凝胶注模成型
- 格式:ppt
- 大小:114.00 KB
- 文档页数:12
压电陶瓷的成型方法
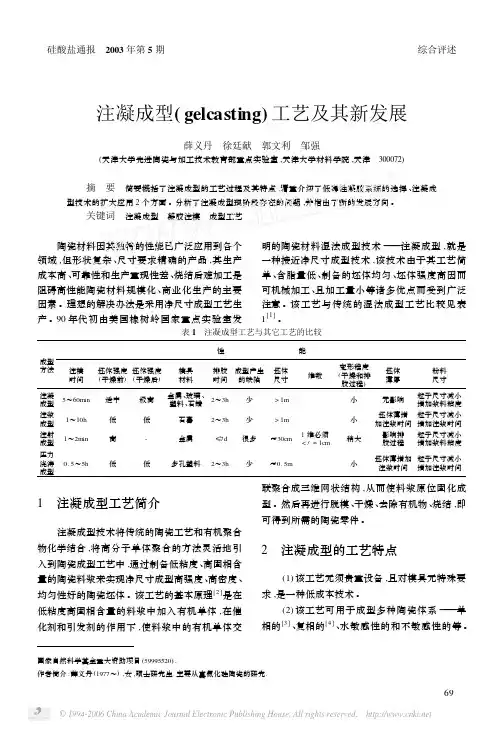
压电陶瓷是一种重要的功能陶瓷材料,具有压电效应和介电效应,广泛应用于传感器、振动器、滤波器、电子陶瓷等领域。
成型是制备压电陶瓷的关键步骤之一,本文将介绍几种常见的压电陶瓷成型方法。
1. 热压成型法
热压成型法是一种常见的压电陶瓷成型方法,其主要原理是将陶瓷粉末加热至一定温度,然后施加一定压力,使其在模具中形成所需形状。
该方法具有成型精度高、成型时间短、成型效率高等优点,广泛应用于制备压电陶瓷件。
2. 注浆成型法
注浆成型法是一种将粉末与粘结剂混合后,将混合物注入模具中,在高温下烘干成型的方法。
该方法具有成型精度高、成型效率高等优点,适用于制备大型、复杂形状的压电陶瓷。
3. 热等静压成型法
热等静压成型法是一种将陶瓷粉末加热至一定温度,然后施加一定压力,在高温下烧结成型的方法。
该方法具有成型精度高、成型效率高、成型强度高等优点,适用于制备高强度、高密度的压电陶瓷。
4. 凝胶注模成型法
凝胶注模成型法是一种将陶瓷粉末与溶液混合后,在模具中注入,通过凝胶化后的陶瓷凝胶在高温下烧结成型的方法。
该方法具有成型精度高、成型效率高、成型强度高等优点,适用于制备复杂形状的压电陶瓷。
5. 旋转成型法
旋转成型法是一种将陶瓷粉末加入到模具中,在高速旋转的模具内形成所需形状的方法。
该方法具有成型精度高、成型效率高、成型强度高等优点,适用于制备圆形、对称形状的压电陶瓷。
压电陶瓷的成型方法多种多样,选择合适的成型方法可以提高压电陶瓷的成型效率和质量,满足不同工业领域的需求。
第38卷第12期硅酸盐通报Vol.38No.12 2019年12月BULLETIN OF THE CHIESE CERAMIC SOCIETY Depm b ez,2019凝胶注模结合冷等静压成型陶瓷坯体工艺研究杜苗凤,张培志,郭方全,祁海,何成贵,韩伟月(上海材料研究所,上海市工程材料应用与评价重点实验室,上海200437)摘要:以A-03为研究对象,采用凝胶注模技术成型固相含量分别为45vol%,50vf%和54vol%的坯体,研究了冷等静压压力对凝胶注模坯体性能的影响。
研究表明:随着浆料固相含量升高,各坯体的相对密度增大,孔径和孔体积减小。
在0~500MPa之间,随着冷等静压压力的升高,各固相含量坯体的相对密度均增大。
在500MPa高压下,各坯体的相对密度均增大至60%,孔径和孔体积均减小至62nm和0.17mLg。
关键词:冷等静压;凝胶注模;氧化铝陶瓷;孔径分布中图分类号:TB321文献标识码:A文章编号:1001-1625(2019)12-84005Research on Ceramic Green Body Fabricated by GelcastingCombined with Colk Isostatic PressingDU Miao-feng,ZHANG Pei-zhi,GUO Fang-quan,QA Hai,HE Cheng-gui,HAN Wei-yue(ShanghacKeyLaboeaeoeyofEngcneeecngMaeeecaisAppiccaecon and Eeaiuaecon,ShanghacReseaech InseceueeofMaeeecais,Shangha c200437,Chcna)Absirahi:Ai2O3geeen bodcesweeefabeccaeed bygeicasecngeechncquewceh soicdsioadcngof45eoi%,50eoi%and 54eoi%,eespececeeiy.Thee f eceofcoid csoseaeccpee s cng(CIP)pee s ueeon ehepeopeeecesofgeeen bodceswaseeaiuaeed.Theeesuiesshowehaewceh ehecnceeaseofsoicdsioadcng,eheeeiaeceedensceyofeach bodycnceeases,ehepoeedcameeeeand poeeeoiumedeceeases.In ehe eange of0-500MPa,wceh