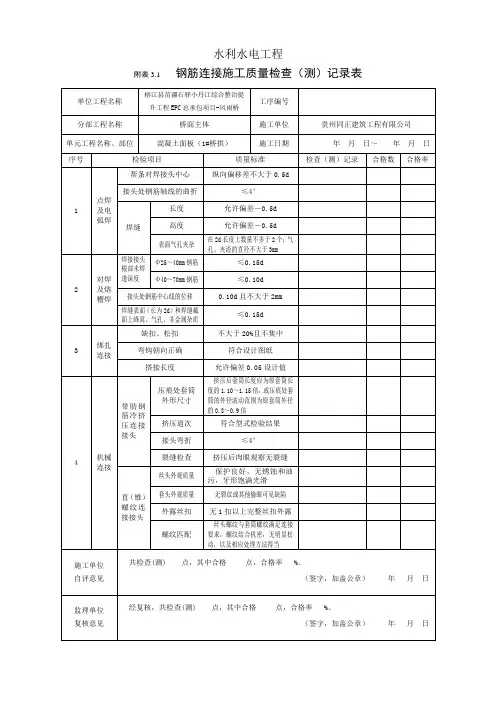
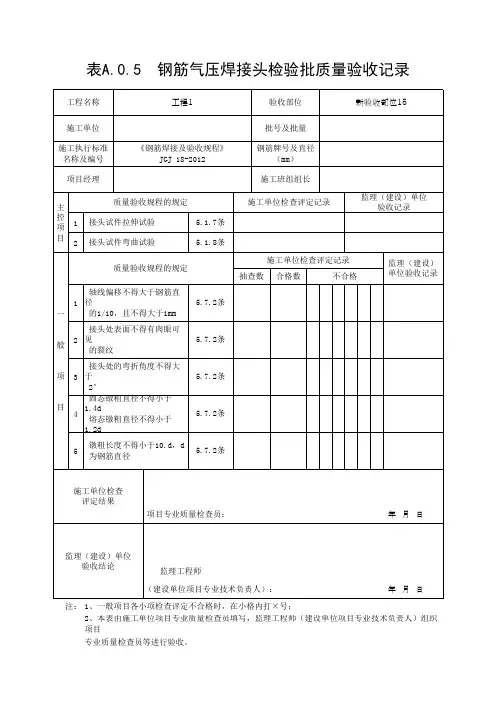
表C.0.5钢筋电阻点焊质量检查记录
- 格式:doc
- 大小:47.00 KB
- 文档页数:1
永安监理
建设单位: 监理单位: 施工单位: 检查时间: 年 月 日
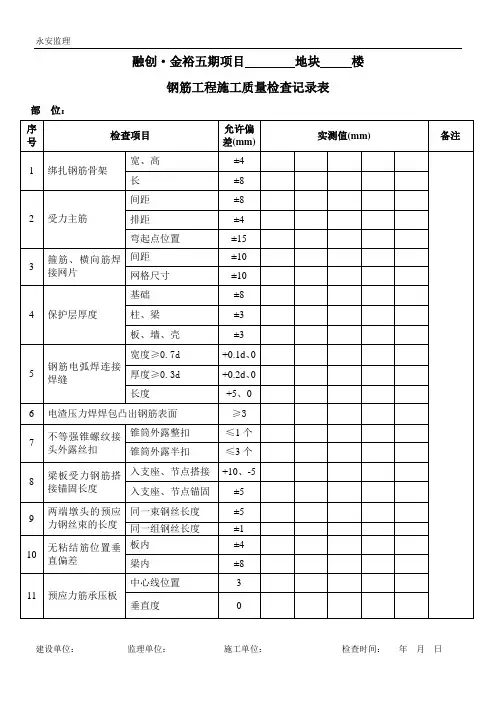
融创·金裕五期项目 地块 楼
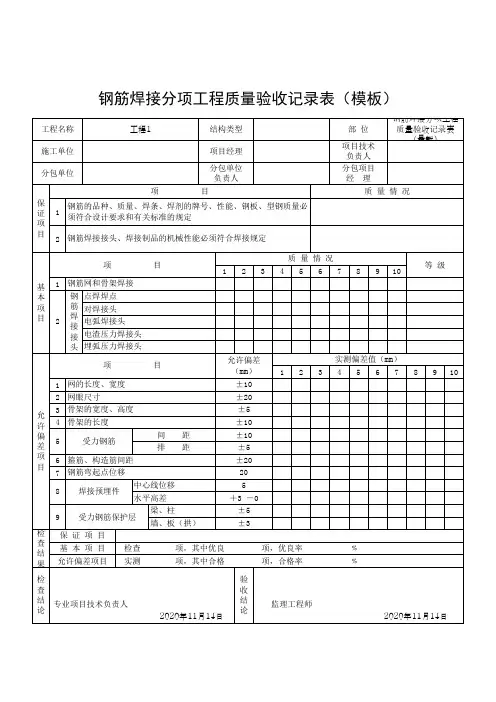
钢筋工程施工质量检查记录表
部 位: 序号 检查项目
允许偏
差(mm) 实测值(mm) 备注
1
绑扎钢筋骨架
宽、高 ±4
长 ±8 2
受力主筋
间距
±8 排距 ±4 弯起点位置
±15 3
箍筋、横向筋焊接网片 间距 ±10 网格尺寸
±10 4
保护层厚度
基础
±8 柱、梁 ±3 板、墙、壳 ±3 5
钢筋电弧焊连接
焊缝
宽度≥0.7d
+0.1d 、0 厚度≥0.3d
+0.2d 、0 长度 +5、0 6 电渣压力焊焊包凸出钢筋表面 ≥3 7
不等强锥螺纹接头外露丝扣 锥筒外露整扣 ≤1个 锥筒外露半扣
≤3个
8
梁板受力钢筋搭接锚固长度 入支座、节点搭接 +10、-5 入支座、节点锚固 ±5 9
两端墩头的预应力钢丝束的长度 同一束钢丝长度 ±5 同一组钢丝长度
±1
10
无粘结筋位置垂直偏差 板内
±4 梁内
±8
11 预应力筋承压板 中心线位置
3 垂直度。
钢筋焊接质量检测记录表项目信息
项目名称: [请填写项目名称]
项目地点: [请填写项目地点]
日期: [请填写日期]
检测人员信息
检测人员: [请填写检测人员姓名]
资质: [请填写检测人员资质]
检测要求
根据相关标准和要求,对钢筋焊接质量进行检测,包括以下项目:
1. 焊接材料检查
2. 焊缝外观检查
3. 扩展性能检查
4. 抗冲击性能检查
检测结果
1. 焊接材料检查
- 焊条牌号: [请填写焊条牌号]
- 焊接工艺: [请填写焊接工艺]
- 焊缝检测结果: [请填写焊缝检测结果,例如合格、不合格]
2. 焊缝外观检查
- 焊缝外观检查结果: [请填写焊缝外观检查结果,例如合格、不合格]
- 外观缺陷描述: [请填写外观缺陷描述,如果有]
3. 扩展性能检查
