深窄薄壁盒体的焊接技术
- 格式:pdf
- 大小:1.61 MB
- 文档页数:3
68焊接质量控制与管理焊接技术第42卷第9期2013年9月文章编号:1002—025X(2013)09—0068—03
深窄薄壁盒体的焊接技术
彭泽军,张立志,黄新宇
(中国工程物理研究院机械制造工艺研究所,四川绵阳621900)
摘要:分析了深窄薄壁盒体制造的总体工艺方案。
针对深窄薄壁盒体焊接过程中存在易变形、烧穿、内侧焊渣难于清理等问题,论述了深窄薄壁盒体焊接过程的工艺控制措施,设计了焊接坡口,优选了焊接工艺参数,提出采用内撑胎刚性加固技术控制盒体变形、避免内侧焊渣渗出、优化焊接质量的工装方案。
设计了2种内撑胎具方案,对比分析了2种胎具的特点,实际应用表明,组合胎具效果较好。
关键词:薄壁盒体;焊接胎具;焊接工艺参数
中图分类号:T G453.9文献标志码:B
0引言
薄壁类焊接件在航空、国防、工业上应用较广泛,这类结构质量轻、强度高,可以提高产品的有效载荷系数,但焊接残余应力和失稳变形问题非常突出[i-2]。
控制焊接应力和变形,可采用焊前预防措施或“被动的”焊后矫正措施。
焊前预防措施包括预变形法(反变形法)和刚性固定法引等。
文献[4]设计了胎具通过刚性固定法和反变形法控制某吊座零件焊接变形取得了较好的效果。
深窄薄壁盒体是某包装设备中的重要零件,如图1所示,材料为5A06,壁厚为1m m,底部四周内侧为R1.5m m圆角,高90m m,内腔截面尺寸57 m m x57m m.四周为4条角焊缝,内侧四周为直角。
收稿日期:20l3—03—23
由于受装配空间限制,薄壁盒体的形状、尺寸受到严格限制,严格按设计标准生产是工艺研究的重点。
生产实践发现,在焊接过程中,盒体整体焊接易变形.存在烧穿、塌陷等问题,在焊接四处角焊缝时,内侧容易残留焊渣,因内腔尺寸较小,内侧是直角。
焊后清理较困难。
为控制深窄薄壁盒体加工质量.确保焊后外观质量,笔者针对该深窄薄壁盒体,开展了焊接技术研究,进行了焊接工装设计研究。
采取了工艺控制措施。
1深窄薄壁盒体工艺方案
深窄薄壁盒体加工工艺路线为:剪板一加工成如图2所示的展开件一折弯成形一焊四角焊缝一钳工打磨焊缝、校形一表面喷塑。
在整个工艺方案中,焊四角焊缝较为关键,是整个盒体加工的重要环节。
焊接时,盒体容易变形,需要采取刚性加固措施;焊后内侧易渗出焊渣,需要采取适当的控制措施;焊接过程易烧穿、塌陷,需要采取有效的焊接工艺措施。
W el di ng T echn ol ogy V01.42N o.9Sep.2013焊接质量控制与管理69
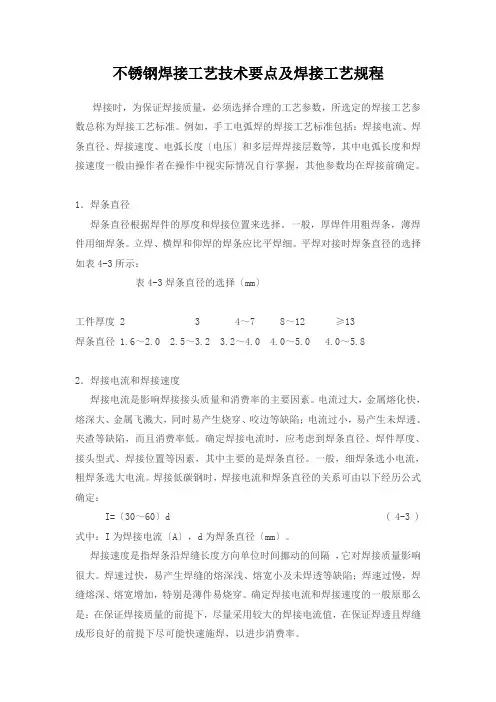
焊接电流、焊丝直径、喷嘴内径、保护气体流量、
2深窄薄壁盒体焊接控制措施
2.1焊接坡口设计
为保证焊后将两侧打磨光滑达到图样规定要求,且工件经表面处理后外观美观,同时要保证焊后牢固,必须留有焊接坡口,保证足够的焊接量。
在设计展开件时就必须考虑如何焊及焊接坡V I问题。
为保证足够焊接量,展开部分为盒体内腔宽度,在盒体折起后两边相接处自然形成焊接坡口.如图3所示为盒体折起后的断面图。
通过该坡口。
焊后两边能可靠连接。
图4为焊后打磨两面光滑后的示意图。
坡口
2.2焊接工艺参数及工艺措施
由于该件较薄,材料为5A06防锈铝.因此选择热输入较小适用于铝合金薄板的TI G焊.TI G焊热量集中,热影响区小,焊接过程稳定,接头形式不受限制[5]。
氩气是铝合金焊接常用的保护气体,氩气保护时电弧稳定性好,因此,选择手工钨极氩弧焊.电源采用交流电源.使用纯氩气作保护气体,使用交流电源.表面的氧化物可由电弧将其去除,不使用溶剂也能很好地熔化。
为获得优良的焊接质量,很重要的是应根焊件的技术要求,确定合理的焊接工艺参。
铝合金手工T I G焊主要工艺参包括钨极伸出长,焊接工艺参数见表1。
