轴上键槽的铣削
- 格式:doc
- 大小:549.50 KB
- 文档页数:7
齿轮内孔键槽的加工方法
齿轮内孔键槽是连接齿轮和轴的重要部件之一,它的精度和质量对整个机械设备的正常运行起着至关重要的作用。
下面介绍几种常见的齿轮内孔键槽的加工方法。
1. 铣削法
铣削法是一种常用的齿轮内孔键槽加工方法,通过铣刀在齿轮内孔表面上切削出所需的键槽形状。
这种方法加工速度较快,可以适用于大批量生产,但需要注意的是,铣削法加工时要保证切削深度和速度的平衡。
2. 拉刀法
拉刀法是一种通过拉刀切削出齿轮内孔键槽的加工方法。
这种方法加工出来的键槽表面光滑度较高,但是加工速度较慢,适用于少量生产或者对键槽表面质量要求较高的产品。
3. 放电加工法
放电加工法是一种通过放电加工机器在齿轮内孔表面上切割出
所需的键槽形状的加工方法。
这种方法可以实现高精度加工,适用于对键槽精度要求较高的产品。
4. 激光加工法
激光加工法是一种通过激光束在齿轮内孔表面上切削出所需的
键槽形状的加工方法。
这种方法加工速度较快,适用于大批量生产,但需要注意激光加工的精度和安全性问题。
综上所述,不同的齿轮内孔键槽加工方法各有优缺点,需要根据
具体产品的要求选择合适的加工方法。
铣键槽总结1. 引言铣键槽是一种常见的加工工艺,主要用于制作机械零件中的键和槽。
它广泛应用于机械、汽车、航空航天等领域。
本文将对铣键槽的概念、工艺流程以及注意事项进行总结和分析。
2. 铣键槽的概念和作用铣键槽是指使用铣刀加工机械零件上的键和槽的工艺过程。
它的主要作用是在零件上形成与其他零件配合的键和槽,以提高零件的连接性和传动性能。
铣键槽通常用于以下几个方面: - 键连接:通过键来连接两个零件,提高连接的稳定性和可靠性。
- 传递动力:键槽可以用于传递机械零件的扭矩和转速等动力参数。
- 定位导向:通过键和槽的配合,确保零件在装配过程中的正确位置。
3. 铣键槽的工艺流程铣键槽的工艺流程主要包括以下几个步骤:步骤一:准备工作在进行铣键槽之前,需要进行准备工作。
首先,必须选择合适的机床和刀具。
根据零件材料的硬度和尺寸等要求选择合适的铣床和铣刀。
此外,还需要确定加工的键和槽的尺寸和形状等。
步骤二:装夹工件将需要加工的零件固定在铣床的工作台上,确保零件的稳定性和刚性。
在装夹过程中,需要根据零件的几何形状和尺寸选择合适的夹具和夹具位置。
步骤三:选择合适的切削参数根据零件材料的硬度和切削特性,选择合适的切削参数,包括切削速度、进给速度和切削深度等。
切削参数的选择对于加工质量和加工效率具有重要影响。
步骤四:铣削键槽根据零件上的图纸要求和工艺规程,通过铣床进行键槽的加工。
在铣削过程中,需要注意铣床的工作状态、刀具的磨损情况以及切削液的冷却和润滑等。
步骤五:检验和修整完成铣键槽后,需要对加工质量进行检验。
通过测量和对比零件的尺寸和形状等参数,确保加工符合要求。
如果发现问题,需要及时进行修整,确保最终加工质量达到要求。
4. 铣键槽的注意事项在进行铣键槽的过程中,需要注意以下几个问题:刀具的选择和磨损选择合适的铣刀对于加工质量和效率是非常重要的。
刀具的材料、硬度、刃数和刃型等都会影响铣削效果。
此外,需要注意定期检查和更换磨损的刀具,保证切削效果和安全性。
普通铣床铣削键槽的加工方法与技巧作者:王亚峰来源:《价值工程》2012年第27期摘要:键是机械联接中常用的标准件,键的选择是机械设计中一项重要工作,键的选择包括类型选择和尺寸选择两个方面,键的类型应根据键联接的结构特点、使用要求和工作条件来选择;键的尺寸则按符合标准规格和强度要求来取定。