- 扩展性能检查结果: [请填写扩展性能检查结果,例如合格、不合格]
- 检测数值: [请填写检测数值,如果有]
4. 抗冲击性能检查
- 抗冲击性能检查结果: [请填写抗冲击性能检查结果,例如合格、不合格]
- 检测数值: [请填写检测数值,如果有]
备注
[请填写其他需要记录的信息以及备注]
签名
检测人员: [请填写检测人员姓名]
日期: [请填写日期]
以上为钢筋焊接质量检测记录表,供参考使用。
根据实际情况填写相关信息,并确保记录准确可靠。
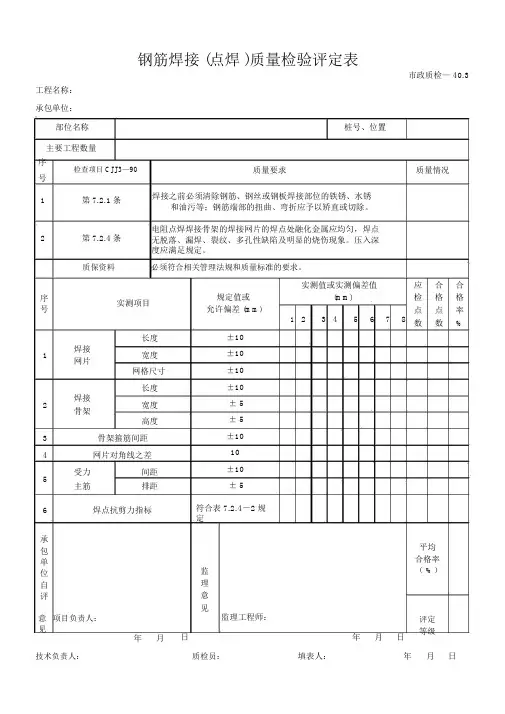
钢筋焊接 (点焊 )质量检验评定表
工程名称:
承包单位:
部位名称
主要工程数量
序
检查项目 CJJ3—90号
1第7.2.1条
2第7.2.4条
市政质检— 40.3
桩号、位置
质量要求质量情况
焊接之前必须清除钢筋、钢丝或钢板焊接部位的铁锈、水锈
和油污等;钢筋端部的扭曲、弯折应予以矫直或切除。
电阻点焊焊接骨架的焊接网片的焊点处融化金属应均匀,焊点
无脱落、漏焊、裂纹、多孔性缺陷及明显的烧伤现象。
压入深
度应满足规定。
质保资料必须符合相关管理法规和质量标准的要求。
序
实测项目
号
长度
1焊接
宽度网片
网格尺寸
长度
2焊接
宽度骨架
高度
3骨架箍筋间距4网片对角线之差
5受力间距主筋排距
6焊点抗剪力指标
承
包
单
位
自
评
规定值或
允许偏差 (mm)
±10
±10
±10
±10
± 5
± 5
±10
10
±10
± 5
符合表 7.2.4-2规
定
监
理
意
见
实测值或实测偏差值应合合
(mm)检格格
12345678
点点率
数数%
平均
合格率
( %)
意项目负责人:
见
年月
监理工程师:
日年月日
评定
等级
技术负责人:质检员:填表人:年月日。
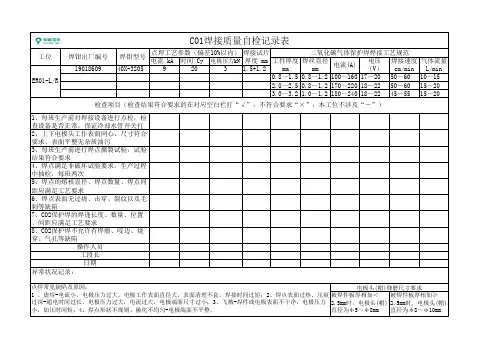
电流 kA 时间 Cy 电极压力kN 40X-32059203 1.5+1.20.8~1.50.8~1.2100~16017~2050~6010~152.0~2.50.8~1.2170~22018~2250~6015~203.0~3.21.0~1.2180~24018~2245~5515~20二氧化碳气体保护焊焊接工艺规范工件厚度mm 焊丝直径mm 电流(A)电压(V)焊接速度cm/min 气体流量L/min 