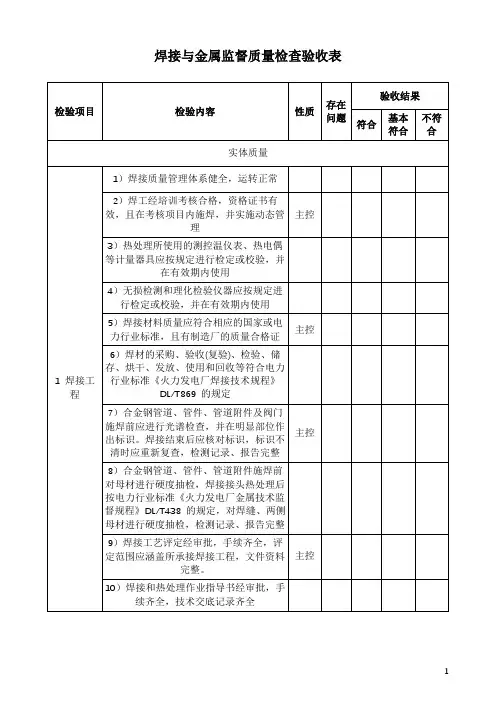
焊接质量检查验收表
- 格式:doc
- 大小:383.50 KB
- 文档页数:11
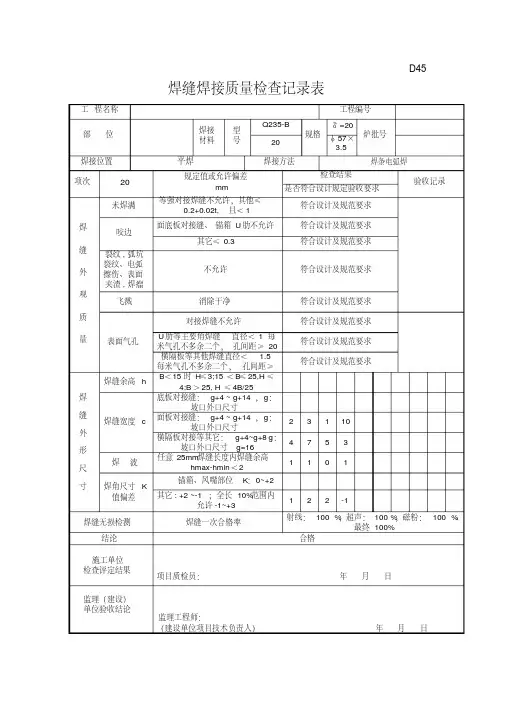
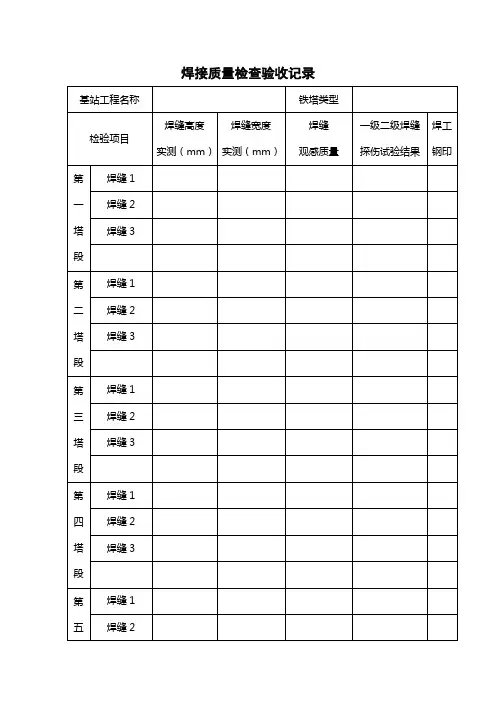
焊缝焊接质量检查记录表工程名称工程编号部位焊接材料型号Q235-B规格δ=20炉批号20φ57×3.5焊接位置平焊焊接方法焊条电弧焊项次20 规定值或允许偏差mm检查结果验收记录是否符合设计规定验收要求焊缝外观质量未焊满等强对接焊缝不允许,其他≤0.2+0.02t,且<1符合设计及规范要求咬边面底板对接缝、锚箱U肋不允许符合设计及规范要求其它≤0.3 符合设计及规范要求裂纹,弧坑裂纹、电弧擦伤、表面夹渣,焊瘤不允许符合设计及规范要求飞溅消除干净符合设计及规范要求表面气孔对接焊缝不允许符合设计及规范要求U肋等主要角焊缝直径<1 每米气孔不多余二个,孔间距≥20符合设计及规范要求横隔板等其他焊缝直径< 1.5每米气孔不多余二个,孔间距≥符合设计及规范要求焊缝外形尺寸焊缝余高hB<15时H≤3;15<B≤25,H≤4;B>25, H≤4B/25焊缝宽度 c底板对接缝:g+4 ~ g+14,g:坡口外口尺寸面板对接缝:g+4 ~ g+14,g:坡口外口尺寸2 3 1 10横隔板对接等其它:g+4~g+8 g:坡口外口尺寸g=164 75 3 焊波任意25mm焊缝长度内焊缝余高hmax-hmin<21 1 0 1焊角尺寸K值偏差锚箱、风嘴部位K:0~+2其它: +2 ~-1;全长10%范围内允许-1~+31 2 2 -1焊缝无损检测焊缝一次合格率射线: 100 %;超声:100 %;磁粉: 100 %。
