.3硬度选择433第三章压铸件设计工艺443.1压铸工艺成型原理及特点443.2压铸件的设计要求453.2.1压铸件设计的形状结构要求453.2.2压铸件设计的壁厚要求453.2.3压铸件的加强筋/肋的设计要求453.2.4压铸件的圆角设计要求453.2.5压铸件设计的铸造斜度要求463.2.6压铸件的常用材料463.2.7压铸模具的常用材料464 第四章铝型材零件设计工艺463.3型材挤压加工的基本常识463.3.1铝型材的生产工艺流程463.3.2常见型材挤压方法473.3.3空心型材挤压模具简单介绍493.4铝型材常用材料及供货状态493.5铝型材零件的加工及表面处理513.5.1铝合金型材零件的加工513.5.2铝合金型材零件的表面处理514第五章金属的焊接设计工艺534.1金属的可焊性534.1.1不同金属材料之间焊接及其焊接性能534.1.2同种金属的焊接性能534.2点焊设计554.2.1接头型式554.2.2点焊的典型结构554.2.3点焊的排列554.2.4钢板点焊直径以及焊点之间的距离564.2.5铝合金板材的点焊574.2.6点焊的定位574.3角焊584.4缝焊585第六章塑料件设计工艺595.1塑胶件设计一般步骤595.2公司不同的产品系列推荐的材料种类。

钣金件设计规范范文一、材料选择1.钣金件的材料选择应符合设计要求,根据使用环境和功能要求选择适当的材料。
2.材料的选择应考虑产品的强度、硬度、耐磨性、耐腐蚀性等性能指标。
二、结构设计1.钣金件的结构设计应满足产品的使用要求,确保合理分布载荷,提高产品的强度和刚度。
2.钣金件的结构设计应符合机械设计原理,避免应力集中、应力过高等问题的出现。
三、尺寸精度控制1.钣金件的尺寸精度应符合图纸和设计要求,尺寸偏差应控制在允许范围内,确保产品的互换性。
2.设计中应考虑到材料的收缩和变形等因素,合理设置公差,确保尺寸的精度和一致性。
四、工艺要求1.钣金件的工艺要求应明确,包括切割、弯曲、冲孔、焊接、打磨、抛光等工艺的要求和方法。
2.工艺要求应确保产品的加工精度、加工质量和外观要求,避免外表缺陷、毛刺和裂纹等问题的出现。
五、焊接要求1.钣金件的焊接应符合相关的焊接标准和规范,包括焊接工艺、焊接材料的选择和焊接质量的要求。
2.焊缝应均匀、牢固,焊接点应充分焊透,避免焊缝开裂、气孔和夹渣等问题。
六、表面处理1.钣金件的表面处理应符合使用要求,包括防腐处理、表面喷漆、镀铬、电镀等。
2.表面处理应提供一定的耐磨性、耐腐蚀性和美观性,确保产品的外观质量。
七、装配要求1.钣金件的装配应符合设计要求,确保装配的精度、装配的牢固性和安全性。
2.装配过程中应注意避免零件的变形、划伤和损坏等情况的发生。
八、质量检验1.钣金件的质量检验应按照相关的标准和规范进行,包括尺寸测量、外观质量、强度检验等方面。
2.质量检验应覆盖产品的各个环节,从材料采购、加工制造到成品出厂,确保产品的合格率和合格质量。
以上就是钣金件设计规范的主要内容,设计人员在设计过程中应严格按照规范进行,确保产品的质量和安全性。
同时,也需要与相关的生产工艺人员和质量检验人员密切配合,共同保证产品的设计、制造和使用的一致性和有效性。
钣金件结构设计工艺手册目录1 第一章钣金零件设计工艺 11.1 钣金材料的选材 11.1.1 钣金材料的选材原则 11.1.2 几种常用的板材 11.1.3 材料对钣金加工工艺的影响 31.2 冲孔和落料: 51.2.1 冲孔和落料的常用方式 51.2.2 冲孔落料的工艺性设计91.3 钣金件的折弯131.3.1 模具折弯:131.3.2 折弯机折弯141.4 钣金件上的螺母、螺钉的结构形式261.4.1 铆接螺母261.4.2 凸焊螺母291.4.3 翻孔攻丝301.4.4 涨铆螺母、压铆螺母、拉铆、翻孔攻丝的比较31 1.5 钣金拉伸321.5.1 常见拉伸的形式和设计注意事项321.5.2 打凸的工艺尺寸331.5.3 局部沉凹与压线331.5.4 加强筋341.6 其它工艺351.6.1 抽孔铆接351.6.2 托克斯铆接361.7 沉头的尺寸统一361.7.1 螺钉沉头孔的尺寸361.7.2 孔沉头铆钉的沉头孔的尺寸的统一361.7.3 沉头螺钉连接的薄板的特别处理362 第二章金属切削件设计工艺372.1 常用金属切削加工性能372.2 零件的加工余量382.2.1 零件毛坯的选择和加工余量382.2.2 工序间的加工余量382.3 不同设备的切削特性、加工精度和粗糙度的选择39 2.3.1 常用设备的加工方法与表面粗糙度的对应关系39 2.3.2 常用公差等级与表面粗糙度数值的对应关系392.4 螺纹设计加工402.4.1 普通螺纹的加工方法402.4.2 普通螺纹加工常用数据402.4.3 普通螺纹的标记412.4.4 普通螺纹公差带的选用及精度等级412.4.5 英制螺纹的尺寸系列422.5 常见热处理选择和硬度选择。
422.5.1 结构钢零件热处理方法选择422.5.2 热处理对零件结构设计的一般要求432.5.3 硬度选择433 第三章压铸件设计工艺443.1 压铸工艺成型原理及特点443.2 压铸件的设计要求453.2.1 压铸件设计的形状结构要求453.2.2 压铸件设计的壁厚要求453.2.3 压铸件的加强筋/肋的设计要求453.2.4 压铸件的圆角设计要求453.2.5 压铸件设计的铸造斜度要求463.2.6 压铸件的常用材料463.2.7 压铸模具的常用材料464 第四章铝型材零件设计工艺463.3 型材挤压加工的基本常识463.3.1 铝型材的生产工艺流程463.3.2 常见型材挤压方法473.3.3 空心型材挤压模具简单介绍493.4 铝型材常用材料及供货状态493.5 铝型材零件的加工及表面处理513.5.1 铝合金型材零件的加工513.5.2 铝合金型材零件的表面处理514 第五章金属的焊接设计工艺534.1 金属的可焊性534.1.1 不同金属材料之间焊接及其焊接性能534.1.2 同种金属的焊接性能534.2 点焊设计554.2.1 接头型式554.2.2 点焊的典型结构554.2.3 点焊的排列554.2.4 钢板点焊直径以及焊点之间的距离564.2.5 铝合金板材的点焊574.2.6 点焊的定位574.3 角焊584.4 缝焊585 第六章塑料件设计工艺595.1 塑胶件设计一般步骤595.2 公司不同的产品系列推荐的材料种类。