键的加工方法种类多种多样,在专用设备上或在普通机床上均可加工本文讲述的就是在普通铣床上加工方法。
Abstract: Key is used in the mechanical connection of standard parts, the key choice is an important task, key in the mechanical design options include the type selection and size to select the two aspects, the key type should be based on the structural characteristics of the key connection,requirements and workconditions to select; key size press in line with standard specifications and strength required to take the set. Variety of key types of processing methods, the processing described in this article in the ordinary milling processing methods in a dedicated device or can be in the ordinary machine tools.关键词:封闭式键槽;分层铣削法;顺铣Key words: closed keyway;layered milling;climb milling中图分类号:TH131.4 文献标识码:A 文章编号:1006—4311(2012)27—0024—020 引言键槽的作用一般用于回转体类零件的周向固定起传递扭矩和转矩。
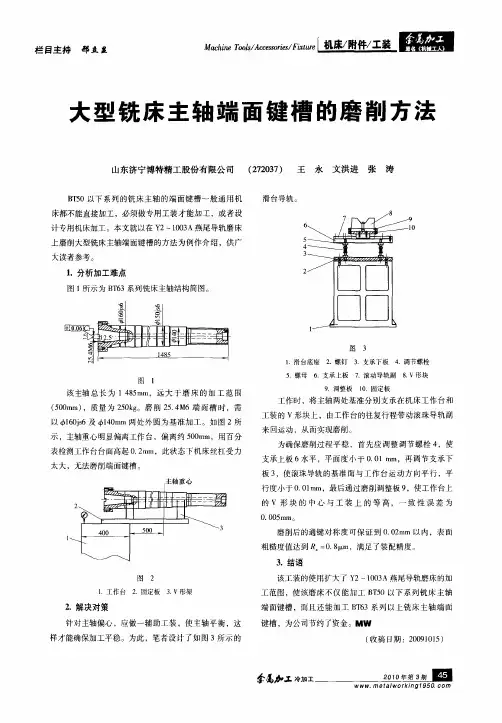
图1-1 麻花钻头的结构
2、中心钻
中心钻用于孔加工的预制精确定位,引导麻花钻进行孔加工,可以减小
0 =
1000
3.钻孔的对刀方法
二、轴上键槽的铣削工艺
工件的装夹及校正
装夹工件时,不但要保证工件的稳定性和可靠性,还要保证工件在夹紧后的中心位置不变,即保证键槽中心线与轴心线重合。
铣键槽的装夹方法一般有以下几种。
(a)铣削轴端键槽(b)铣削轴件上通键槽
图1-5 轴专用虎钳夹工件、工件的校正
图1-6 工件的校正
图1-10 分层铣削法
(a)千分尺测量槽深(b)块规配合游标卡尺测量槽深。
夹具设计说明书目录(1)定位方案论证 (2)(2)定位误差分析 (3)(3)夹紧力校核 (3)(4)设计小结 (4)一、定位方案论证首先来确定定位方案和夹紧方案,一般来说,铣键槽只需限制5个自由度,即轴向旋转的自由度无需消除,但由于轴末端的外圆上有10个均布的Φ20的孔,并且有位置度要求,所以为了铣这键槽必须限制6个自由度。
方案一由于铣键槽这道工序在这整个输出轴加工工序中比较靠后,所以可以利用以加工部位进行定位。
由于轴末端10个孔已加工完,可以“一面两销”限制6个自由度进行定位,1个大平面限制3个自由度,1个短销限制2个自由度,再加1个削边销限制1个自由度,总共6个自由度全部消除,为了能够承受加工时的切削力,所以在有键槽的外圆下端使用调节支撑钉作辅助支撑,2个销为非标准件可以拧上螺母用来夹紧。