最终100%结论合格施工单位检查评定结果项目质检员:年月日监理(建设)单位验收结论监理工程师:(建设单位项目技术负责人)年月日焊缝焊接质量检查记录表工程名称青岛中学周边水系景观及公共配套二期工程工程编号部位滨海花园区廊架焊接材料型号Q235-B规格δ=20炉批号20φ57×3.5焊接位置平焊焊接方法焊条电弧焊项次20 规定值或允许偏差mm检查结果验收记录是否符合设计规定验收要求焊缝外观质量未焊满等强对接焊缝不允许,其他≤0.2+0.02t,且<1符合设计及规范要求咬边面底板对接缝、锚箱U肋不允许符合设计及规范要求其它≤0.3 符合设计及规范要求裂纹,弧坑裂纹、电弧擦伤、表面夹渣,焊瘤不允许符合设计及规范要求飞溅消除干净符合设计及规范要求表面气孔对接焊缝不允许符合设计及规范要求U肋等主要角焊缝直径<1 每米气孔不多余二个,孔间距≥20符合设计及规范要求横隔板等其他焊缝直径< 1.5每米气孔不多余二个,孔间距≥符合设计及规范要求焊缝外形尺寸焊缝余高hB<15时H≤3;15<B≤25,H≤4;B>25, H≤4B/25焊缝宽度 c底板对接缝:g+4 ~ g+14,g:坡口外口尺寸面板对接缝:g+4 ~ g+14,g:坡口外口尺寸4 7 9 5横隔板对接等其它:g+4~g+8 g:坡口外口尺寸g=166 6 47 焊波任意25mm焊缝长度内焊缝余高hmax-hmin<20 1 1 0焊角尺寸K值偏差锚箱、风嘴部位K:0~+2其它: +2 ~-1;全长10%范围内允许-1~+32 1 -1 -1焊缝无损检测焊缝一次合格率射线: 100 %;超声:100 %;磁粉: 100 %。