焊钳型号点焊工艺参数(偏差10%以内)焊接试片厚度 mm 被焊件板厚相加<2.5mm时,电极头(帽)直径为φ5~φ8mm 电极头(帽)修磨尺寸要求被焊件板厚相加≥2.5mm时, 电极头(帽)直径为φ8~φ10mm点焊常见缺陷及原因:1 、虚焊-电流小,电极压力过大,电极工作表面直径大,表面清理不良,焊接时间过短;2、焊点表面过热、压痕过深-通电时间过长,电极压力过大,电流过大,电极端面尺寸过小;3、飞溅-焊件或电极表面不干净,电极压力小,加压时间短;4、焊点形状不规则、融化不均匀-电极端面不平整。
ER01-L/R19018609操作人员工段长日期异常状况记录:8、CO2保护焊不允许有焊瘤、咬边、烧穿、气孔等缺陷7、CO2保护焊的焊逢长度、数量、位置、间距应满足工艺要求2、上下电极头工作表面同心、尺寸符合要求、表面平整无杂质油污6、焊点表面无过烧、击穿、裂纹以及毛刺等缺陷5、焊点的熔核直径、焊点数量、焊点间距应满足工艺要求检查项目(检查结果符合要求的在对应空白栏打“√”,不符合要求“×”,本工位不涉及“―”)3、每班生产前进行焊点撕裂试验,试验结果符合要求4、焊点满足非破坏试验要求,生产过程中抽检,每班两次1、每班生产前对焊接设备进行点检,检查设备是否正常,保证冷却水管开关打C01焊接质量自检记录表工位焊钳出厂编号电流 kA 时间 Cy 电极压力kN40C-271810253 1.5+2.040X-451691831.2+1.20.8~1.50.8~1.2100~16017~2050~6010~152.0~2.50.8~1.2170~22018~2250~6015~203.0~3.2 1.0~1.2180~24018~2245~5515~20检查项目(检查结果符合要求的在对应空白栏打“√”,不符合要求“×”,本工位不涉及“―”)1、每班生产前对焊接设备进行点检,检查设备是否正常,保证冷却水管开关打C01焊接质量自检记录表工位焊钳出厂编号焊钳型号点焊工艺参数(偏差10%以内)焊接试片厚度 mm 二氧化碳气体保护焊焊接工艺规范工件厚度mm 焊丝直径mm 电流(A)电压(V)焊接速度cm/min 气体流量L/min