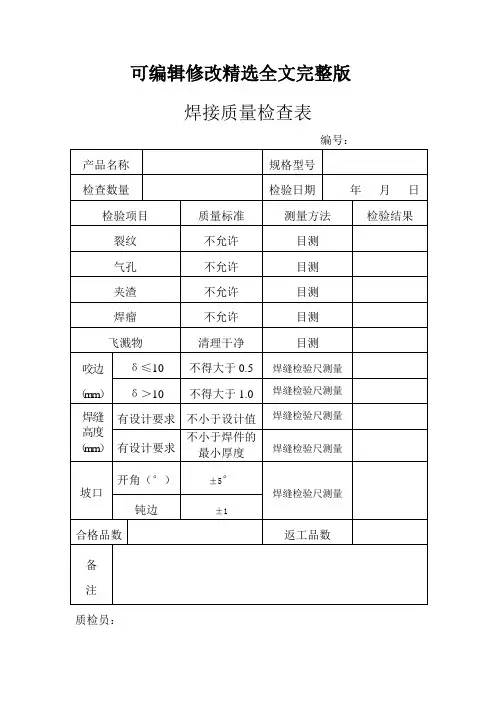
焊接质量检查表
- 格式:doc
- 大小:58.00 KB
- 文档页数:2
焊接工程外观质量观感检查表摘要:一、焊接工程外观质量观感检查表的概述1.焊接工程外观质量观感检查表的定义2.焊接工程外观质量观感检查表的作用二、焊接工程外观质量观感检查表的内容1.焊接接头的外观质量检查2.焊接焊缝的外观质量检查3.焊接结构件的外观质量检查三、焊接工程外观质量观感检查表的编制1.焊接工程外观质量观感检查表的编制原则2.焊接工程外观质量观感检查表的编制步骤四、焊接工程外观质量观感检查表的使用1.焊接工程外观质量观感检查表的使用方法2.焊接工程外观质量观感检查表的使用注意事项五、焊接工程外观质量观感检查表的维护1.焊接工程外观质量观感检查表的维护措施2.焊接工程外观质量观感检查表的更新与改进正文:一、焊接工程外观质量观感检查表的概述焊接工程外观质量观感检查表是用于检查焊接工程外观质量的一种表格工具,它能够帮助工程师对焊接工程的外观质量进行评估,以确保焊接工程的质量达到规定的要求。
焊接工程外观质量观感检查表的作用主要体现在以下几个方面:1.确保焊接工程的质量:通过检查表对焊接工程的外观质量进行评估,可以确保焊接工程的质量达到规定的要求,保证焊接工程的安全性和可靠性。
2.提高焊接工程的效率:使用检查表可以快速、准确地对焊接工程的外观质量进行检查,提高焊接工程的效率。
3.统一焊接工程的评价标准:检查表提供了统一的外观质量评价标准,可以避免由于个人主观因素造成的评价不公。
二、焊接工程外观质量观感检查表的内容焊接工程外观质量观感检查表的内容主要包括以下几个方面:1.焊接接头的外观质量检查:主要检查焊接接头是否平整、无裂纹、无气孔等。
2.焊接焊缝的外观质量检查:主要检查焊接焊缝是否整齐、无咬边、无飞溅等。
3.焊接结构件的外观质量检查:主要检查焊接结构件的尺寸是否符合设计要求,表面是否光滑、无凹凸不平。
三、焊接工程外观质量观感检查表的编制焊接工程外观质量观感检查表的编制原则主要包括以下几个方面:1.统一性原则:检查表应提供统一的外观质量评价标准,以便于工程师进行统一的评价。
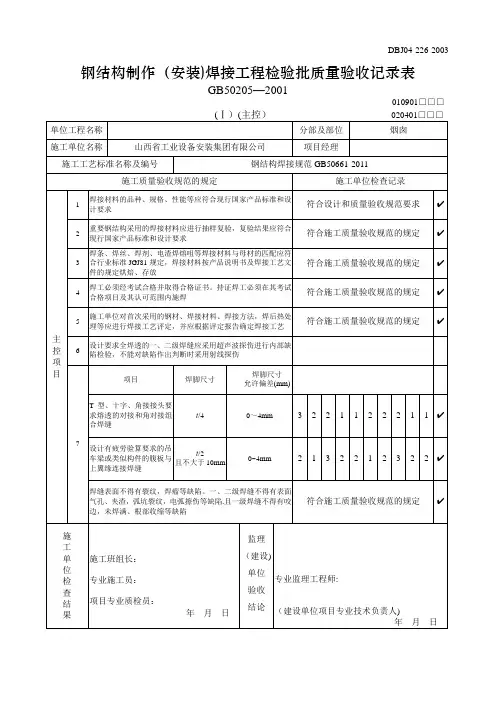