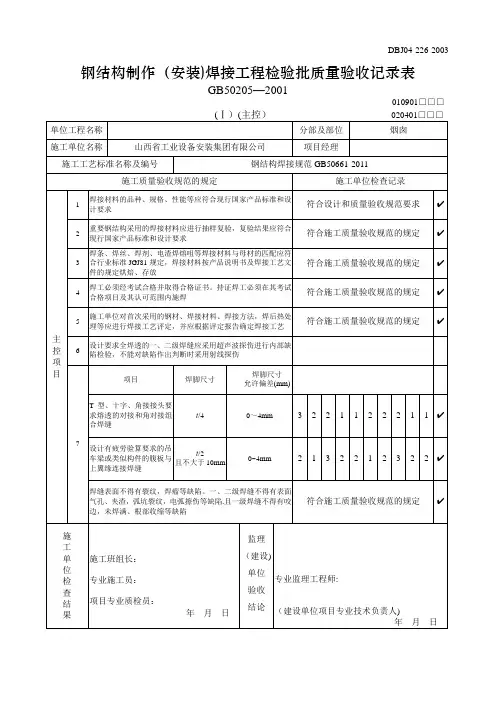
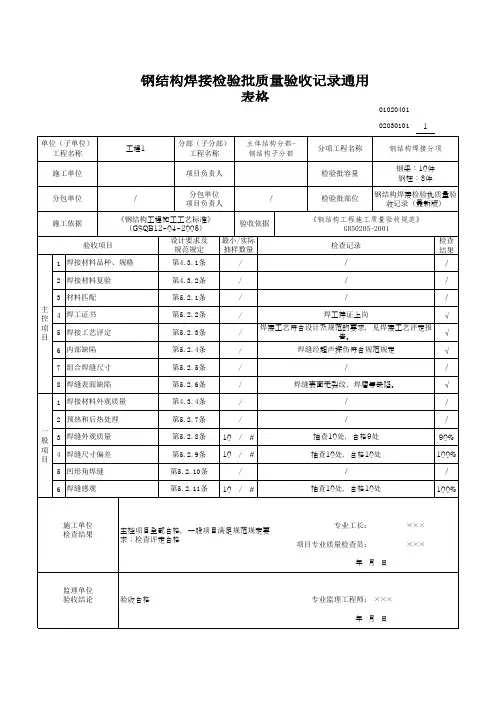
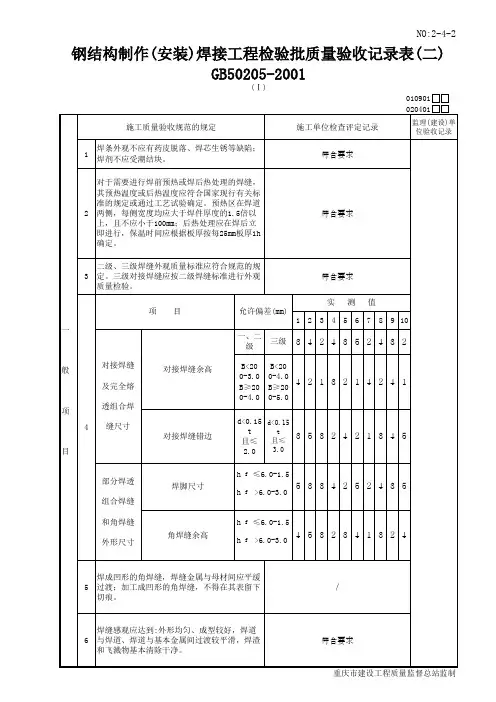
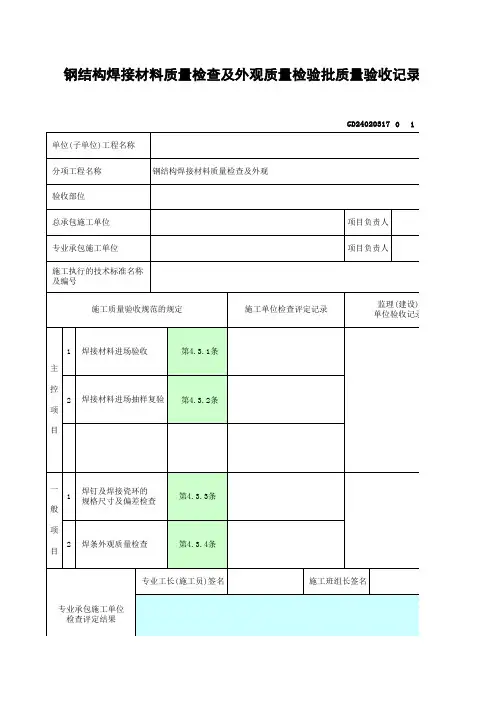
钢结构制作(安装)焊接工程检验批质量验收记录表GB50205—2001010901□□□说明010901(Ⅰ)(主控) 020401 主控项目:1.检查数量:全数检查。
检验方法:检查产品的质量合格证明文件,中文标志及检验报告.2。
全数检查。
检查复验报告。
3。
全数检查。
检查质量证明书和烘焙记录和材料用量证明。
4.全数检查。
检查焊工合格证及其认可范围,有效期。
5.全数检查。
检查焊接工艺评定报告。
6.全数检查.检查超声波或射线探伤记录。
7.资料全数检查;同类焊缝抽查10%,且不应少于3条。
观察检查,用焊缝量规抽查测量.见图5。
2.5。
8。
每批同类构件抽查10%,且不应少于3件;被抽查构件中,每一类型焊缝按条数抽查5%且不应少于1条,每条检查1处,总抽查数不应少于10处.观察检查或使用放大镜、焊缝量规和钢尺检查,当存在疑义时,采用渗透或磁粉探伤检查.钢结构制作(安装)焊接工程检验批质量验收记录表GB50205—2001010901□□说明010901(Ⅰ)(一般) 020401 一般项目:1。
按量抽查1%,且不应少于10包.观察检查。
2。
