焊接检查记录表
- 格式:docx
- 大小:14.03 KB
- 文档页数:7
N0:1 XCJL-05/03
产品名称 规格型号 产品编号
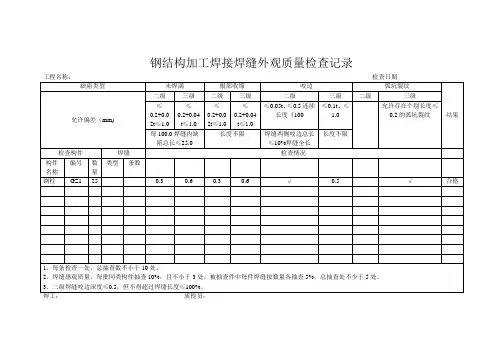
焊接部位 焊接方法 组对 间隙 焊缝 清根 质量 焊材 牌号 焊材 规格 有无 上岗 证 电流 A 电压 V 焊缝外 观质量 焊肉 尺寸 焊工 姓名 检验 结果 检验员 日期
N0:1 DBH.J L-02-03/2
产品名称 MHSE80(40+40)T---10.1 图号 10230016-MHE 80.4.2 合同号
MHE2011001
焊接工艺卡编 号 焊接方法 组对 间隙 焊缝 清根 质量 焊材 牌号 焊材 规格 有无 上岗 证 电流 A 电压 V 焊缝外 观质量 焊肉 尺
寸
焊工
姓名
检验
结果
检验
员
日期
DBH • J-09 手工焊 2mm 良好 J422 ①
4.0mm
有 320 31 合格 6mm 徐关 奇 合格 李海
堂
2011.5.23
DBH.J-27 埋弧焊 2mm 良好 H08A ① 2.0mm 有 430 32 合格 6mm 徐关 奇 合格 李海 堂 2011.5.23
DBH.J-28 二氧焊 2mm 良好 H08A ① 1.2mm 有 330 32 合格 6mm 徐关 奇 合格 李海 堂 2011.5.23
产品名称 QE100(50+50)-28.5mA5 图号 QE10TF0001-M 2777 合同号
QE20110001
焊接工艺卡编 号 焊接方法 组对 间隙 焊缝 清根 质量 焊材 牌号 焊材 规格 有无 上岗 证 电流 A 电压 V 焊缝外 观质量 焊肉 尺
寸
焊工
姓名
检验
结果
检验
员
日期
DBH • J-09
手把焊 2mm 良好 J422 ① 4.0mm 5.0mm 有
340
28 合格 6mm 朱振 广 合格 李海 堂 2011..5.24
DBH.J-27 埋弧焊 2mm 良好 H08A ① 2.0mm 有 490 36 合格 6mm 朱振 广 合格 李海 堂 2011..5.24
DBH.J-28 二保焊 2mm 良好 H08A ① 1.2mm 有 350 32 合格 6mm 薛伟 合格 李海 堂 2011..5.24
产品名称 LH32/5T---22.5 图号 LH3208 合同号
ZY10-1
焊接工艺卡编 号 焊接方法 组对 间隙 焊缝 清根 质量 焊材 牌号 焊材 规格 有无 上岗 证 电流 A 电压 V 焊缝外 观质量 焊肉 尺
寸
焊工
姓名
检验
结果
检验
员
日期
DBH • J-09 手把焊 2mm 良好 J422 ①
4.0mm
有 320 30 合格 6mm 薛伟 合格 李海
堂
2010.11.13
DBH.J-27 埋弧焊 2mm
良好
H08A
① 2.0mm 有 360 34 合格 6mm 朱振 广 合格 李海
堂
2010.11.12
DBH.J-28 二保焊 2mm 良好 H08A
①
1.2mm
有 330 31 合格 6mm 徐关 奇 合格 李海
堂
2010.11.18
产品名称 QD320/75T---28.5 图号 QD320.00 合同号
20100830
焊接工艺卡编 号 焊接方法 组对 间隙 焊缝 清根 质量 焊材 牌号 焊材 规格 有无 上岗 证 电流 A 电压 V 焊缝外 观质量 焊肉 尺
寸
焊工
姓名
检验
结果
检验
员
日期
DBH • J-09 手把焊 2mm 良好 J422 ①
4.0mm
5.0mm
有 320 30 合格 6mm 朱振 广 合格 李海
堂
2010.11.12
DBH.J-27 埋弧焊 3mm 良好 H08A ① 3.2mm 有 450 34 合格 8mm 狄瑞 鹏 合格 李海 堂 2010.11.13
DBH.J-28 二保焊 2mm 良好 H08A
①
1.2mm
有 390 31 合格 6mm 徐关 奇 合格
李海
堂
2010.11.20
DBH.J-27 埋弧焊 3mm 良好 H08A ① 2.0mm 有 450 34 合格 8mm 朱振 广 合格 李海 堂 2010.11.14
产品名称 图号 ) 合同号
焊接工艺卡编 号 焊接方法 组对 间隙 焊缝 清根 质量 焊材 牌号 焊材 规格 有无 上岗 证 电流 A 电压 V 焊缝外 观质量 焊肉
尺寸
焊工
姓名
检验
结果
检验
员
日期
产品名称 图号 ) 合同号
焊接工艺卡编 号 焊接方法 组对 间隙 焊缝 清根 质量 焊材 牌号 焊材 规格 有无 上岗 证 电流 A 电压 V 焊缝外 观质量 焊肉
尺寸
焊工
姓名
检验
结果
检验
员
日期