方案二考虑到输出轴本身的结构特点,属于轴类零件,故采用2个短V型块限制4个自由度,在轴的前端加上支撑钉限制1个自由度,使输出轴不能左右移动,最后利用轴末端已加工好的孔使用定位插销,限制1个自由度,使之不能轴向旋转。
夹紧装置采用铰链压紧装置。
经比较方案一虽然一面两销的定位方案比较容易,但是为了夹紧,2个销使用的是非标准件,另外键槽的定位基准是轴的前端,如果使用方案一,基准不重合,造成过大的定位误差。
而定位方案二比较合理,不但消除所有的自由度,并且在前端使用支撑钉定位基准与设计基准重合,减少了定位误差,夹紧方式可靠。
故最终采用方案二作为定位夹紧方案。
二、定位误差的计算加工键槽有2个尺寸要求,1个是键槽宽度相对中心线的对称度要求,由于此次定位方案使用V形块定位,通过V形块的对中性,对工件没有影响,所以定位误差为0.另一个是深度,有定位误差V形块△jb=0.02/2=0.01△jw=0.02/(2*sin(90/2))=0.014△dw=0.014-0.01=0.004三、夹紧力校核当夹紧机构所能提供的最大夹紧力大于工件定位所需的夹紧力时,夹紧机构夹紧可靠,故在校核夹紧力时应分别计算工件定位所需的夹紧力和夹紧机构所能提供的最大夹紧力。
内键槽加工方法_要怎样加工键槽零件加工肯定需要加工内键槽,那么你想知道内键槽加工方法有哪些吗?下面就由店铺为你带来内键槽加工方法分析,希望你喜欢。
内键槽加工方法加工键槽的方法分为轴上加工键槽,轮盘键槽。
轴上加工键槽,只能采用键槽铣刀铣键槽,轮盘类的零件加工键槽,可以采用插床插键槽、线切割切键槽、钳工锉修键槽。
加工键槽最应注意的是同轴度、对称度,键槽深一些问题不大,但是键槽的宽度尺寸一定要保证,不能宽度尺寸不能大了。
传统内键槽加工方法网友1:1.在盲孔内加工键槽,只能采用“刨铡”类加工方式。
2.盲孔内加工轴向直槽,比较麻烦。
一般只能采用直线往复运动的加工方式来解决。
3.由于往复运动的加工方式,在槽底必须有退刀槽,否则不易断屑。
4.如果孔径比较大,槽底离孔底距离也比较大,可以设计一个小型角度头,在铣削类机床上加工完成。
5.如果设计上能避免这种结构,则尽量不用盲孔内键槽。
网友2:用拉屑的方法好。
内孔键槽一般可以用刨、插、拉的加工方法加工。
具休用那种方法,在工艺选捀上,是根据工件的尺寸特点、精度技术要求,产品批量、以及厂家现在机床设备而定的。
就加工精度及小长孔内键槽,选用拉床成型刀具拉屑加工方法最好;若用插、刨刀具对600―2000mm长槽加工,会产生“让刀”现象难以消除一头深一头浅。
轴上内键槽加工方法网友1:1、C型键槽的这种形状,使用棒铣刀、采用立铣的加工方法较常见。
2、在轴上或孔内加工出一条与键相配的槽,用来安装键,以传递扭矩,这种槽就叫键槽。
3、轴(shaft)是穿在轴承中间或车轮中间或齿轮中间的圆柱形物件,但也有少部分是方型的。
轴是支承转动零件并与之一起回转以传递运动、扭矩或弯矩的机械零件。
一般为金属圆杆状,各段可以有不同的直径。
机器中作回转运动的零件就装在轴上。
网友2:叫钳工划线、剔槽、卧键。
做工具在车床、刨床、钻床加工。
1、在车床,在中托板上做工具,使工件中心高与车床中心高一致,三爪卡立铣刀,用中托板走刀,大托板进给。