全数检查。
检查预、后热施工记录和工艺试验报告。
3。
检查数量同主控项目第8条。
观察检查或使用放大镜、焊缝量规和钢尺检查。
见附录A。
0.1表。
4。
检查数量同主控项目第8条.用焊缝量规检查。
注:B指焊缝宽度h f>8.0mm的角焊缝其局部焊脚尺寸允许低于设计要求值1.0mm,但总长度不得超过焊缝长度10%;焊接H形梁腹板与翼缘板的焊缝两端在其两翼缘板宽度范围内,焊缝的焊脚尺寸不得低于设计值。
见附录A。
0。
1-2表.5.检查数量:每批同类构件抽查10%,且不应少于3件,观察检查。
6。
检查数量:每批同类构件抽查10%,且不应少于3件,被抽查构件中,每件焊缝按数量各抽查5%,总抽查处不应少于5处.观察检查.注:t为连接处较薄的板厚。
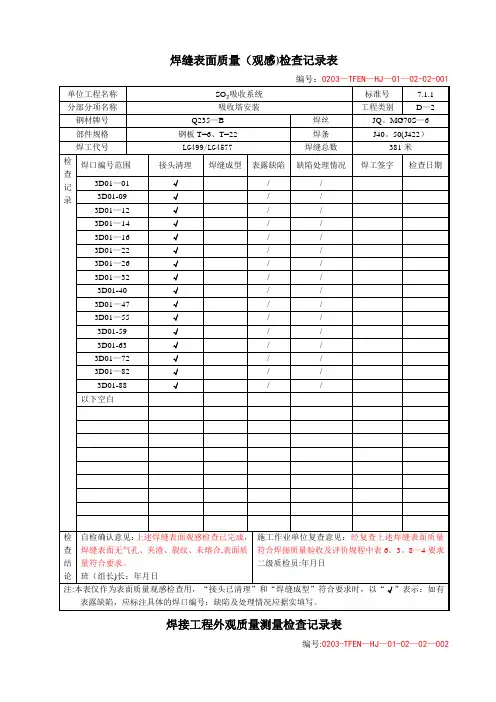
焊缝表面质量(观感)检查记录表
编号:0203—TFEN—HJ—01—02-02-001
焊接工程外观质量测量检查记录表
编号:0203-TFEN—HJ—01-02—02—002
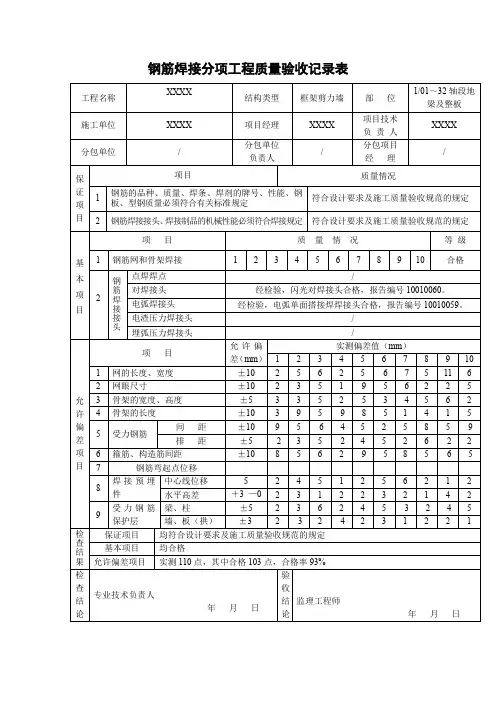
焊接工程质量分批验收记录表
焊接分项工程综合质量验收评定表
编号:0203—HJ—01—02—02-001
表B.7 焊工自检记录表
注:“接头已清理”和“焊缝尺寸符合要求”时,以“√”表示,“未清理”和“焊缝尺寸不符合要求”以“×”表示。
班组长:焊工:
表B.8 分项工程焊接接头表面质量检验评定表mm
注:验评结果符合合格级标准,在相应检验指标下记“√”;优良者记“Δ"。
合格级与优良级标准相同亦记“Δ”.
