钣金件设计基础素材
- 格式:ppt
- 大小:791.50 KB
- 文档页数:28
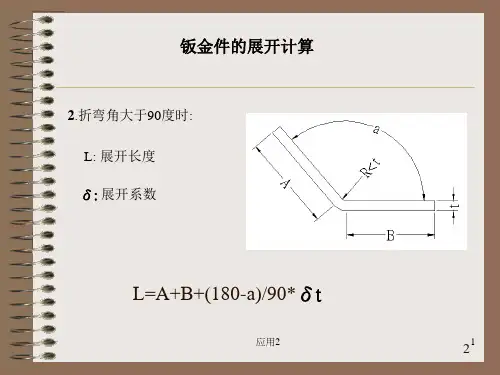
精心整理钣金产品结构设计资料第一章金属材料SPCC一般用钢板,表面需电镀或涂装处理SECC镀锌钢板,表面已做烙酸盐处理及防指纹处理SECC电镀法1-21.品名介绍材料规格后处理镀层厚度S ABC*D*ESforSteelA:EG(ElectroGalvanizedSteel)电气镀锌钢板---电镀锌一般通称JIS镀纯锌EGSECC (1)铅和镍合金合金EGSECC (2)GI(GalvanizedSteel)溶融镀锌钢板------热浸镀锌熔接性涂漆性加工性B:HC:C: 一般用D: 抽模用E: 深抽用H: 一般硬质用D: 后处理M:无处理C: 普通烙酸处理---耐蚀性良好,颜色白色化D: 厚烙酸处理---耐蚀性更好,颜色黄色化P: 磷酸处理---涂装性良好U: 有机耐指纹树脂处理(普通烙酸处理)------耐蚀性良好,颜色白色化,耐指纹性很好A:E:1-4膜厚---.测试1-5必须在镀烙酸盐后24小时,但不可超过72小时才可以用于测试,使用5%的盐水,用含盐的水汽充满箱子,试片垂直倒挂在箱子中48小时。
测试后试片的镀锌层不可全部流失,也不能看到底材或底材生锈,但是离切断层面6mm范围有生锈情况可以忽略。
1-7镀锌钢板的一般问题点.1.白锈---因结露或被水沾湿致迅速发生氢氧化锌为主要成分的白色粉末状的锈.(会导致产品质量劣化)2.红锈---因结露或被水沾湿致迅速发生氢氧化铁为主要成分的红茶色粉末状的锈.3.烙酸不均匀---黄茶色的小岛形状或线形状的花纹。
但耐蚀性没有问题。
4.1-101.2.3.烤漆电镀锌钢片对漆的选择性比冷轧钢片为严。
使用水性底漆(Waterpromer)可以确保有较强的油漆附着性.第二章塑料材质热硬化性塑料---在原料状态下是没有什么用,在某一温度下加热,经硬化作用,聚合作用或硫化作用后,热硬化塑料就会保持稳定而不能回到原料状态.硫化作用后,热硬化塑料是所有塑料中最坚硬的。
公司现有零件中,不仅在打样过程中经常会有一些加工工艺性的问题,也有很多归档转产的零件存在加工困难的情况,不仅影响生产进度和交货,也影响结构件的质量。
如钣金零件的折弯,经常会发生折弯碰刀的情况;落料的外圆角、半圆凸台、异型孔的规格太多,以及一些不合理的形状设计,导致加工厂要多开很多不必要的落料模,大大增加模具的加工和管理成本;插箱的钣金导轨、拉伸凸台等设计,品种越来越多,需要统一、规范;喷漆和丝印,也经常出现喷涂选择不合理导致废品率较高、无法丝印等问题;有些钣金零件的点焊完全可以适当增加定位,不增加成本也不影响美观,实际上大部分设计是靠生产的工装定位,不仅麻烦、效率低,精度也不好;很多可以避免焊接的钣金零件,往往设计成角焊的结构形式,焊接和打磨都非常麻烦,不仅效率较低,而且外观质量也经常得不到保证,等等。
长期以来,这些相同的问题不断地重复发生,无论对产品质量还是产品的生产和进度,都会产生不良的影响。
1.1钣金材料的选材钣金材料是通信,电子,机柜,汽车等产品结构设计中最常用的材料,了解材料的综合性能和正确的选材,对产品成本、产品性能、产品质量、加工工艺性都有重要的影响。
1.1.1钣金材料的选材原则1)选用常见的金属材料,减少材料规格品种,尽可能控制在公司材料手册范围内;2)在同一产品中,尽可能的减少材料的品种和板材厚度规格;3)在保证零件的功能的前提下,尽量选用廉价的材料品种,并降低材料的消耗,降低材料成本;4)对于机柜和一些大的插箱,需要充分考虑降低整机的重量;5)除保证零件的功能的前提外,还必须考虑材料的冲压性能应满足加工艺要求,以保证制品的加工的合理性和质量。
钢板1)冷轧薄钢板冷轧薄钢板是碳素结构钢冷轧板的简称,它是由碳素结构钢热轧钢带,经过进一步冷轧制成厚度小于4mm的钢板。
由于在常温下轧制,不产生氧化铁皮,因此,冷板表面质量好,尺寸精度高,再加之退火处理,其机械性能和工艺性能都优于热轧薄钢板。
