陶瓷凝胶注模成型
- 格式:doc
- 大小:132.04 KB
- 文档页数:11
陶瓷制备方法一、概述陶瓷是一种非金属材料,具有多种优良的物理和化学性质,如高温稳定性、耐腐蚀性、硬度高等。
陶瓷材料在日常生活和工业生产中有广泛应用,例如制作陶瓷器皿、建筑材料、电子元器件等。
本文将介绍几种常见的陶瓷制备方法。
二、干法制备方法1. 烧结法烧结法是将陶瓷原材料粉末在高温下进行烧结,使其颗粒间相互结合形成固体块材料。
该方法可分为普通烧结法和压电烧结法两种。
普通烧结法是将粉末制成坯体,然后在高温下烧结。
而压电烧结法是将陶瓷粉末与有机高分子混合后,压制成形,再在高温下进行烧结。
该方法具有成本低、制备周期短等优点,但制备出来的陶瓷材料致密度较低,有一定的气孔。
2. 真空压制法真空压制法是一种将陶瓷原材料粉末加热到熔点后,在真空环境下进行压缩成型的方法。
该方法制备出来的陶瓷材料致密度高、强度大,但成本较高。
3. 溶胶-凝胶法溶胶-凝胶法是将金属化合物或有机酸与其他化合物混合后,在加热和干燥后形成凝胶,然后再进行烧结。
该方法制备的陶瓷材料致密度高、粒度小,具有高温稳定性、耐腐蚀性等优点。
1. 凝胶注模法凝胶注模法是将陶瓷粉末与有机化合物混合后形成凝胶,然后放入注模机内注模,再进行热处理得到陶瓷制品。
该方法制备的陶瓷制品精度高、致密度好,表面光滑。
2. 喷雾干燥法喷雾干燥法是将含有陶瓷材料的溶液通过高压喷雾器雾化成微小颗粒,然后在气流中进行干燥得到陶瓷粉末。
该方法制备出来的陶瓷粉末粒度小、均匀,但成本较高。
3. 溶液浸渍法溶液浸渍法是将陶瓷原材料粉末加入到化学制剂的溶液中,使其渐渐凝结成凝胶,然后进行烧结制品。
该方法操作简单,成本低,但制备的陶瓷制品致密度不够。
坩埚法是一种古老的陶瓷制备方法,用于制作瓷器和陶器。
制作方法是将陶瓷原材料经过处理后,按一定比例混合后磨成均匀的陶瓷泥,放入坩埚内,在高温下进行烧制得到制品。
该方法适用于制作小型陶瓷制品。
2. 电化学制备法电化学制备法是一种利用电化学反应制备陶瓷材料的方法。
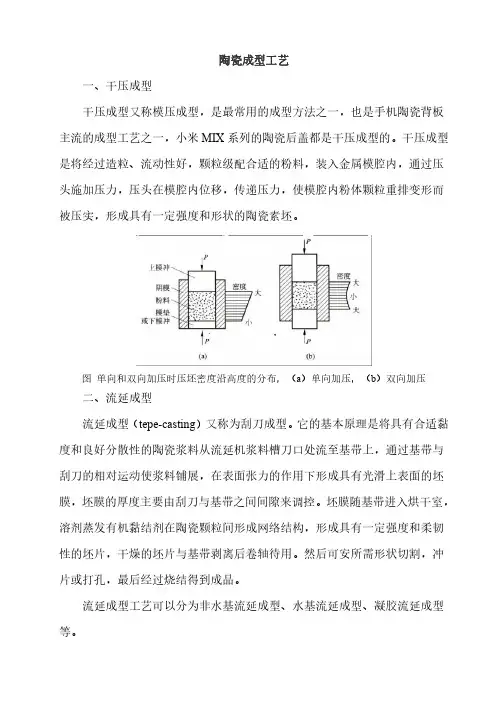
陶瓷成型工艺一、干压成型干压成型又称模压成型,是最常用的成型方法之一,也是手机陶瓷背板主流的成型工艺之一,小米MIX系列的陶瓷后盖都是干压成型的。
干压成型是将经过造粒、流动性好,颗粒级配合适的粉料,装入金属模腔内,通过压头施加压力,压头在模腔内位移,传递压力,使模腔内粉体颗粒重排变形而被压实,形成具有一定强度和形状的陶瓷素坯。
图单向和双向加压时压坯密度沿高度的分布,(a)单向加压,(b)双向加压二、流延成型流延成型(tepe-casting)又称为刮刀成型。
它的基本原理是将具有合适黏度和良好分散性的陶瓷浆料从流延机浆料槽刀口处流至基带上,通过基带与刮刀的相对运动使浆料铺展,在表面张力的作用下形成具有光滑上表面的坯膜,坯膜的厚度主要由刮刀与基带之间间隙来调控。
坯膜随基带进入烘干室,溶剂蒸发有机黏结剂在陶瓷颗粒间形成网络结构,形成具有一定强度和柔韧性的坯片,干燥的坯片与基带剥离后卷轴待用。
然后可安所需形状切割,冲片或打孔,最后经过烧结得到成品。
流延成型工艺可以分为非水基流延成型、水基流延成型、凝胶流延成型等。
流延成型制备陶瓷基片工艺包括浆料制备、流延成型、干燥、脱脂、烧结等工序,其中最关键的是浆料的制备和流延工艺的控制。
图流延成型法制备陶瓷基片的工艺流程图三、注射成型陶瓷注射成型(ceramic injection molding,CIM),是将聚合物注射成型方法与陶瓷制备工艺相结合而发展起来的一种制备陶瓷零部件的新工艺。