公司(处)质检代表:
工地(处)技术负责人:
工地(队)质检员:
班(组)长:
验评日期:
表B.9 分项工程焊接综合质量等级评定表
建设单位代表:工地(队)技术负责人:
公司(处)之间代表:验评日期:
工地(队)质检员:
表6.3。
8—1 焊接工程分类和质量检查、检验项目及数量
表6.3.8—3 B类工程焊接质量检验评定标准mm
表6。
3.8—3(续)
C类工程焊接质量检验评定标准见表6。
3.8—4。
表6.3.8-4 C类工程焊接质量检验评定标准mm。
焊接工艺验收表完整版1. 引言本文档为焊接工艺验收表的完整版,旨在对焊接工艺进行全方位的评估与验收,确保焊接过程的质量和安全性。
2. 验收内容本次焊接工艺验收主要包括以下内容:- 焊接材料的选择和使用- 焊接设备的合理配置和正常运行- 焊接工艺参数的设定与控制- 焊接过程的质量监控- 焊缝的检测与评估3. 验收步骤3.1 焊接材料的选择和使用验收1. 检查焊接材料的质量证书,确保符合相关标准要求。
2. 检查焊材的保存情况,防止潮湿、腐蚀、污染等问题。
3. 确保焊材的合理搭配和正确使用,防止材料的不匹配导致焊缝质量不良。
3.2 焊接设备的合理配置和正常运行验收1. 检查焊接设备的合理配置是否满足焊接要求。
2. 检查焊接设备的运行情况,确保设备能够正常工作。
3. 确保焊接设备的维修记录完整,设备维护保养得当。
3.3 焊接工艺参数的设定与控制验收1. 检查焊接工艺参数的设定是否符合焊接要求。
2. 确认焊接工艺参数的控制是否稳定,是否能够保证焊接质量。
3. 检查焊接工艺参数的记录和调整情况,确保工艺参数的稳定性。
3.4 焊接过程的质量监控验收1. 检查焊接过程中的焊接质量监控措施是否到位。
2. 检查焊接过程中的监控记录,确保焊接过程的质量监控有效执行。
3. 确认焊接过程中的质量问题是否得到及时处理和解决。
3.5 焊缝的检测与评估验收1. 进行焊缝的外观检测,确认焊缝的形状、尺寸和表面质量是否符合要求。
2. 进行焊缝的无损检测,检查焊缝内部的缺陷情况。
3. 进行焊缝的力学性能测试,确定焊缝的强度和韧性等性能指标。
4. 验收结果和结论经过全面的焊接工艺验收,根据每一项验收内容的评估结果,得出以下结论:- 对焊接材料的选择和使用验收:合格/不合格- 对焊接设备的合理配置和正常运行验收:合格/不合格- 对焊接工艺参数的设定与控制验收:合格/不合格- 对焊接过程的质量监控验收:合格/不合格- 对焊缝的检测与评估验收:合格/不合格5. 验收建议和改进措施根据上述验收结果,对不合格项提出建议和改进措施,以进一步提高焊接工艺的质量和安全性。
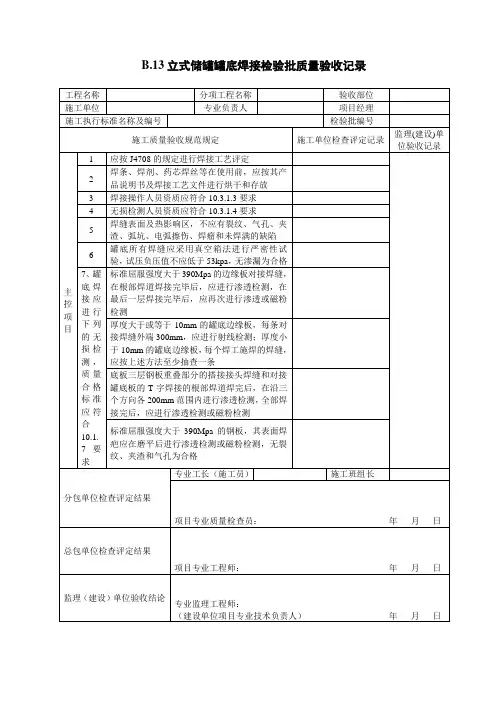
B.13立式储罐罐底焊接检验批质量验收记录表B13(续)下面是赠送的团队管理名言学习,不需要的朋友可以编辑删除谢谢1、沟通是管理的浓缩。
2、管理被人们称之为是一门综合艺术--“综合”是因为管理涉及基本原理、自我认知、智慧和领导力;“艺术”是因为管理是实践和应用。
3、管理得好的工厂,总是单调乏味,没有任何激动人心的事件发生。
4、管理工作中最重要的是:人正确的事,而不是正确的做事。
5、管理就是沟通、沟通再沟通。
6、管理就是界定企业的使命,并激励和组织人力资源去实现这个使命。