钢结构制作(安装)焊接工程检验批质量验收记录表GB50205—2001010901□□□说明010901(Ⅰ)(主控) 020401 主控项目:1.检查数量:全数检查。
检验方法:检查产品的质量合格证明文件,中文标志及检验报告.2。
全数检查。
检查复验报告。
3。
全数检查。
检查质量证明书和烘焙记录和材料用量证明。
4.全数检查。
检查焊工合格证及其认可范围,有效期。
5.全数检查。
检查焊接工艺评定报告。
6.全数检查.检查超声波或射线探伤记录。
7.资料全数检查;同类焊缝抽查10%,且不应少于3条。
观察检查,用焊缝量规抽查测量.见图5。
2.5。
8。
每批同类构件抽查10%,且不应少于3件;被抽查构件中,每一类型焊缝按条数抽查5%且不应少于1条,每条检查1处,总抽查数不应少于10处.观察检查或使用放大镜、焊缝量规和钢尺检查,当存在疑义时,采用渗透或磁粉探伤检查.钢结构制作(安装)焊接工程检验批质量验收记录表GB50205—2001010901□□说明010901(Ⅰ)(一般) 020401 一般项目:1。
按量抽查1%,且不应少于10包.观察检查。
2。
全数检查。
检查预、后热施工记录和工艺试验报告。
3。
检查数量同主控项目第8条。
观察检查或使用放大镜、焊缝量规和钢尺检查。
见附录A。
0.1表。
4。
检查数量同主控项目第8条.用焊缝量规检查。
注:B指焊缝宽度h f>8.0mm的角焊缝其局部焊脚尺寸允许低于设计要求值1.0mm,但总长度不得超过焊缝长度10%;焊接H形梁腹板与翼缘板的焊缝两端在其两翼缘板宽度范围内,焊缝的焊脚尺寸不得低于设计值。
见附录A。
0。
1-2表.5.检查数量:每批同类构件抽查10%,且不应少于3件,观察检查。
6。
检查数量:每批同类构件抽查10%,且不应少于3件,被抽查构件中,每件焊缝按数量各抽查5%,总抽查处不应少于5处.观察检查.注:t为连接处较薄的板厚。
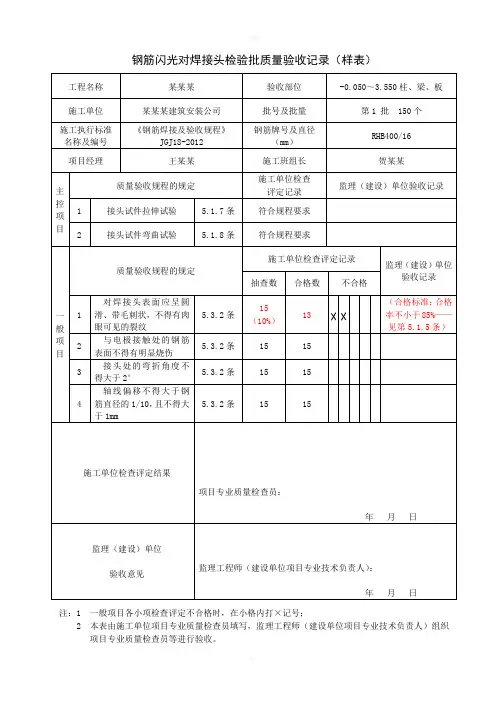
钢筋闪光对焊接头检验批质量验收记录(样表)
注:1 一般项目各小项检查评定不合格时,在小格内打×记号;
2 本表由施工单位项目专业质量检查员填写,监理工程师(建设单位项目专业技术负责人)组织
注:1 一般项目各小项检查评定不合格时,在小格内打×记号;
2 本表由施工单位项目专业质量检查员填写,监理工程师(建设单位项目专业技术负责人)组织
注:1 一般项目各小项检查评定不合格时,在小格内打×记号;