ER02-L/R19018596190186283、每班生产前进行焊点撕裂试验,试验结果符合要求2、上下电极头工作表面同心、尺寸符合要求、表面平整无杂质油污5、焊点的熔核直径、焊点数量、焊点间距应满足工艺要求4、焊点满足非破坏试验要求,生产过程中抽检,每班两次7、CO2保护焊的焊逢长度、数量、位置、间距应满足工艺要求6、焊点表面无过烧、击穿、裂纹以及毛刺等缺陷操作人员工段长日期异常状况记录:点焊常见缺陷及原因:1 、虚焊-电流小,电极压力过大,电极工作表面直径大,表面清理不良,焊接时间过短;2、焊点表面过热、压痕过深-通电时间过长,电极压力过大,电流过大,电极端面尺寸过小;3、飞溅-焊件或电极表面不干净,电极压力小,加压时间短;4、焊点形状不规则、融化不均匀-电极端面不平整。
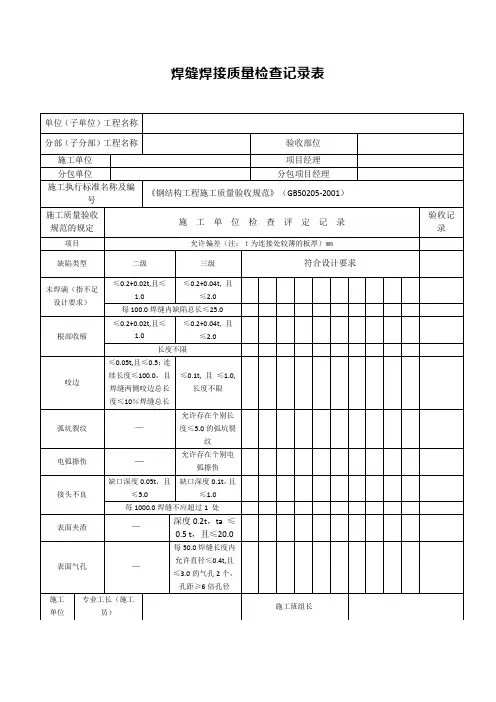
焊接质量检查记录表
1. 项目信息
- 日期:[填写日期]
- 项目名称:[填写项目名称]
- 焊工姓名:[填写焊工姓名]
- 焊接工艺:[填写焊接工艺]
- 检查人员:[填写检查人员姓名]
- 焊接材料:[填写焊接材料]
2. 检查内容
2.1 准备工作
- 材料准备:[填写材料准备情况,如焊条、焊丝等]
- 工具准备:[填写工具准备情况,如焊接机、电钳等]
- 环境准备:[填写焊接环境准备情况,如通风、安全措施等]
2.2 焊接过程
- 焊接温度:[填写焊接过程中的温度情况]
- 焊接时间:[填写焊接过程中的时间情况]
- 焊接电流:[填写焊接过程中的电流情况]
- 焊接电压:[填写焊接过程中的电压情况]
- 焊接速度:[填写焊接过程中的速度情况]
2.3 焊缝质量
- 焊缝外观:[填写焊缝外观质量,如焊缝是否饱满、平整等] - 焊缝尺寸:[填写焊缝尺寸情况,如宽度、高度等]
- 焊缝密度:[填写焊缝密度情况,如焊缝内是否有气孔、夹渣等问题]
- 焊缝强度:[填写焊缝强度情况,如焊接的连接强度是否达到要求]
3. 检查结果
- 合格:[填写检查结果是否合格]
- 不合格原因:[填写不合格的具体原因]
- 处理措施:[填写如何处理该焊接不合格情况]
- 备注:[填写其他需要备注的事项,如检查人员的建议、注意事项等]
4. 检查人员签名
- 检查人员:[检查人员姓名]
- 签名:[检查人员签名] - 日期:[填写日期]。
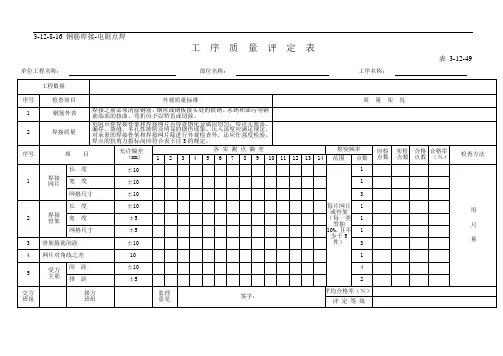
3-12-8-16 钢筋焊接-电阻点焊
工序质量评定表
表3-12-49 单位工程名称:部位名称:工序名称:
工程技术负责人:质检员:施工员:年月日注:1.凡钢筋级别,直径尺寸均相同的焊接制品,即为同一类型制品,每20件为一批,每批中抽查3件,一周内连续焊接时,可以累计计算。
一周内累计不足200个接头时,亦按一批计算。
2.实检查点数不大于应检查点数,如超过应检查点数,其超过的点数应从合格点数中减去。
3.钢筋点焊抗剪力指标:I 6.5/8.0,8/12.1,10/18.8,12/27.1,14/52.3;II级8/17.1,10/26.7,12/38.5,14/52.3;5号钢8/1
4.1,10/22.0,12/31.7,14/43.1;冷拔低碳钢丝3/2.5,4/4.5,5/7.0[以
上分子为钢筋直径,分母为抗剪力(kN)]III IV。
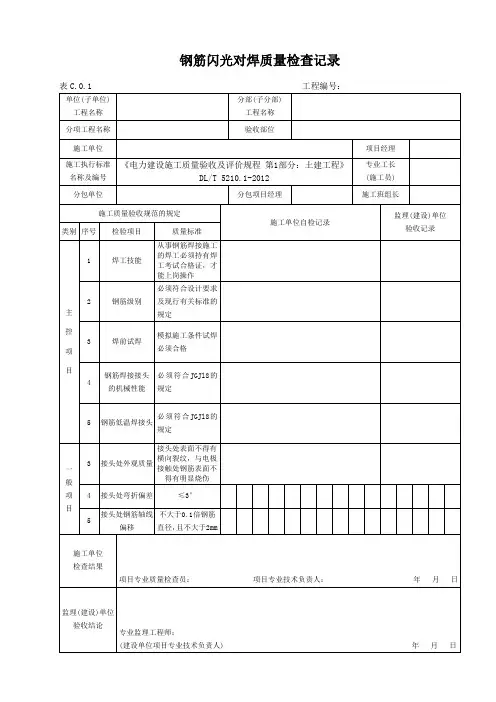
钢筋焊接质量检验记录日期:[填写日期]检验人员:[填写检验人员姓名]1. 检验目的本次检验旨在评估钢筋焊接质量,确保其符合相关标准和要求。
2. 检验内容2.1 焊接材料检查焊接材料的规格、型号和数量是否满足要求,并进行必要的材料检验。
2.2 焊接设备检查焊接设备的型号、参数和维护情况是否符合要求,并进行必要的设备检验。
2.3 焊接工艺检查焊接工艺文件是否齐全,包括焊接方法、参数和焊接顺序等,并进行必要的焊接工艺检验。
2.4 焊接质量对焊接接头进行质量检验,包括焊缝的质量、焊接强度和焊接缺陷等。
3. 检验方法3.1 目视检验通过目视检验来评估焊接接头的焊缝质量和是否存在明显缺陷。
3.2 切割检验对一定数量的焊接接头进行切割,并对断口进行观察和评估,以确定焊接强度和质量。
3.3 破坏检验对部分焊接接头进行破坏性检验,以评估焊缝的强度和质量。
4. 检验结果4.1 焊接材料- 规格:[填写焊接材料的规格]- 型号:[填写焊接材料的型号]- 数量:[填写焊接材料的数量]- 材料检验结果:[填写材料检验的结果,例如合格或不合格]4.2 焊接设备- 型号:[填写焊接设备的型号]- 参数:[填写焊接设备的参数]- 维护情况:[填写焊接设备的维护情况,例如良好或需维修] - 设备检验结果:[填写设备检验的结果,例如合格或不合格]4.3 焊接工艺- 焊接方法:[填写使用的焊接方法]- 参数:[填写焊接工艺文件中规定的焊接参数]- 焊接顺序:[填写焊接的顺序]- 焊接工艺检验结果:[填写焊接工艺检验的结果,例如合格或不合格]4.4 焊接质量- 焊缝质量:[填写焊缝的质量评估,例如优秀、合格或不合格] - 焊接强度:[填写焊接接头的强度评估,例如符合标准要求或不合格]- 焊接缺陷:[填写焊接接头存在的缺陷,例如裂纹或气孔]5. 