陶瓷注射成型的制造过程主要包括四个环节:(1)注射喂料的制备:将合适的有机载体与陶瓷粉末在一定温度下混炼、干燥、造粒,得到注射用喂料;(2)注射成型:混炼后的注射混合料于注射成型机内被加热转变为粘稠性熔体,在一定的温度和压力下高速注入金属模具内,冷却固化为所需形状的坯体,然后脱模;(3)脱脂:通过加热或其它物理化学方法,将注射成型坯体内的有机物排除;(4)烧结:将脱脂后的陶瓷素坯在高温下致密化烧结,获得所需外观形状、尺寸精度和显微结构的致密陶瓷部件。
陶瓷材料的制备方法
1. 烧结法:将原料粉末混合后,通过高温烧结使其凝固为坚硬的陶瓷材料。
2. 凝胶注模法:利用化学方法制成凝胶,注入模具中,在高温下烧结成型。
3. 溶胶凝胶法:将金属盐和有机化合物混合物经溶胶凝胶法合成前驱体,然后在高温条件下烧结成陶瓷。
4. 染色法:利用特殊的颜料染色陶瓷,通过加入不同种类或浓度的颜料,使陶瓷呈现不同的颜色。
5. 雾化法:将陶瓷原料以液体形式喷雾到高温炉中,使其凝固成陶瓷材料。
6. 喷射成型法:利用气体或水流将陶瓷原料喷射到模具上,然后在高温下烧结成型。
7. 电化学沉积法:将焊接器置于电解液中,利用电化学反应,将金属离子沉积到焊接器上,形成陶瓷。
陶瓷成型工艺在英语中通常被称为Ceramic forming processes 或Ceramic shaping techniques。
下面是一些常见的陶瓷成型工艺及其英文表达:
1. 压制(Pressing):在固体粉末中施加高压力以形成所需形状。
2. 注射成型(Injection Molding):将陶瓷浆料注入模具中,通过压力使其充满模具并形成所需形状。
3. 挤出(Extrusion):将陶瓷浆料通过模具挤出,形成连续的截面。
4. 滚压(Roller Compaction):通过在陶瓷粉末上施加辊子的压力,使其在模具中形成所需形状。
5. 粘土成型(Clay Forming):使用湿陶瓷粘土,在模具或手工塑造的过程中形成所需形状。
6. 烧结(Sintering):将成型好的陶瓷件置于高温下,使其颗粒结合并形成固体。
7. 热等静压(Hot Isostatic Pressing):在高压和高温环境下对陶瓷进行均匀压实和烧结。
8. 凝胶注模(Gel Casting):将悬浮在溶胶中的陶瓷颗粒注入模具中,通过凝胶状态的溶胶固化形成所需形状。
9. 胶结(Bonding):使用陶瓷粉末或陶瓷涂层将两个
或多个陶瓷件粘合在一起。
MMA-粉煤灰漂珠体系凝胶注模成型制备多孔陶瓷林晓亮;余阳;陈泉源【摘要】以甲基丙烯酸甲酯(MMA)为单体,粉煤灰漂珠为骨料,采用非水基凝胶注模成型工艺制备多孔陶瓷.考察了MMA含量对浆料性能的影响、MMA预聚合方式对浆料成型的影响以及生坯的排胶与烧结方法,并对多孔陶瓷性能进行了表征.研究表明:微波预聚合可缩短诱导期、加速MMA本体聚合;过高的微波功率和引发剂用量使反应加速,不利于聚合稳定;提高预聚合程度有助于缩短浆料固化时间、降低生坯体积收缩;为保证浆料的流动性及生坯的完整性,应将MMA预聚液含量控制在45wt%~60wt%;生坯(MMA 50wt%)在380℃排胶1h、1050℃烧结2h,得到的多孔陶瓷抗弯强度为40.35MPa,显气孔率为42.03%,平均孔径为1.12μm.