表1焊接工艺参数
l母材焊接极性焊接电流焊丝直径愤嘴内径氩气流量钨极伸出长方法/A/m m/m m,(L m i n。
)
5A06TI C焊直流反接65-801.68—9.55—85—6为确保焊接质量.焊前对焊丝、焊接坡121用丙酮清洗、擦拭干净。
为避免塌陷、烧穿、盒体内侧四角渗出焊渣(由于盒体较小,难于清理),同时有效控制盒体焊接变形,拟采用在盒体内部安装胎具,对盒体内侧采用刚性加固技术,相当于在焊缝内侧增加焊接垫板,外侧施焊。
单面焊双面成形,确保焊缝成形美观。
通过内侧胎具起到焊接垫板的作用,既可控制变形、防止焊渣进人,又可避免烧穿。
因焊缝收缩,焊后胎具的取出较困难,在设计胎具时,必须考虑胎具的拆卸方法。
3盒体组焊胎具设计
3.1整体式组焊胎具设计
依据盒体内腔尺寸,设计整体组焊胎。
如图5所示,在组焊时,将工件紧贴胎具,卡兰压紧工件,在外侧焊接工件,单面焊双面成形。
焊后通过图6所示的取出方法取出内撑胎。
取出时,将支撑块两边支撑在盒体13部,旋转螺栓,利用螺旋力将整体组焊胎从盒体内缓慢拉出。
该方法是将螺栓的旋转运动变成了胎具的直线运动,以较小的扭矩得到很大的拉力。
焊接技术第42卷第9期2013年9月
崮6整体牖焊||西戢出不蒽吲
3.2组合胎具设计
图7所示为设计的组合胎具。
由螺栓、固定板、支撑块组成.支撑块通过固定板上3m m高挡筋在固定板上定位安装,固定板上通孔与螺栓外径间隙2 m m。
在装配状态下,4个支撑块组装的外轮廓尺寸与图5整体式组焊胎外轮廓尺寸一致,由4个支撑块在螺栓拧紧状态按图8所示进行组装施焊,焊后待工件冷却,松动拧紧螺栓,利用固定板上孑L径与螺栓间间隙.支撑块脱离盒体内表面,胎具即可顺利取出.该设计方法主要采用化零为整思想进行组装施焊,焊后进行了化整为零拆卸。
拳栓
图8组焊示意图
3.32种案试验对比分析
整体组焊胎具采用螺旋力将胎具从盒体内取出,胎具结构较简单,使用较便。
试验表明,当盒体壁较薄时,取出时支撑面较小,焊缝强度较低,容易拉伤盒体口部及焊缝。
组合胎具通过4个螺栓将4块支撑块由止口定位固定在支撑板上,结构稍复杂。
安装、使用较方便,能保证产品质量。
因此,当为单件小批量时。
且盒体质量要求稍低时,可采用整体组焊胎具或不用胎具,当盒体质量要求较高、批量较大时.采用组合胎具较好。
4结论
分析了深窄薄壁盒体制造的总体工艺方案,针对深窄薄壁盒体焊接过程中存在易变形、烧穿、内侧焊渣难于清理等问题,论述了深窄薄壁盒体焊接过程的工艺控制措施,设计了焊接坡口,优选了焊接工艺参数,提出了采用内撑胎刚性加固技术控制盒体变形、避免内侧焊渣渗出、优化焊接质量的工装方案。
设计了2种控制深窄盒体的变形及内侧焊缝质量的胎具.分析了胎具的工作原理。
试验表明,整体组焊胎具将螺栓的旋转运动变成了胎具的直线运动,以较小的转矩得到很大的拉力,使用方便、结构简单,对薄壁工件存在质量隐患,批量小且盒体质量要求较低时可使用;对组合胎具化整为零地进行组焊及焊后胎具的拆卸,使用方便、产品质量易于保证,适宜盒体质量要求较高、批量较大的情况。
参考文献:
[1]李军。
杨建国,翁路露,等.薄壁结构焊接的焊中控制研究现
状[J].焊接,2008,52(8):16-21.
[2]陈海洋,俞建荣,赵境慧,等.薄形焊件变形数值模拟的研究现
状[J].焊接技术,2006,35(3):4-7.
[3]拉达伊D.焊接热效应[M].北京:机械工业出版社,1997.
[4]赵敏,尹玉婷.焊接变形控制方法在胎具设计中的应用[J].
电焊机,2012,32(9):59—61.
[5]黄晓福,黄金刚.铝及铝合金焊接指南[M].湖南长沙:湖南
科学技术出版社。
2004.
作者简介:彭泽军(1975一),男,硕士研究生,高级工程师,主要从事焊接技术、先进制造工艺技术等科研工作,发表论文l O 余篇.。