界定使命是企业家的任务,而激励与组织人力资源是领导力的范畴,二者的结合就是管理。
7、管理是一种实践,其本质不在于“知”而在于“行”;其验证不在于逻辑,而在于成果;其唯一权威就是成就。
8、管理者的最基本能力:有效沟通。
9、合作是一切团队繁荣的根本。
10、将合适的人请上车,不合适的人请下车。
11、领导不是某个人坐在马上指挥他的部队,而是通过别人的成功来获得自己的成功。
12、企业的成功靠团队,而不是靠个人。
13、企业管理过去是沟通,现在是沟通,未来还是沟通。
14、赏善而不罚恶,则乱。
罚恶而不赏善,亦乱。
15、赏识导致成功,抱怨导致失败。
16、世界上没有两个人是完全相同的,但是我们期待每个人工作时,都拥有许多相同的特质。
17、首先是管好自己,对自己言行的管理,对自己形象的管理,然后再去影响别人,用言行带动别人。
18、首先要说的是,CEO要承担责任,而不是“权力”。
你不能用工作所具有的权力来界定工作,而只能用你对这项工作所产生的结果来界定。
CEO要对组织的使命和行动以及价值观和结果负责。
19、团队精神是从生活和教育中不断地培养规范出来的。
研究发现,从小没有培养好团队精神,长大以后即使天天培训,效果并不是很理想。
因为人的思想是从小造就的,小时候如果没有注意到,长大以后再重新培养团队精神其实是很困难的。
20、团队精神要从经理人自身做起,经理人更要带头遵守企业规定,让技术及素质较高的指导较差的,以团队的荣誉就是个人的骄傲启能启智,互利共生,互惠成长,不断地逐渐培养员工的团队意识和集体观念。
焊接检验质量验收记录表一、引言焊接检验是确保焊接结构安全性和质量的关键过程。
通过对焊接接头的物理、化学和机械性能进行全面评估,可以有效地保证焊接工程的质量。
本文将详细介绍焊接检验质量验收记录表及其重要性。
二、焊接检验质量验收记录表概述焊接检验质量验收记录表是一份详细记录焊接接头质量信息的文件。
该记录表包含了焊接接头的各项质量指标,如焊缝外观、尺寸、硬度、金相组织、无损检测等。
通过对这些数据的分析,可以判断焊接接头是否符合设计要求,从而确保焊接工程的质量。
三、焊接检验质量验收记录表的内容1、焊缝外观检查:记录焊缝的表面质量,如咬边、焊瘤、飞溅等缺陷。
2、焊缝尺寸测量:测量焊缝的宽度、高度、间隙等尺寸,判断是否符合设计要求。
3、硬度检测:通过硬度计测量焊缝和母材的硬度,判断是否符合技术标准。
4、金相组织分析:通过金相显微镜观察焊缝的金相组织,判断其结晶质量和显微组织。
5、无损检测:采用超声波、射线等方法对焊缝进行无损检测,判断内部是否存在缺陷。
四、焊接检验质量验收记录表的重要性1、保证焊接工程质量:通过焊接检验质量验收记录表,可以全面了解焊接接头的各项质量指标,从而保证焊接工程的质量。
2、指导焊接施工:通过对焊接检验结果的分析,可以指导施工单位调整焊接工艺,提高焊接质量。
3、确保安全:焊接检验质量验收记录表是工程验收的重要依据,也是保证焊接结构安全的重要手段。
4、为未来工作提供参考:焊接检验质量验收记录表可以为以后的焊接工程提供参考,避免出现类似的问题。
五、结论焊接检验质量验收记录表是保证焊接工程质量的重要工具。
通过详细记录和评估焊接接头的各项质量指标,可以有效地保证焊接结构的安全性和稳定性。
通过对焊接检验结果的分析,可以指导施工单位调整焊接工艺,提高焊接质量。