ehecnceeaseofcoid csoseaeccpee s uee,eheeeiaeceedensceyofehe bodceswceh dc f eeenesoicdsioadcngcnceeases.Aeehehcgh pee s ueeof500MPa,eheeeiaeceedensceyofeach bodycnceeases eo60%,and ehepoeedcameeeeand poeeeoiumedeceeaseeo62nm and0.17mLyg.Key words:CIP;geicasecng;aiumcnaceeamcc;poeedcameeeedcseecbuecon1引言20世纪90年代初,Jenny和Omateta首次提出凝胶注模成型技术'10(,将传统陶瓷和高分子化学相结合,即将稳定分散的陶瓷颗粒原位固化在三维高分子网络中,可成型均匀的近净尺寸复杂陶瓷部件。
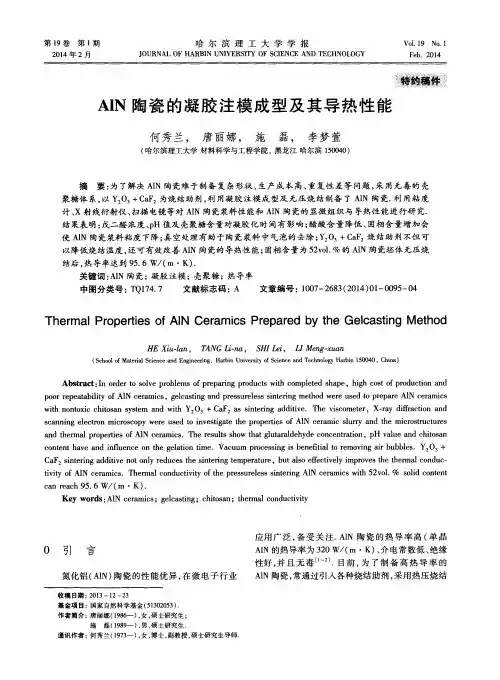
重结晶碳化硅凝胶注模成型工艺及其性能研究原创学术论文重结晶碳化硅凝胶注模成型工艺及其性能研究*易中周谢志鹏黄勇马景陶(云南蒙自师范高等专科学校)(清华大学材料科学与工程系)摘要:本文研究了重结晶碳化硅高温材料的凝胶注模成型。
着重讨论了SiC粉体的分散性、悬浮体的流变性、沉降行为以及烧结机理。
结果表明,选用适量的分散剂TMAH调整浆料pH=11.9附近可制备出固相体积分数高达70Vol.%的SiC浓悬浮体。
沉降实验表明,该浓悬浮体中粗细SiC颗粒间能达到均一稳定的分散,悬浮粒子不会产生明显地沉降。
凝胶注模成型所得坯体在2450℃,氩气氛中烧结后可获得重结晶碳化硅高温材料,其体积密度为 2.52 g.cm-3,对应的抗弯强度为55.4MPa。
关键词:凝胶注模成型;重结晶碳化硅(R-SiC);流变性;沉降行为*国家973基金资助项目(G2000067204-01)易中周:男,1965年生,副教授1 引言凝胶注模成型(Gelcasting)技术是由美国橡树岭国家实验室M.A.Jenny 和O.O.Omatete教授等人[1-2 ]首先发明的一种陶瓷净尺寸成型技术,是九十年代以来出现的一种最新的胶态成型工艺。
该法是将陶瓷粉料分散于含有有机单体和交联剂的水溶液中制备出低粘度高固相体积分数的浓悬浮体,然后加入引发剂和催化剂,陶瓷粉料中的有机单体在交联剂、引发剂和催化剂的共同作用下,可以形成相互交联三维网状结构的高聚物,使浓悬浮体形成凝胶而原位固化,从而获得密度高、均匀性好、强度高的坯体。
目前凝胶注模成型技术已广泛地应用于Al2O3、ZrO2、SiC、AlN、Si3N4等氧化物或非氧化物的精密陶瓷体系[3-6]。
对于粒径分布较宽的含有粗颗粒粉体的耐火材料成型目前大都采用注浆法、干压、等静压等成型技术,凝胶注模成型技术在成型高温材料方面的研究报道甚少。
本文通过对含有粗颗粒碳化硅(~250 m)的浓悬浮体的流变性、粉体的分散性和沉降实验等的研究,以期制备出高固相体积分数、低粘度,又具有良好稳定性和流动性的碳化硅浓悬浮体,并浇注出形状复杂、均匀致密、高强度的坯体;在2450℃,氩气氛中进行烧结后获得重结晶碳化硅高温材料,并测试分析坯体和烧结体的性能、烧结机理及显微结构特点。
陶瓷材料的制备方法
1. 烧结法:将原料粉末混合后,通过高温烧结使其凝固为坚硬的陶瓷材料。
2. 凝胶注模法:利用化学方法制成凝胶,注入模具中,在高温下烧结成型。
3. 溶胶凝胶法:将金属盐和有机化合物混合物经溶胶凝胶法合成前驱体,然后在高温条件下烧结成陶瓷。
4. 染色法:利用特殊的颜料染色陶瓷,通过加入不同种类或浓度的颜料,使陶瓷呈现不同的颜色。
5. 雾化法:将陶瓷原料以液体形式喷雾到高温炉中,使其凝固成陶瓷材料。
6. 喷射成型法:利用气体或水流将陶瓷原料喷射到模具上,然后在高温下烧结成型。
7. 电化学沉积法:将焊接器置于电解液中,利用电化学反应,将金属离子沉积到焊接器上,形成陶瓷。