2 本表由施工单位项目专业质量检查员填写,监理工程师(建设单位项目专业技术负责人)组织
钢筋电渣压力焊接头检验批质量验收记录
注:1 一般项目各小项检查评定不合格时,在小格内打×记号;
2 本表由施工单位项目专业质量检查员填写,监理工程师(建设单位项目专业技术负责人)组织
钢筋气压焊接头检验批质量验收记录
注:1 一般项目各小项检查评定不合格时,在小格内打×记号;
2 本表由施工单位项目专业质量检查员填写,监理工程师(建设单位项目专业技术负责人)组织
预埋件钢筋T形接头检验批质量验收记录
注:1 一般项目各小项检查评定不合格时,在小格内打×记号;
2 本表由施工单位项目专业质量检查员填写,监理工程师(建设单位项目专业技术负责人)组织
项目专业质量检查员等进行验收。
.。
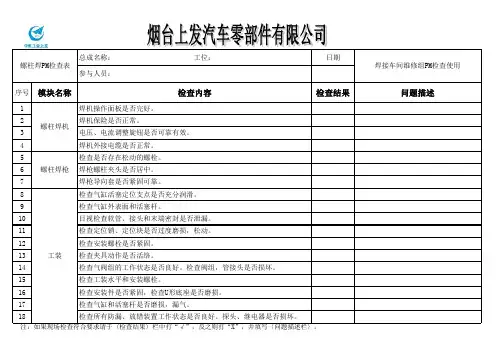
总成名称: 工位:
日期参与人员:
序号
模块名称检查内容检查结果问题描述1
焊机操作面板是否完好。
2
焊机保险是否正常。
3
电压、电流调整旋钮是否可靠有效。
4
焊机外接电缆是否正常。
5
检查是否存在松动的螺栓。
6
焊枪螺柱夹头是否居中。
7
焊枪导向套是否紧固可靠。
8
检查气缸活塞定位支点是否充分润滑。
9
检查气缸外表面和活塞杆。
10
目视检查软管、接头和末端密封是否泄漏。
11
检查定位销、定位块是否过度磨损,松动。
12
检查安装螺栓是否紧固。
13
检查夹具动作是否活络。
14
检查气阀组的工作状态是否良好。
检查阀组,管接头是否损坏。
15
检查工装水平和安装螺栓。
16
检查安装件是否紧固,检查U形底座是否磨损。
17
检查气缸和活塞杆是否磨损,漏气。
18检查所有防漏、放错装置工作状态是否良好。
探头、继电器是否损坏。
焊接车间维修组PM检查使用工装螺柱焊机螺柱焊枪螺柱焊PM检查表。
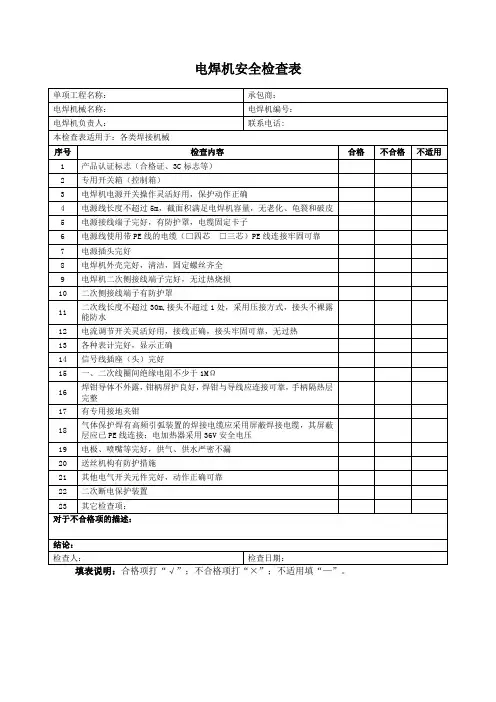
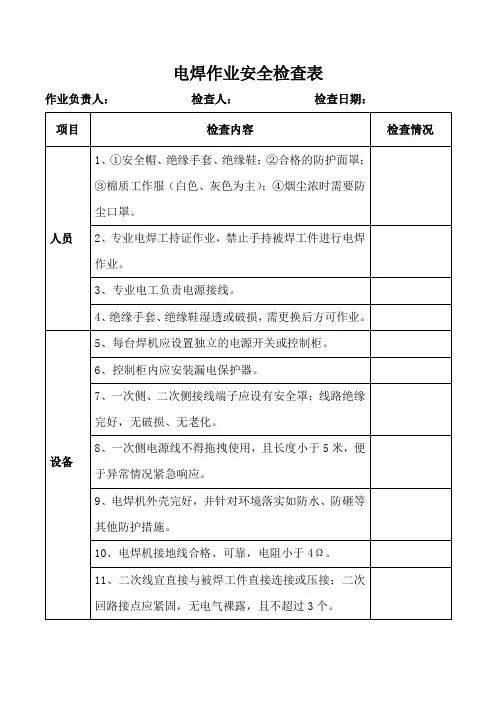
电焊车间安全检查表
1.作业环境:
地面干净无油污、无杂物。
通风设备工作正常,无烟尘积聚。
车间内无易燃易爆物品。
2.消防设施:
灭火器数量充足,并在有效期内。
消防栓周围无遮挡,水压正常。
消防通道畅通无阻,标识明显。
3.防护用品:
电焊工穿戴符合要求的防护服、防护眼镜、手套等。
焊机接零(地)安全可靠,绝缘良好。
焊接电缆无破损,绝缘良好。
4.焊接设备:
焊机外观整洁,无严重锈蚀。
焊机散热良好,工作温度正常。
焊机地线牢固,无破损。
5.操作规程:
电焊工操作证齐全有效。
操作前进行安全检查,确保作业环境安全。
严格按照焊接工艺参数进行操作。
6.焊接参数:
电流、电压、焊接速度等参数符合工艺要求。
焊接过程中无突然断弧现象。
焊接过程中无飞溅。
7.废弃物处理:
废弃的焊条、焊丝及时清理,不得随意丢弃。
高温的焊渣及时冷却处理,不得随意倾倒。
油漆桶、稀释剂等危险废弃物按规定处理。
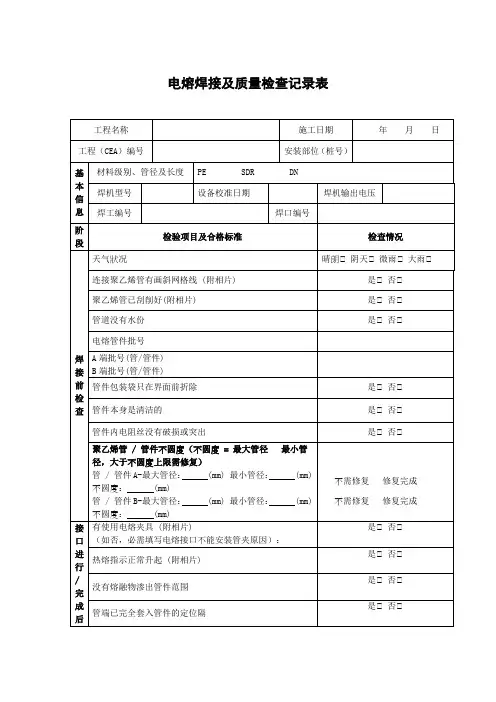
焊接检验质量验收记录表一、引言焊接检验是确保焊接结构安全性和质量的关键过程。
通过对焊接接头的物理、化学和机械性能进行全面评估,可以有效地保证焊接工程的质量。
本文将详细介绍焊接检验质量验收记录表及其重要性。
二、焊接检验质量验收记录表概述焊接检验质量验收记录表是一份详细记录焊接接头质量信息的文件。
该记录表包含了焊接接头的各项质量指标,如焊缝外观、尺寸、硬度、金相组织、无损检测等。
通过对这些数据的分析,可以判断焊接接头是否符合设计要求,从而确保焊接工程的质量。
三、焊接检验质量验收记录表的内容1、焊缝外观检查:记录焊缝的表面质量,如咬边、焊瘤、飞溅等缺陷。
2、焊缝尺寸测量:测量焊缝的宽度、高度、间隙等尺寸,判断是否符合设计要求。
3、硬度检测:通过硬度计测量焊缝和母材的硬度,判断是否符合技术标准。
4、金相组织分析:通过金相显微镜观察焊缝的金相组织,判断其结晶质量和显微组织。
5、无损检测:采用超声波、射线等方法对焊缝进行无损检测,判断内部是否存在缺陷。
四、焊接检验质量验收记录表的重要性1、保证焊接工程质量:通过焊接检验质量验收记录表,可以全面了解焊接接头的各项质量指标,从而保证焊接工程的质量。
2、指导焊接施工:通过对焊接检验结果的分析,可以指导施工单位调整焊接工艺,提高焊接质量。
3、确保安全:焊接检验质量验收记录表是工程验收的重要依据,也是保证焊接结构安全的重要手段。
4、为未来工作提供参考:焊接检验质量验收记录表可以为以后的焊接工程提供参考,避免出现类似的问题。
五、结论焊接检验质量验收记录表是保证焊接工程质量的重要工具。