%In order to avoid traditional toxic gelcasting monomer system,a nonaqueous-based gelcasting using methyl methacrylate as organic monomer and fly ash floating beads as the inorganic aggregates was adopted to prepare porous ceramics.The influences of MMA pre-polymerization method and proportion of monomers on the slurry curing were investigated,in combination with which the sintering process was also discussed.In addition,the property of the porous ceramics was characterized.The results showed that microwave pre-polymerization could shorten the induction period and accelerate the MMA bulk polymerization,while stronger microwave power and more initiator dosage could increase the reaction rate,which affect the stability of polymerization.The slurry curing time could be shortened and the volumetric shrinkage of green bodies could be reduced if the larger molecular weight prepolymer were used in thegelcasting.In order to get slurry with good fluid performance and perfect green bodies,the proportion of MMA prepolymer should be set between45wt% and 60wt%.The porous ceramics can be prepared in the conditionof the green bodies dumped at 380℃ for 1h and sintered at 1050℃ for2h.In this case,the bending strength,porosity and average pore size of the porous ceramics were 40.35MPa,42.03%and 1.12μm.【期刊名称】《材料科学与工程学报》【年(卷),期】2017(035)006【总页数】8页(P927-933,962)【关键词】凝胶注模成型;甲基丙烯酸甲酯;粉煤灰漂珠;微波预聚合;多孔陶瓷【作者】林晓亮;余阳;陈泉源【作者单位】东华大学环境科学与工程学院,国家环境保护纺织工业污染防治工程技术中心,上海201620;东华大学环境科学与工程学院,国家环境保护纺织工业污染防治工程技术中心,上海201620;东华大学环境科学与工程学院,国家环境保护纺织工业污染防治工程技术中心,上海201620【正文语种】中文【中图分类】TQ174;TB34凝胶注模成型是利用有机单体聚合将陶瓷骨料原位固定,再经由一系列固化、干燥、排胶、烧结等过程制备出致密陶瓷或多孔陶瓷材料的一种先进陶瓷制备工艺。