MMA-粉煤灰漂珠体系凝胶注模成型制备多孔陶瓷林晓亮;余阳;陈泉源【摘要】以甲基丙烯酸甲酯(MMA)为单体,粉煤灰漂珠为骨料,采用非水基凝胶注模成型工艺制备多孔陶瓷.考察了MMA含量对浆料性能的影响、MMA预聚合方式对浆料成型的影响以及生坯的排胶与烧结方法,并对多孔陶瓷性能进行了表征.研究表明:微波预聚合可缩短诱导期、加速MMA本体聚合;过高的微波功率和引发剂用量使反应加速,不利于聚合稳定;提高预聚合程度有助于缩短浆料固化时间、降低生坯体积收缩;为保证浆料的流动性及生坯的完整性,应将MMA预聚液含量控制在45wt%~60wt%;生坯(MMA 50wt%)在380℃排胶1h、1050℃烧结2h,得到的多孔陶瓷抗弯强度为40.35MPa,显气孔率为42.03%,平均孔径为1.12μm.%In order to avoid traditional toxic gelcasting monomer system,a nonaqueous-based gelcasting using methyl methacrylate as organic monomer and fly ash floating beads as the inorganic aggregates was adopted to prepare porous ceramics.The influences of MMA pre-polymerization method and proportion of monomers on the slurry curing were investigated,in combination with which the sintering process was also discussed.In addition,the property of the porous ceramics was characterized.The results showed that microwave pre-polymerization could shorten the induction period and accelerate the MMA bulk polymerization,while stronger microwave power and more initiator dosage could increase the reaction rate,which affect the stability of polymerization.The slurry curing time could be shortened and the volumetric shrinkage of green bodies could be reduced if the larger molecular weight prepolymer were used in thegelcasting.In order to get slurry with good fluid performance and perfect green bodies,the proportion of MMA prepolymer should be set between45wt% and 60wt%.The porous ceramics can be prepared in the conditionof the green bodies dumped at 380℃ for 1h and sintered at 1050℃ for2h.In this case,the bending strength,porosity and average pore size of the porous ceramics were 40.35MPa,42.03%and 1.12μm.【期刊名称】《材料科学与工程学报》【年(卷),期】2017(035)006【总页数】8页(P927-933,962)【关键词】凝胶注模成型;甲基丙烯酸甲酯;粉煤灰漂珠;微波预聚合;多孔陶瓷【作者】林晓亮;余阳;陈泉源【作者单位】东华大学环境科学与工程学院,国家环境保护纺织工业污染防治工程技术中心,上海201620;东华大学环境科学与工程学院,国家环境保护纺织工业污染防治工程技术中心,上海201620;东华大学环境科学与工程学院,国家环境保护纺织工业污染防治工程技术中心,上海201620【正文语种】中文【中图分类】TQ174;TB34凝胶注模成型是利用有机单体聚合将陶瓷骨料原位固定,再经由一系列固化、干燥、排胶、烧结等过程制备出致密陶瓷或多孔陶瓷材料的一种先进陶瓷制备工艺。