钣金件的结构设计_图文ppt钣金件是指由薄板材料制成的构件,具有轻质、高强度、成本低、制作周期短等特点,广泛应用于汽车、航空航天、电子设备等领域。
钣金件的结构设计是指在满足制造要求的前提下,根据使用要求和工艺条件,合理确定钣金件的整体结构及局部结构的设计方法。
1.结构设计目标和要求:结构设计的目标是使钣金件具有足够的刚度和强度,能够承受预期的载荷和应力,同时尽可能减小重量和成本。
在设计之前,需要明确钣金件的使用条件和工作环境,确定需要满足的载荷、振动、温度等要求,以及制造加工的工艺要求。
2.材料选择:钣金件的材料选择直接影响到结构设计的可行性和性能。
一般常用的钣金材料有铝合金、不锈钢、冷轧板、镀锌板等。
材料的选择应根据使用要求和工艺条件综合考虑,包括强度、刚度、耐腐蚀性、焊接性能等指标。
3.结构布局设计:结构布局设计是指确定钣金件各部分的形状、大小和连接方式。
在布局设计时,需要考虑力学原理和结构设计的要求,合理确定零件的尺寸、形状和布置,使钣金件能够满足力学性能和制造工艺的要求。
4.强度计算与优化:强度计算是钣金件结构设计的重要环节。
通过使用有限元分析等方法,计算和评估钣金件的强度和刚度,并根据计算结果进行结构优化。
优化的目标是尽可能减小钣金件的重量和成本,同时保证其足够的强度和刚度。
5.连接设计:连接设计是实现钣金件各部分的连接和固定的重要环节。
常用的连接方式有焊接、螺栓连接、铆接等。
连接设计需要考虑到连接的强度和刚度,以及连接方式对钣金件整体性能的影响。
6.表面处理设计:表面处理设计是指为了提高钣金件的耐腐蚀性和美观性,采用适当的表面处理方法。
常用的表面处理方法有喷涂、电镀、阳极氧化等。
综上所述,钣金件的结构设计需要考虑使用要求、工艺条件和材料特性等因素,并采用合理的设计方法,以满足强度、刚度和制造要求。
结构设计的优化和合理的连接设计能够使钣金件具有更好的性能和使用寿命。
同时,合适的表面处理设计能够提高钣金件的使用寿命和外观质量。

钣金件结构设计知识(二)上接:钣金件结构设计知识(一)2.11 避免直线贯通准则薄板结构有横向弯曲刚度较差的缺点。
大平板结构易屈曲失稳。
进一步还会弯曲断裂。
通常用压槽来提高其刚度。
压槽的排列方式对提高刚度的效果影响很大,压槽排列基本原则是避免无压槽区域直线贯通。
贯通的低刚度窄带易成为整个板面屈曲失稳的惯性轴。
失稳总要围绕一个惯性轴,因此,压槽的排列要切断这种惯性轴,使它越短越好。
图21a所示的结构,无压槽区域形成多条贯通的窄条。
围绕这些轴,整个板的弯曲刚度没有改进。
图21b所示结构没有潜在的连通失稳惯性轴,图22列出了常见的压槽形状和排列方式,从左到右刚度增强效果逐渐加大,不规则排列是避免直线贯通的有效方法。
(a)不合理结构(b)改进结构图21图222.12 压槽连通排列准则压槽的终点疲劳强度低是薄弱环节,如果压槽连通,其部分终点将消灭。
图23是一个卡车上的电瓶箱,它受动载作用,图23a结构在压槽端都产生了疲劳破坏。
而图23b结构就不存在这一问题。
陡峭的压槽端面应避免,可能的情况下压槽延至边界(见图24)。
压槽的贯通消除了薄弱的端部。
但压槽的交汇处要有足够大的空间,使得各压槽之间的相互影响减少(见图25)。
(a)不合理结构(b)改进结构图23(a)不合理结构(b)改进结构图24(a)不合理结构(b)改进结构图252.13 空间压槽准则空间结构的失稳不只限于某一方面,因此,只在一个平面上设置压槽不能达到提高整个结构抗失稳能力的效果。
例如图26所示的U型和Z型结构,它们的失稳会发生在棱边附近。
解决这个问题的方法是将压槽设计成空间的(见图26b结构。
)(a)不合理结构(b)改进结构图262.14 局部松驰准则薄板上局部变形受到严重阻碍时会出现皱折。
解决的办法是在皱折附近设置几个小的压槽,这样减低局部刚度,减少变形阻碍(见图28)。
(a)不合理结构(b)改进结构图282.15 冲裁件的构型准则⑴.最小冲孔直径或方孔的最小边长冲孔时,应受到冲头强度的限制,冲孔的尺寸不能太小,否则容易损坏冲头。