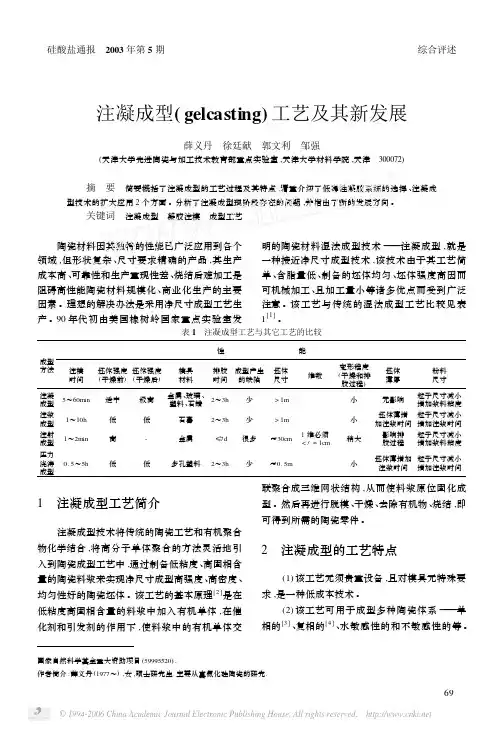
凝胶注模成型工艺研究夏XX(天津大学材料科学与工程学院,教育部先进陶瓷与加工重点实验室,天津300072)摘要:凝胶注模成型是一种优于传统成型工艺的先进陶瓷成型方法,为净尺寸高性能复杂形状陶瓷的制备提供了有效的技术途径。
本文对陶瓷凝胶注模成型的原理、工艺、成型体系、特点等进行了简单的概论介绍,综述了目前凝胶注模成型的研究现状、存在的问题和应用情况并展望了发展趋势。
关键词:凝胶注模;研究现状;问题与展望Study on the gel-castingXIAXX(Key Laboratory of Advanced Ceramics and Machining Technology, M inistry of Education, college of Material Science and Engineering, Tia njin University, Tianjin 300072, Tianji n, China)Abstract: Gel-casting process is an advanced manufacturing technologyfor ceramic forming, which is superior to the traditional one, and has provided an effective approach to prepare high performance net size ceramics with complicated shapes. The principles,procedures,forming system and character of gel-casting are simply discussed in this paper, moreover, the present research process,problems as well as applications are also included. Finally, the tendency of this technology is forecasted in a dialectical way.Key words: gel-casting; present research; problems and prospects1.引言随着当代科学技术的发展,国防、工业等技术领域对结构材料的要求越来越高,耐高温、耐腐蚀、高硬度和综合力学性能好的结构材料的开发和研究已经变得十分重要。
但陶瓷材料烧结后很难进行机加工,人们一直在寻求复杂形状陶瓷元件的净尺寸成型方法,这已成为保证陶瓷元件质量和获得具有实际应用价值材料的关键环节[1]。
陶瓷材料的成型方法[2],一般可分为干法和湿法两大类。
二者相比而言,湿法成型具有工艺简单、成型坯体组分均匀、缺陷少、易于成型复杂形状零件等优点,实用性较强。
但传统的湿法成型技术都存在一些问题,如注浆成型是靠石膏模吸水来实现的,造成坯体密度梯度分布和不均匀变形,并且坯体强度低,易于损坏;热压铸或注射成型需加入质量分数高达20%的蜡或有机物,造成脱脂过程繁琐,粘合剂的熔化或蒸发使坯体的强度降低,易形成缺陷甚至倒塌;等静压成型必须配合昂贵的设备,致使加工成本和制造成本太高,难以普及。
这些问题都在制约着陶瓷产业的大众化发展和应用前景。