加工中心铣键槽编程实例加工中心铣键槽是一个相对复杂的加工过程,需要精确的编程和操作技巧。
以下是一个简单的加工中心铣键槽的编程实例,包括加工步骤、刀具选择、切削参数和程序编写等。
一、加工步骤零件固定:将零件安装在加工中心工作台上,确保零件位置准确,并固定好。
刀具选择:根据零件材料和键槽尺寸选择合适的刀具类型和刀具直径。
切削参数设置:设置切削速度、进给速度和切削深度等参数。
程序编写:根据加工步骤和切削参数编写加工程序。
加工操作:在加工中心上运行程序,进行铣键槽操作。
检验:对加工完成的键槽进行检验,确保其尺寸精度和表面质量符合要求。
二、刀具选择根据零件材料和键槽尺寸,选择合适的刀具类型和刀具直径。
以下是几种常见的刀具类型和适用范围:圆柱形铣刀:适用于铣削直槽和键槽,常用的刀具直径有6mm、8mm、10mm等。
球头铣刀:适用于铣削曲槽和键槽,常用的刀具直径有6mm、8mm、10mm等。
立式铣刀:适用于铣削直槽和键槽,常用的刀具直径有6mm、8mm、10mm等。
键槽钻头:适用于钻削直槽和键槽,常用的钻头直径有6mm、8mm、10mm等。
三、切削参数切削参数包括切削速度、进给速度和切削深度等,应根据刀具类型、零件材料和键槽尺寸等因素进行调整。
以下是几种常见的切削参数设置:切削速度:根据刀具类型、零件材料和切削深度等因素进行设置。
一般来说,铣削速度在100~200m/min之间,钻削速度在50~100m/min 之间。
进给速度:根据切削深度和刀具直径进行设置。
一般来说,铣削进给速度在50~100mm/min之间,钻削进给速度在20~50mm/min之间。
切削深度:根据键槽尺寸和零件厚度进行设置。
一般来说,铣削切削深度在0.5~2mm之间,钻削切削深度在0.5~1.5mm之间。
四、程序编写根据加工步骤和切削参数编写加工程序,以下是一个简单的程序编写示例:G28.1 X0 Y0 Z0:将工作台移至X、Y、Z轴原点位置。
电机轴键槽标准
电机轴键槽是连接电机轴和轴承的重要部件,其标准化设计和加工对于电机的性能和可靠性具有重要影响。
本文将介绍电机轴键槽的标准,包括标准尺寸、加工工艺和质量要求。
首先,电机轴键槽的标准尺寸是非常重要的。
根据国家标准,电机轴键槽的尺寸应符合GB/T 1096-2005《平键和键槽》标准。
其中,平键的尺寸包括宽度、厚度和长度,而键槽的尺寸包括宽度、深度和长度。
这些尺寸的标准化设计可以确保电机轴键槽与标准轴承和轴键的匹配性,从而保证电机的传动效率和稳定性。
其次,电机轴键槽的加工工艺也是至关重要的。
在加工电机轴键槽时,需要选择合适的刀具和加工工艺,确保键槽的尺寸和表面质量符合标准要求。
一般来说,电机轴键槽的加工工艺包括铣削、滚压和拉削等方法。
在进行加工时,需要严格控制加工参数,包括转速、进给速度和切削深度,以确保键槽的尺寸和表面粗糙度符合标准要求。
最后,电机轴键槽的质量要求也需要重视。
根据国家标准,电机轴键槽的质量要求包括表面粗糙度、平行度和垂直度等指标。
在
生产过程中,需要进行严格的质量检测,确保键槽的质量符合标准要求。
同时,还需要进行防锈处理和包装,以确保键槽在运输和使用过程中不受损坏。
总的来说,电机轴键槽的标准化设计、加工工艺和质量要求对于电机的性能和可靠性具有重要影响。
只有严格按照国家标准进行设计和加工,才能确保电机轴键槽的质量和可靠性,从而提高电机的使用寿命和传动效率。
希望本文的介绍能够对电机轴键槽的标准化设计和加工提供一定的参考和指导。