因此,我们应该充分重视焊接检验质量验收记录表的重要性,并将其作为焊接工程质量控制的重要组成部分。
检验批质量验收记录表一、引言在建筑工程中,质量验收是决定工程最终质量的关键环节。
)范本(焊接质量检查验收表.焊缝表面质量(观感)检查记录表编号:0203-TFEN-HJ-01-02-02-001自检确认意见:上述焊缝表面观感检查已完施工作业单位复查意见:经复查上述焊缝表面质量符合焊接质量验收及评价规程中表6.3.8-4检成,焊缝表面无气孔、夹渣、裂纹、未熔合,要求查表面质量符合要求。
结论日月年二级质检员:日月年班(组长)长:焊接工程外观质量测量检查记录表编号:0203-TFEN-HJ-01-02-02-002抽样汇总检验点数优良数合格数16 1616施工作业单位检查意见:经外观质量测量检查,质量部门复查意见:经外观质量测量检查,上述16只焊口符合焊接质量验收及评价规程中只焊口符合焊接质量验收及评价规程中表合格上述16标准,评定为检合格焊口表合格标准,评定为合格焊口验结论焊接工程质量分批验收记录表编号:0203-HJ-01-02-02-01-001焊接分项工程综合质量验收评定表编号:0203-HJ-01-02-02-001表B.7 焊工自检记录表注:“接头已清理”和“焊缝尺寸符合要求”时,以“√”表示,“未清理”和“焊缝尺寸不符合要求”以“×”表示。
班组长:焊工:表B.8 分项工程焊接接头表面质量检验评定表mm注:验评结果符合合格级标准,在相应检验指标下记“√”;优良者记“Δ”。
合格级与优良级标准相同亦记“Δ”。
公司(处)质检代表:工地(处)技术负责人:工地(队)质检员:班(组)长:验评日期:表B.9 分项工程焊接综合质量等级评定表建设单位代表:工地(队)技术负责人:公司(处)之间代表:验评日期:工地(队)质检员:表6.3.8-1 焊接工程分类和质量检查、检验项目及数量表6.3.8-2 A类工程焊接质量检验评定标准mm表6.3.8-3 B类工程焊接质量检验评定标准mm表6.3.8-3(续)C类工程焊接质量检验评定标准见表6.3.8-4。
表6.3.8-4 C类工程焊接质量检验评定标准mm(续)6.3.8-4表.a 手工电弧焊或埋弧焊。
编号:0203-TFEN-HJ-0
编号:0203-TFEN-HJ-0
焊接工程质量分批验收记录表
编号:0203-HJ-01
焊接分项工程综合质量验收评定表
编号:0203-HJ-0
表焊工自检记录表
注:“接头已清理”和“焊缝尺寸符合要求”时,以“√”表示,“未清理”和“焊缝尺寸不符合要求”以“×”表示。
班组长:焊工:
表分项工程焊接接头表面质量检验评定表 mm
注:验评结果符合合格级标准,在相应检验指标下记“√”;优良者记“Δ”。
合格级与优良级标准相同亦记“Δ”。
公司(处)质检代表:
工地(处)技术负责人:
工地(队)质检员:
班(组)长:
验评日期:
表分项工程焊接综合质量等级评定表
建设单位代表:工地(队)技术负责人:公司(处)之间代表:验评日期:
工地(队)质检员:
表6.3.8-1 焊接工程分类和质量检查、检验项目及数量
表-2 A类工程焊接质量检验评定标准 mm
表6.3.8-3 B类工程焊接质量检验评定标准 mm
表6.3.8-3(续)
C类工程焊接质量检验评定标准见表6.3.8-4。
表6.3.8-4 C类工程焊接质量检验评定标准 mm
表6.3.8-4(续)。