凝胶注模成型技术是美国橡树岭国家实验室在20世纪90年代初首先发明的一种新的胶态快速成型工艺[3]。
该工艺与其他湿法成型工艺相比,具有设备简单、成型坯体组成均匀、缺陷少、不需要脱脂、不易变形、净尺寸成型复杂形状零件及实用性很强等突出优点,受到国内外学术界和工业界的极大关注。
目前,凝胶注模成型技术已广泛地应用于A12O3、ZrO2、SIC、AIN、Si3N4等氧化物或非氧化物的精密陶瓷体系[4],随着技术的不断改进,凝胶注模成型工艺也日臻完善并成为现代陶瓷材料的一种重要的成型方法。
以下图1是有关文献资料中,对于几种成型方法的比较[5]:图1几种成型方法的比较2.凝胶注模成型概论2.1基本原理陶瓷凝胶注模成型是原位凝固胶态成型工艺,所谓原位凝固胶态成型[6][7]就是指颗粒在悬浮体中的位置不变,靠颗粒之间的作用力或悬浮体内部的一些载体性质的变化,使悬浮体从液态转变为固态。
在从液态转变为固态的过程中,坯体没有收缩或收缩很小,介质的量没有改变。
它可以以净尺寸制造复杂形状的陶瓷部件,具有良好的坯体均匀性和高强度,其操作工艺简单、坯体中有机物杂质含量少,而且陶瓷烧结体性能优良[8]。
凝胶注模成型技术成功的将传统的粉体成型工艺与有机聚合物化学完美结合,将高分子单体聚合的方法灵活地引入到粉体成型领域中,通过制备低黏度、高固相体积分数的悬浮液来实现净尺寸成型高强度、高密度均匀坯体。
其基本思想是采用具有三维网络结构的高分子物质将分散均匀的粉体悬浮液中的颗粒包裹使之原位固定,从而得到具有粉体与高分子物质复合结构的坯体。
实际上,凝胶注模的坯体就是一种粉体与高分子有机物的复合材料。
该方法的基本原理是在低黏度、高固相体积分数的粉体-溶剂悬浮体中,加入有机单体,然后,通过某种手段,如在催化剂和引发剂的作用下或通过加热或冷却等方式使浓悬浮体中的有机单体化学交联聚合或物理交联成三维网状结构,从而使悬浮体原位固化成型[9]。
具体成型原理图[7]如下:图2凝胶注模成型原理示意图2.2工艺流程凝胶注模的基本工艺流程如图3[8]所示。
首先,将陶瓷粉料分散于含有机单体和交联剂的水溶液或非水溶液中,加入分散剂,制备出低黏度高固相体积分数的浓悬浮液;借助真空球磨工艺排除浆料中的气泡,降低悬浮液黏度,增加浆料的流动性,从而有利于注模成型;依次加入引发剂和催化剂,充分混合均匀后,将浓悬浮液注入模具,在一定的温度下引发单体的原位聚合,将陶瓷粉粒粘结在一起,最终形成具有一定强度和柔韧性的三维网状结构;坯体脱模后,经室温干燥处理,然后进行高温脱脂、烧结,有机凝胶将在高温下分散挥发,坯体致密化烧结后将直接成为可精加工的陶瓷部件[10]。
图3 凝胶注模的基本工艺流程其制备工艺中,需要注意的关键工艺[11]:l)低粘度、高固相含量料浆的制备:低粘度、高均匀性、高稳定性及高固相含量浆料的制备是胶态成型高质量坯体的关键,而这一目标主要是通过控制粉体在介质中的胶体特性、浆料的pH值以及分散剂来获得的;2)料浆凝胶化的控制:引发剂、催化剂和温度条件的变化可以改变陶瓷料浆凝胶化规律,掌握这规律可以有效而准确的控制料浆的凝胶化时间;3)坯体的干燥及排胶。
2.3成型分类[9]凝胶注模成型分为两类:一种是水溶性凝胶注模成型,另一种是非水溶性凝胶注模成型。
前者适用于大多数陶瓷成型场合,后者主要适用于那些与水发生反应的系统的成型。
该技术首先发明的是有机溶剂的非水凝胶注模成型,随后作为一种改进,又发明了用于水溶剂的水凝胶注模成型,并广泛应用于各种陶瓷中,非水溶性凝胶注模成型采用有机溶剂,要求溶剂有较低的蒸汽压。
早在1985年JANNEY [3][6][12]等就开始了非水系凝胶注模工艺的研究,采用的溶剂为醇、酮、醚和烃等有机溶剂。