钣金件结构设计知识1引言薄板指板厚和其长宽相比小得多的钢板。
它的横向抗弯能力差,不宜用于受横向弯曲载荷作用的场合。
薄板就其材料而言是金属,但因其特殊的几何形状厚度很小,所以薄板构件的加工工艺有其特殊性。
和薄板构件有关的加工工艺有三类:(1)下料:它包括剪切和冲裁。
(2)成形:它包括弯曲、折叠、卷边和深拉。
(3)连接:它包括焊接、粘接等。
薄板构件的结构设计主要应考虑加工工艺的要求和特点。
此外,要注意构件的批量大小。
薄板构件之所以被广泛采用是因为薄板有下列优点:(1)易变形,这样可用简单的加工工艺制造多种形式的构件。
(2)薄板构件重量轻。
(3)加工量小,由于薄板表面质量高,厚度方向尺寸公差小,板面不需加工。
(4)易于裁剪、焊接,可制造大而复杂的构件。
(5)形状规范,便于自动加工。
2结构设计准则在设计产品零件时,必须考虑到容易制造的问题。
尽量想一些方法既能使加工容易,又能使材料节约,还能使强度增加,又不出废品。
为此设计人员应该注意以下制造方面事项。
钣金件的工艺性是指零件在冲切、弯曲、拉伸加工中的难易程度。
良好的工艺应保证材料消耗少,工序数目少,模具结构简单,使用寿命高,产品质量稳定。
在一般情况下,对钣金件工艺性影响最大的是材料的性能、零件的几何形状、尺寸和精度要求。
如何在薄板构件结构设计时充分考虑加工工艺的要求和特点,这里推荐几条设计准则。
2.1简单形状准则切割面几何形状越简单,切割下料越方便、简单、切割的路径越短,切割量也越小。
如直线比曲线简单,圆比椭圆及其它高阶曲线简单,规则图形比不规则图形简单(见图1)。
(a)不合理结构(b)改进结构图1图2a的结构只有在批量大时方有意义,否则冲裁时,切割麻烦,因此,小批量生产时,宜用图b所示结构。
(a)不合理结构(b)改进结构图22.2节省原料准则(冲切件的构型准则)节省原材料意味着减少制造成本。
零碎的下角料常作废料处理,因此在薄板构件的设计中,要尽量减少下脚料。
钣金件防变形设计案例咱今儿就唠唠钣金件防变形的那些事儿,通过几个实际案例来说,保准你一听就明白。
案例一:加强筋的神奇魔法。
就说有个做钣金机箱的项目吧。
这机箱啊,原本设计得四四方方的,看起来挺简洁。
可是一加工出来,那侧板就跟个软脚虾似的,稍微用点力一按就凹进去了,变形得厉害。
这可咋整呢?后来设计师灵机一动,就在侧板上加上了加强筋。
这加强筋就像是给侧板注入了一股内力一样。
你想啊,这就好比原本是一张软趴趴的纸,你在上面横竖折几道痕,它立马就变得硬挺了不少。
这些加强筋沿着侧板的受力方向分布,就像给侧板建了一道道小城墙,把可能导致变形的外力都给分散掉了。
经过这么一改,再做出来的机箱侧板,那是相当结实,怎么按都不变形了,简直就像从一个弱不禁风的小书生变成了一个能扛能打的硬汉。
案例二:合理的切割顺序。
还有一次是做一个大型的钣金件,形状有点复杂,像个奇形怪状的大拼图。
按照常规的切割方法,一通乱切之后,发现这钣金件最后就像个歪瓜裂枣,变形得不成样子。
这时候有个老师傅站出来了。
他说这切割啊,就跟切菜一样,得有个顺序。
他重新规划了切割顺序,就像是给这个复杂的钣金件制定了一个精密的手术方案。
先从那些对整体结构影响小的地方开始切,就像先剪掉大树的小枝丫一样。
然后再慢慢往关键部位切,而且在切割过程中,还巧妙地利用了留余量的方法。
比如说,在一些关键连接部位,先不完全切断,留一点点连着,就像断骨还连着筋似的,等其他部分都切割调整得差不多了,再把这最后的一点切断。
这样一来,整个钣金件在切割过程中受到的应力影响就被降到了最低,变形量那是大大减少,最后做出来的钣金件就跟设计图上画的差不多,规规矩矩的。
案例三:合适的材料厚度选择。
再讲个例子,是做一个钣金制的小盒子,用来装一些精密的小零件。
一开始呢,为了节省成本,选用的钣金材料比较薄。
结果呢,在加工成型的时候,盒子的角啊、边啊,全都皱巴巴的,就像老太太的脸一样,全是褶子,这变形得可太难看了。