通过详细记录和评估焊接接头的各项质量指标,可以有效地保证焊接结构的安全性和稳定性。
通过对焊接检验结果的分析,可以指导施工单位调整焊接工艺,提高焊接质量。
因此,我们应该充分重视焊接检验质量验收记录表的重要性,并将其作为焊接工程质量控制的重要组成部分。
检验批质量验收记录表一、引言在建筑工程中,质量验收是决定工程最终质量的关键环节。
焊接与切割作业安全检查表IMB standardization office【IMB 5AB- IMBK 08- IMB 2C】焊接与切割作业安全检查表焊接与切割作业安全通用要求序号项目名称标准要求依据条款效力1设置现场管理和安全监督人员焊接或切割现场应设置现场管理和安全监督人员。
《焊接与切割安全》(GB9448—强制2设置火灾警戒人员在下列焊接或切割的作业点及可能引发火灾的地点,应设置火灾警戒人员:1、靠近易燃物之处:建筑结构或材料中的易燃物距作业点10m以内。
2、开口:在墙壁或地板有开口的10m半径范围内(包括墙壁或地板内的隐蔽空间)放有外露的易燃物。
3、金属墙壁:靠近金属间壁、墙壁、天花板、屋顶等处另一侧易受传热或辐射而引燃的易燃物。
《焊接与切割安全》(GB9448—强制3焊接和割切审批要求操作者只有在规定的安全条件得到满足;并得到现场管理及监督者准许的前提下,才可实施焊接或切割操作。
在获得准许的条件没有变化时,操作者可以连续地实施焊接或切割。
《焊接与切割安全》(GB9448—强制4在指定区域进行作业焊接及切割应在为减少火灾隐患而设计、建造(或特殊指定)的区域内进行。
因特殊原因需要在非指定的区域内进行焊接或切割操作时,必须经检查、核准。
《焊接与切割安全》(GB9448—1999)第条强制5焊接和切割区域设置警告标志焊接和切割区域必须予以明确标明,并且应有必要的警告标志。
《焊接与切割安全》(GB9448—强制6职业危害警告标志设置在焊接及切割作业所产生的烟尘、气体、弧光、火花、电击、热、辐射及噪声可能导致危害的地方,应通过使用适当的警告标志使人们对这些危害有清楚的了解。
《焊接与切割安全》(GB9448—1999)第9条强制7防护屏板设置为了防止作业人员或邻近区域的其他人员受到焊接及切割电弧的辐射及飞溅伤害,应用不可燃或耐火屏板(或屏罩)加以隔离保护。
《焊接与切割安全》(GB9448—强制8焊接隔间设置在准许操作的地方、焊接场所,必要时可用不可燃屏板或屏罩隔开形成焊接隔间。