结论根据本次钢筋焊接质量检验的结果,结论如下:- 钢筋焊接材料,并无质量问题,符合要求。
- 焊接设备表现良好,满足要求。
钢筋闪光对焊质量检查记录表c.1 编号:钢筋电渣压力焊质量检查记录表C.2 编号:表C.3 编号:表C.4 编号:钢筋电阻点焊质量检查记录表C.5 编号:钢筋机械连接质量检查记录表C.6 编号:下面是赠送的保安部制度范本,不需要的可以编辑删除!!!!谢谢!保安部工作制度一、认真贯彻党的路线、方针政策和国家的法津法规,按照####年度目标的要求,做好####的安全保卫工作,保护全体人员和公私财物的安全,保持####正常的经营秩序和工作秩序。
二、做好消防安全工作,认真贯彻“预防为主”的方针,教育提高全体人员的消防意识和防火知识,配备、配齐####各个楼层的消防器材,管好用好各种电器设备,确保####各通道畅通,严防各种灾害事故的发生。
三、严格贯彻值班、巡检制度,按时上岗、到岗,加经对重要设备和重点部位的管理,防止和打击盗窃等各种犯罪活动,确保####内外安全。
四、、加强保安队部建设,努力学习业务知识,认真贯彻法律法规,不断提高全体保安人员的思想素质和业务水平,勤奋工作,秉公执法,建设一支思想作风过硬和业务素质精良的保安队伍。
11、保持监控室和值班室的清洁干净,天天打扫,窗明地净。
12、服从领导安排,完成领导交办任务。
5、积极扑救。
火警初起阶段,要全力自救。
防止蔓延,尽快扑灭,要正确使用灭火器,电器,应先切断电源。
6、一旦发生火灾,应积极维护火场秩序,保证进出道路畅通。
看管抢救重要物资,疏散危险区域人员。
九、协同本部门或其他部门所进行的各项工作进行记录。
保安员值班操作及要求一、交接岗1、每日上午9时和下午19时为交接岗。
2、交接岗时将当班所接纳物品清点清楚,以及夜班所发生的情况未得到解决的需>面汇报。
检查值班室内外的卫生状况,地面无纸屑,桌面无杂物,整齐清洁。
二、执勤1、7:50 —8:10、13:50 —14:10立岗迎接上班人员;12:00 —12:20 、18:00 —18:20立岗送下班人员。