与非水系凝胶注模成型技术相比,水系具有以下优点:1)以水作为溶剂,使凝胶注模成型技术与传统成型方法更接近;2) 使干燥过程更简单;3) 可降低凝胶前驱物的黏度;4) 可避免使用有机物所带来的环境污染问题。
因此,水系凝胶注模成型技术这种环境友好型工艺更容易被工业界所接受。
这两个技术研究的重点都在于凝胶体系,它是凝胶注模的核心技术之一,因为它在很大程度上决定了坯体的均匀性、强度和可加工性等性能,因此,对它的研究一直是凝胶注模成型技术中的研究热点。
根据凝胶的来源可将凝胶体系分为天然凝胶体系,如:琼脂糖、明胶、果胶、爱尔兰台胶、壳聚糖和蛋白质等以及合成凝胶体系,如:丙烯酰胺(AM)、甲基丙烯酰胺(MAM)、羟甲基丙烯酰胺(HMAM) 、烷基丙烯酰胺、丙烯酸(AA)、甲基丙烯酸(MAA) 、丁二烯、二甲基羟乙基丙烯酸甲酯( HEMA)、羟丙基丙烯酸甲酯( HPMA) 、苯乙烯等。
2.4凝胶注模成型特点1.该工艺无须贵重复杂设备,且对模具无特殊要求,是一种低成本成型技术;2.该工艺可用于成型多种陶瓷体系:单相的、复相的、水敏感性的和不敏感性的等。
同时,该工艺对粉体无特殊要求,因此适用于各类陶瓷制品,粗细粒度均可;3.凝胶定型过程与注模操作是完全分离的,成型坯体组分均匀、密度均匀、缺陷少。
与传统干法成型技术相比,它降低了大气孔的数量,并改善气孔的分布,提高坯体的均匀性,从而有利于烧结致密化和强度的提高;4.所用陶瓷料为高固相(体积分数不小于50%)、低粘度(小于1Pa·s),浆料的固相含量是影响成型坯体的密度、强度及均匀性的因数,粘度的大小关系到所成坯体形状的好坏及浆料的排气效果;5.该工艺制备的生坯强度高,可进行机械再加工,真正实现净尺寸成型。
3.国内外发展与应用现状3.1发展现状[13]陶瓷凝胶注模成型工艺首先是针对Al2O3陶瓷研制开发的,后来美国橡树岭国家实验室又成功地将其应用于Si3N4陶瓷部件的工业化生产。
近年来,学者们又开展了该工艺在功能陶瓷、非氧化物瓷及多孔陶瓷、金属冶金等方面的应用研究。
其发展方向主要集中在凝胶体系的研究以及成型影响因素方面开展。
首先,对于体系的研究,丙烯酞胺凝胶体系虽然可以得到高强度的坯体,但是由于丙烯酞胺具有神经毒性,且可能致癌。
橡树岭实验室对低毒性的体系进行了大量研究。
目前主要的替代单体有甲基丙烯酞胺、甲氧基聚异、丁烯酸乙烯醇醋均可代替丙烯酞胺,在保证坯体强度的同时,降低了环境的污染和对操作人员的威胁;同时各国学者从提高固化方面着手,探索如何提高固相体积分数。
其次,研究主要集中在成型的影响因素发面来提高性能,如:提高固相体积分数、调节PH及分散剂、气泡消除和固化、坯体的变形和开裂等。
美国在20 世纪90 年代已有 3 家公司(Allied Signal Ceramic Components, LOTEC Inc. and Ceramic Magnetics Inc.)获得了该技术的使用权,用于生产陶瓷涡轮转子、磷酸锆等低膨胀陶瓷材料、发动机排气管用隔热陶瓷材料[14]。
国内有关单位也开展了凝胶注模成型技术的应用研究,如:PZT 陶瓷材料、钙钦矿多孔陶瓷及氧化铝陶瓷基片。
李国军[15]等利用凝胶注模成型材料结构均匀的特点制备了固体氧化物燃料电池中有较好应用前景的La0.8Sr0.2MnO3阴极材料。
骆军[16]等也采用这种方法制备了质子交换膜燃料电池中的双极板材料。
但由于我国凝胶注模技术起步较晚,某些关键技术还未解决,如用该技术产业化生产大面积复杂形状陶瓷制品还未见报道。